基于ABR-MBR的垃圾渗滤液深度处理工艺效能研究*
2019-08-24郑晓茶周章添
郑晓茶,周章添
(浙江工贸职业技术学院,浙江温州325003)
随着城市化进程的加快和生活水平的进一步提高,城镇居民日常生活垃圾产生量呈现逐年递增的趋势,垃圾围城现象是一大困扰难题。生活垃圾焚烧处理是固体废物减量化、资源化、无害化的重要措施之一,然而焚烧处理产生的二次污染不容忽视,垃圾在进入焚烧处理前需在垃圾贮坑内堆放3~7天左右,以便进行微生物自然发酵、沥出水分、提高垃圾热值。垃圾贮坑渗滤液主要来源于垃圾运输车渗入的雨水、微生物发酵分解产生的水分、贮坑冲洗水以及垃圾自身水分等,其成分复杂、水量变化大,有机物、氨氮浓度高,盐分浓度高,含卤代芳烃、重金属等有毒有害物质[1],由于高氨氮、高盐分对微生物降解活动的抑制作用[2-3],增加了生物处理的难度,因此单一的生物处理工艺往往难以使渗滤液达标排放[4-5]。目前普遍采用生物法结合物化法处理达到相应排放标准后排放[6],高级氧化法等物化法对有机物去除效率高、处理效果好[7],但运行成本昂贵,而且由于垃圾渗滤液的致癌特性,尾水排放仍存在一定风险隐患。垃圾焚烧工艺汽轮发电机组循环冷却水系统用水量需求十分巨大,因此将垃圾渗滤液通过深度处理达到回用标准,对尾水进行资源化利用,作为垃圾焚烧工艺循环冷却水补充水,具有十分重要的科学意义,对于解决日益严峻的水污染和水资源短缺问题具有迫切的研究需求[8]。
本研究以浙江省某县垃圾焚烧发电厂为例,考察基于ABR-MBR的垃圾渗滤液深度处理工艺运行情况,分析各工段对污染物的去除效能,对照《城市污水再生利用工业用水水质》(GB/T19923-2005)标准评价深度处理尾水再生回用于冷却水系统的适用性,为垃圾渗滤液处理工艺的进一步改进和优化提供运行依据,作为采用同类工艺的垃圾焚烧发电厂的借鉴和参考。
1 处理工艺选择
1.1 工艺流程
该组合工艺处理系统进水量70m3/d,进水水质COD 52 547~57 320 mg/L、氨氮1 825~1 987 mg/L、SS 4 590~4 952 mg/L、BOD528 720~29 832 mg/L、总氮2 210~2 299 mg/L、总磷63~83 mg/L、氯离子8 832~9 600 mg/L,具有“新鲜”垃圾渗滤液高碳氮比(C/N为24:1~25:1)、可生化性好(BOD5/COD为0.52~0.55)的典型特征。渗滤液经格栅、调节池物理处理后,再用泵提升进入厌氧折流板反应器(ABR),厌氧发酵分解后出水进入膜生物反应器(MBR),通过反硝化/硝化生化处理,进一步去除有机物和氨氮,最后进入纳滤(NF)、反渗透(RO)深度处理系统,强化系统对MBR产水中剩余有机物和绝大部分无机盐类等污染物质的去除功能,工艺流程图如图1所示。
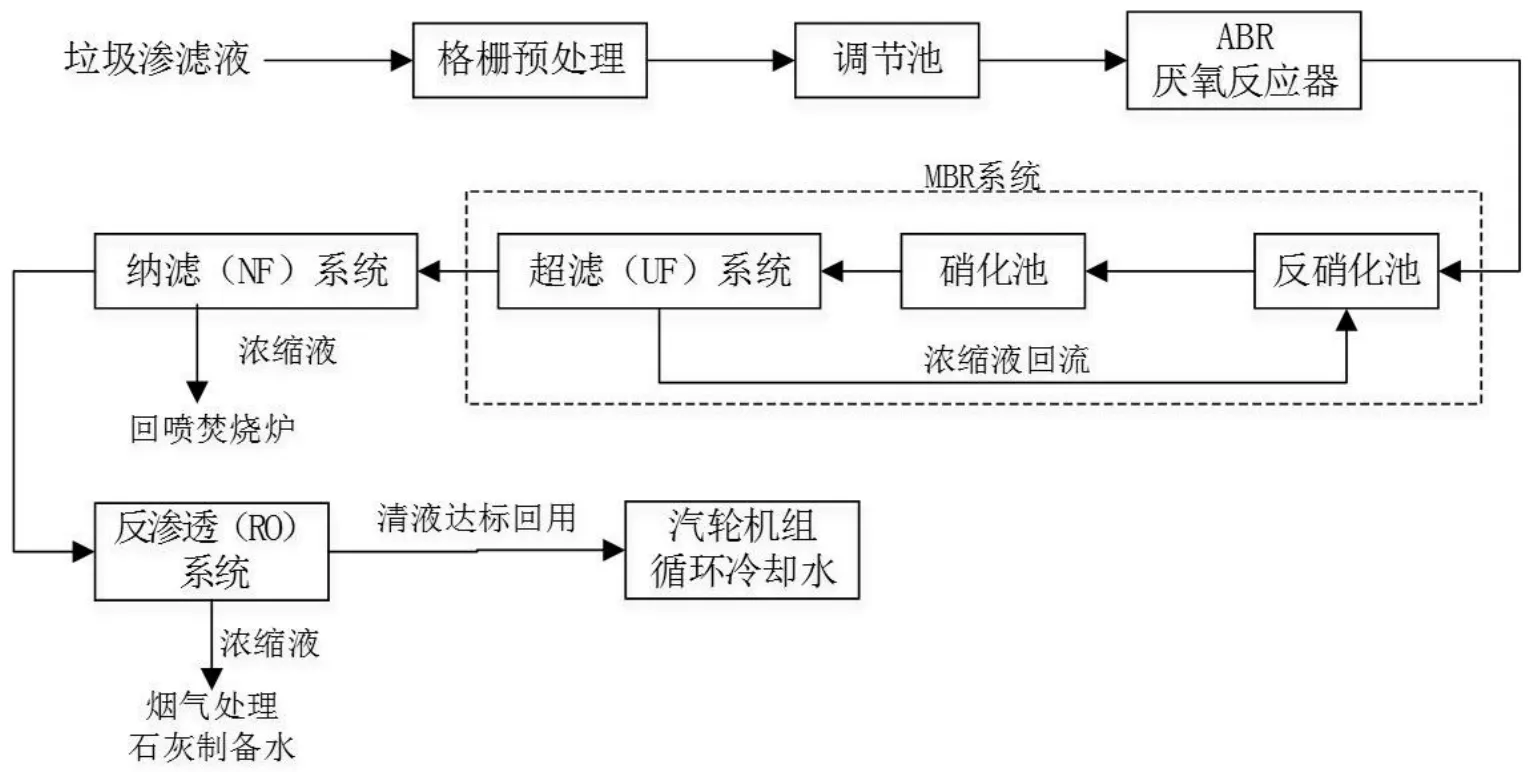
图1 基于ABR-MBR的垃圾渗滤液深度处理组合工艺流程图
1.2 工艺运行参数
生化预处理ABR-MBR反应器pH控制范围6.8~7.2,温度25℃~32℃,水力停留时间HRT为12.5h,溶解氧DO为3mg/L。MBR池MlSS 5000mg/L,操作压力0.06MPa,反洗周期8min,反洗时间2min。深度处理纳滤(NF)系统水力停留时间10h,操作压力0.6Mpa,反洗周期16min,反洗时间50s,产水率80%,反渗透(RO)系统水力停留时间10h,操作压力0.9Mpa,反洗周期15min,反洗时间30s,产水率75%。
2 运行装置与水样分析方法
2.1 运行装置
该渗滤液处理系统包括ABR-MBR预处理系统和NF-RO深度处理系统,预处理系统由厌氧折流板反应器(ABR)、膜生物反应器(MBR)串联组成,ABR反应器采用半地下式钢筋混凝土结构,下部穿孔管进水,分格集气,MBR反应器由反硝化池、硝化池、超滤膜组成A/O生化强化脱氮装置,反硝化池内配备2台潜水搅拌器,硝化池底部射流曝气,配备2台冷却循环泵,1台换热器,1台冷却塔,1台清水循环泵,超滤膜为外置式,进水泵2台,循环泵2台,清洗泵1台。深度处理系统由纳滤膜(NF)和反渗透膜(RO)组成,纳滤膜(NF)进口投加杀菌剂、阻垢剂,配备进水泵、袋式过滤器、高压泵和清液箱,与RO共用清洗装置。
2.2 水样分析方法
化学需氧量(COD)采用快速消解分光光度法(HJ/T 399-2007),氨氮采用纳氏试剂分光光度法(HJ 535-2009),总氮采用过硫酸钾氧化-紫外分光光度法测定(HJ 636-2012),生化需氧量(BOD5)采用稀释与接种法测定(HJ 505-2009)。
3 结果与讨论
考察2018年4月1日至2018年5月30日60d稳定运行期间组合工艺对污染物的去除效能,评价系统可靠性和适用性。
3.1 基于ABR-MBR的深度处理组合工艺对COD的去除效能
由图2、图3可知,ABR对COD去除率为76%~78.2%,MBR对 COD去除率 为 93.7%~94.3%,ABR-MBR预处理系统对COD的去除率高达98.6%~98.7%,NF-RO深度处理系统对COD的去除率为89.1%~91.3%,总去除率达99.9%。超滤产水COD降至410~450mg/L,SS未检出,完全能够满足NFRO深度处理系统的进水要求。本组合工艺预处理系统能有效去除大部分的有机物,厌氧折流板反应器(ABR)由于隔板的作用,使其对有毒物质(如含高浓度氯离子的高盐废水)的适应性强,微生物驯化时间短[9],发酵处理效率高,大大降低了高浓度有机废水处理的难度,ABR对有机物的厌氧生化处理使得ABR出水中COD浓度大幅度降低,减轻了后续MBR工艺有机负荷,经过MBR好氧生化处理与膜分离过程,该预处理系统在60d期间始终保持>98%的COD去除效率,且运行稳定,因此,ABR-MBR作为垃圾焚烧发电厂的垃圾渗滤液预处理是可行且适用的。

图2 ABR-MBR工艺段进出水COD浓度
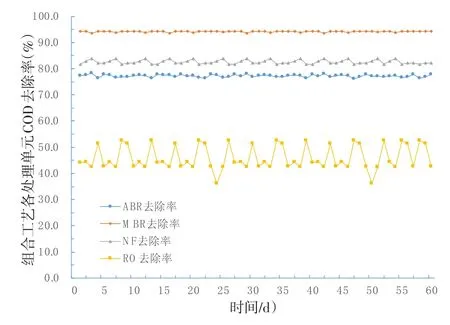
图3 基于ABR-MBR的深度处理组合工艺对COD的去除效能
3.2 基于ABR-MBR的深度处理组合工艺对氨氮的去除效能
由图4、图5可见,ABR进、出水氨氮两条曲线几乎重叠,厌氧反应器没有脱氮效果,但MBR出水氨氮含量仅18~22mg/L,由于膜生物反应器降解有机物和硝化-反硝化生化处理同时进行,从而达到去除大部分有机物和脱氮目的,好氧池出水通过超滤(UF)系统进一步泥水分离,水中大部分颗粒和胶体有机物被截留,ABR-MBR预处理系统对氨氮的去除率高达98.6~98.9%。MBR工艺将超滤膜组件取代传统的二沉池、完全分离水力停留时间和污泥停留时间的特点,这与MBR在工程应用中表现出处理效果好、出水水质好的相关研究一致[10-11]。本组合工艺预处理系统具有良好的脱氮功能,且运行稳定,60d期间始终保持>98%的脱氮效率,因此,作为垃圾焚烧发电厂的垃圾渗滤液预处理具备较强的可行性。
3.3 基于ABR-MBR的深度处理组合工艺对总氮的去除
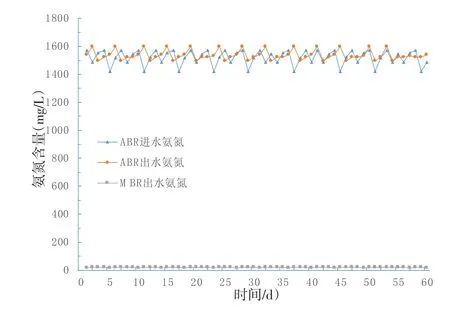
图4 ABR-MBR工艺段进出水氨氮浓度

图5 基于ABR-MBR的深度处理组合工艺对氨氮的去除效能
由图6、图7可见,预处理ABR-MBR系统对总氮去除率为98.5%~99%,深度处理NF-RO系统对总氮去除率为55%~73.9%,总去除率达99.5%以上,RO出水中总氮浓度仅为6~9mg/L。ABR出水总氮浓度为1699~1911 mg/L,MBR出水总氮浓度为19~29 mg/L,总氮主要在预处理阶段MBR工艺段得到去除净化,进一步验证了MBR良好的脱氮性能,且能截留大部分硝态氮和亚硝态氮[12]。本组合工艺预处理系统借助MBR工艺的反硝化/硝化功能,对总氮去除效果好,且运行稳定,因此,作为垃圾焚烧发电厂的垃圾渗滤液预处理具备一定的可靠性和适用性。
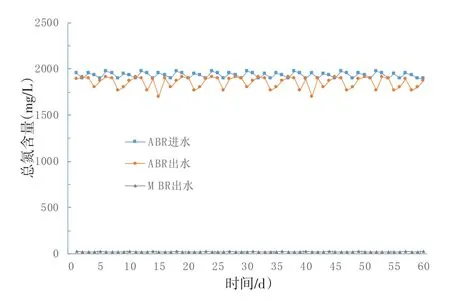
图6 ABR-MBR工艺段进出水总氮浓度

图7 基于ABR-MBR的深度处理组合工艺对总氮的去除效能
3.4 基于ABR-MBR的深度处理组合工艺对BOD5的去除效能
如图8、图9所示,预处理ABR-MBR系统对BOD5去除率大于99%,深度处理NF-RO系统对BOD5去除率为92.6%~95.6%,总去除率达99.9%以上,RO出水中BOD5浓度为6~10mg/L,低于《城市污水再生利用工业用水水质》(GB/T19923-2005)标准中的敞开式循环冷却水系统补充水的水质标准。本组合工艺预处理ABR-MBR系统对可降解有机物的厌氧、好氧生化处理使得MBR出水中BOD5浓度大幅降至135~152mg/L,且60d期间运行稳定,因此,该ABR-MBR系统作为垃圾焚烧发电厂的垃圾渗滤液预处理是可靠的,RO出水回用于汽轮机冷却水循环补充水是适用的。
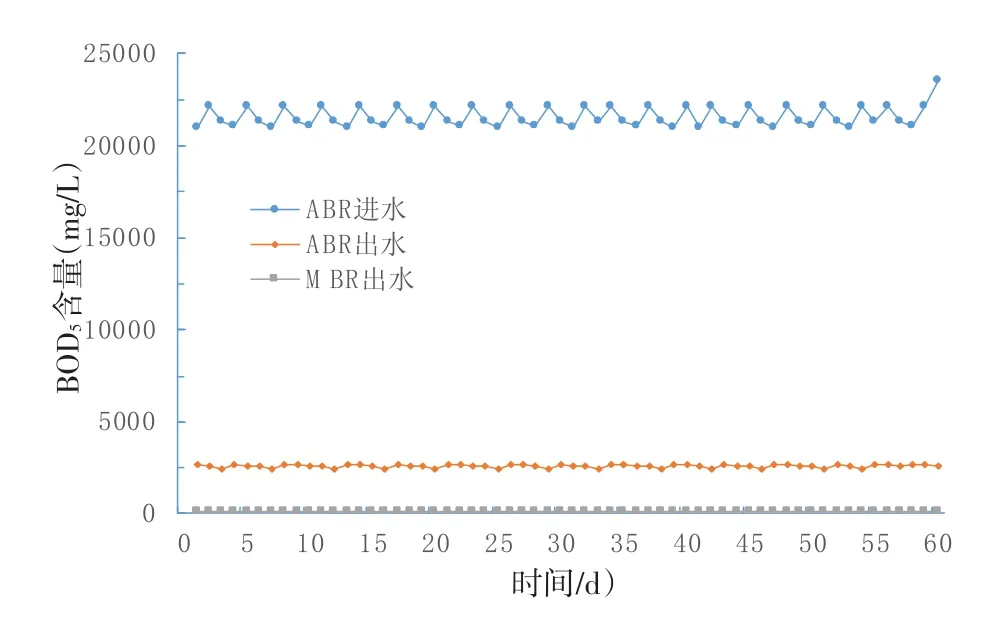
图8 ABR-MBR工艺段进出水BOD5浓度

图9 基于ABR-MBR的深度处理组合工艺对BOD5的去除效能
4 结论
通过考察该垃圾焚烧发电厂垃圾渗滤液基于ABR-MBR的深度处理系统60d稳定运行期间组合工艺对污染物的去除效能,MBR出水SS值基本为0,完全能够满足NF-RO深度处理系统的进水要求,ABR-MBR作为垃圾焚烧发电厂的垃圾渗滤液预处理是可行且适用的。RO膜可以很好去除渗滤液中的各种一价离子、无机盐、有机胶体、细菌等几乎所有杂质,同时MBR对COD、氨氮也有很好的分离效果,采用组合工艺深度处理垃圾渗滤液并回用具备可靠性。该组合工艺尾水中主要水质指标COD 38~46mg/L、氨氮5~8mg/L、总氮6~9mg/L、SS未检出、BOD56~10mg/L,整个工艺系统去除率均达到99%以上,其中预处理ABR-MBR系统对COD、氨氮、总氮、BOD5去除率分别为98.6%~98.7%、 98.6%~98.9%、 98.5%~99%、 99.3%~99.4%,深度处理NF-RO系统去除率分别为89.1%~91.3%、55.6%~75%、55%~73.9%、92.6%~95.6%。运行结果表明,基于ABR-MBR的深度处理组合工艺去除效能高,出水能达到《城市污水再生利用工业用水水质》(GB/T19923-2005)标准中的敞开式循环冷却水系统补充水的水质要求,能达到回用于焚烧发电厂汽轮机冷却水循环系统,从而节省水资源的目的。