基于模糊PID控制的摊铺机布料器控制系统
2019-08-20李长安
李长安
(陕西建设机械股份有限公司,陕西 西安 710201)
0 引 言
摊铺机是城市化建设中必不可少的路面施工机械,其布料系统属于摊铺机的核心系统之一,它直接影响摊铺后路面的均匀度、离析度等重要参数,对摊铺后路基或路面质量起着至关重要的作用。
为了提升布料系统的动态性能,国内外学者从不同角度进行了研究。杨夏锋等对螺旋布料器的电控系统进行分析,通过改变接线或增设二极管,实现布料器工作状态的优化[1];徐中新等对宽幅摊铺机的螺旋输送机理进行研究,得出螺旋半径更能影响混合料的摊铺均匀性[2];王刚等改进了螺旋布料器的拼装结构,提高了液压系统的动力输出[3]。Samakwong T等设计了具有更快收敛速度的电液伺服系统PID控制器[4];Liem D T等人设计了具有前馈网络的模糊电液控制器[5]。上述研究有效地改善了布料器的工作状态;提升了液压系统的响应性,但复杂的控制算法导致其设计难度大、适用面较窄。
本文将布料器的液压系统作为研究对象,设计一种适用性强且设计难度小的控制算法,即在经典PID的基础上,增加模糊控制器,对控制器的参数进行实时整定,以提升多种工况下液压系统的控制水平。
1 布料器的结构及工作原理
摊铺机的布料系统通常包括布料斗、螺旋布料器及液压控制系统等部分。它的工作原理为:先将摊铺混合料倒入布料斗,随后由螺旋布料器负责将混合料向两侧均匀摊开,最后由后方的熨平板将混合料压平于地面上。在这个过程中,螺旋布料器既要保证将混合料均匀摊向两侧,又要尽量避免混合料的翻转,以免产生离析现象。
螺旋布料器的液压回路如图1所示。在布料器液压回路中,变量泵以转速np恒速转动,其斜盘倾角由与之相连的伺服阀控液压缸控制,液压马达为双向定量马达。回路为泵控回路,故液压马达的速度和旋向变更通过调节变量泵斜盘倾角α实现。闭式液压回路中,设置有与变量泵相连的补油泵,负责补偿回路中泵和马达的泄漏,并维持低压回路的压力值。工作时,高压侧的压力取决于负载,低压侧的压力为补油泵的出口压力,在高压和低压管路设置有安全阀,当高压侧压力过大时,安全阀开启,保护回路中的液压元件。安全阀对称设置,确保当变量泵反转时,高压侧的压力仍然处于安全范围。
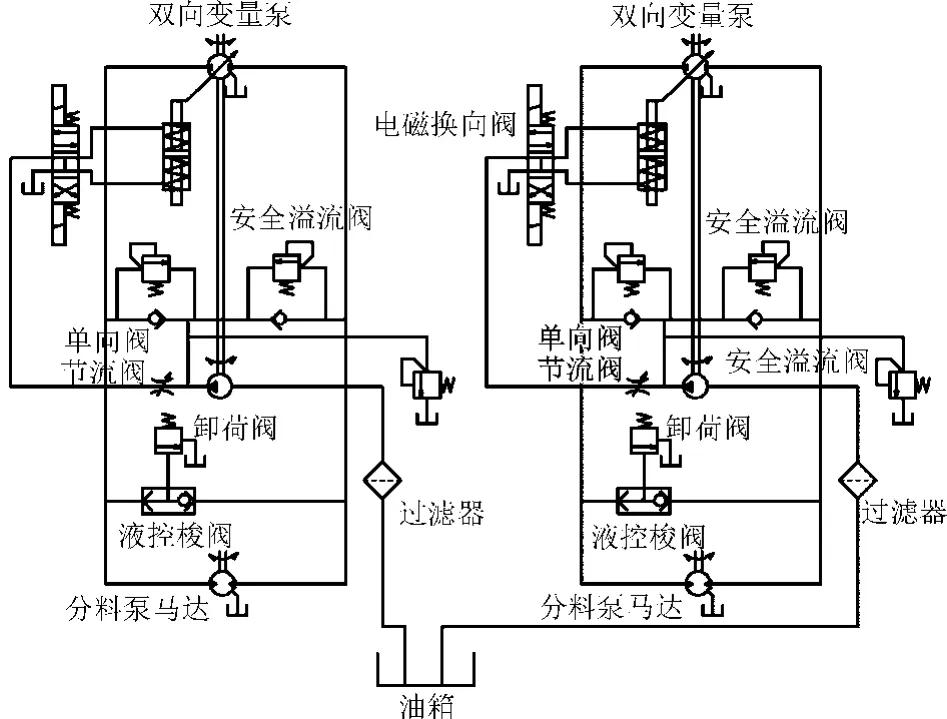
图1 布料器液压回路
2 布料器液压系统数学模型的建立
本文所研究的布料器液压系统为多泵多马达系统,组合形式属于变量泵-定量马达,通过改变泵的排量,控制传递到马达的压力,此类系统功率损失小、效率高。为了简化模型,对系统作出如下假设:忽略低压侧的泄漏;忽略管道的沿程压力损失、流体质量效应等;油液温度一定且不可压缩;液压元件为刚体,忽略其变形。
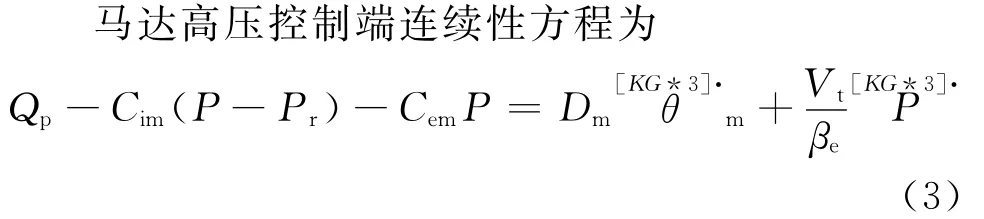
对高压腔应用连续性方程,可得

式中:Dp为变量泵的排量,Dp=αkp,kp为变量泵的排量梯度,α为变量泵斜盘摆角;Cip、Cep分别为泵的内、外泄漏系数;P为系统压力;Pr为补油泵出口压力,是一常数;Cim、Cem分别为马达的内、外泄漏系数;Dm为马达排量;θm为马达转角;Vt为马达两腔及管道总容积;βe为有效体积弹性模量。
变量泵的流量方程为

式中:Qp为泵的输出流量;kp为排量梯度;np为泵转速;Cp为泵的总泄漏系数。
联立(2)、(3)两式得

式中:Ct为总泄漏系数;V0为高压腔容积。
马达轴上的力矩平衡方程为

式中:Tg为马达的理论扭矩;Jm为马达和负载的总转动惯量;Bm为马达和负载的总黏性阻尼系数;Cf为马达内摩擦系数;G为负载弹簧刚度;TL为马达轴上外负载力矩。
式(5)中摩擦力矩是非线性的,而Cf值一般很小,在极端情况下可以明显增加阻尼,增强系统的稳定性。为了简化模型,将摩擦力矩视为线性的,取Cf=0,经拉氏变换后可得

为了方便泵控液压马达动力机构传递函数的求取,将式(4)和(6)改写为

绘制泵控液压马达动力机构的框图,如图2所示。
当TL=0时,可求得在输入函数α作用下,液
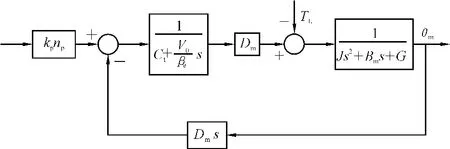
图2 泵控液压马达动力机构方框
压马达输出θm的传递函数为
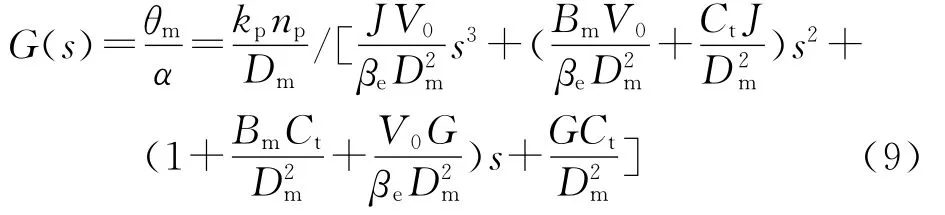
又因为本系统中负载弹簧刚度为零(G=0),而阻尼系数Dm/Ct通常比Bm大得多,则式(9)可简化为
式中:ωh为液压系统固有频率为液压阻尼比
3 模糊PID控制器设计
3.1 PID控制器简介
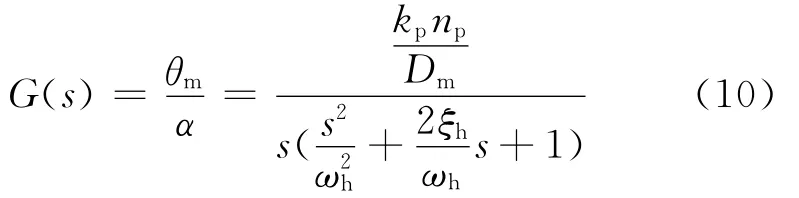
PID控制是一种经典的控制方法,其编程简单、控制稳定,且具有较高的控制精度,被广泛应用于工程机械控制系统中。常规PID控制器的控制参数为定值,可能会导致液压系统的输出产生波动。常规PID控制算法为
式中:u(k)为当前控制器的输出量;e(k)为当前控制器的输入量;其他主要控制参数包括比例系数Kp、积分系数Ki、微分系数Kd,其中Kp用于提升系统的响应速度,Ki用于消除系统的稳态误差,Kd用于改善系统的动态特性,通过改变上述参数可以提高系统的控制性能。如果参数设定不合理,可能引发控制系统的振荡,导致工作状态失稳。
3.2 模糊PID控制原理
本文采用模糊控制方法对变量泵进行控制[6-7],结合模糊控制和PID控制的优点设计模糊PID控制器,以提高系统的稳定性。
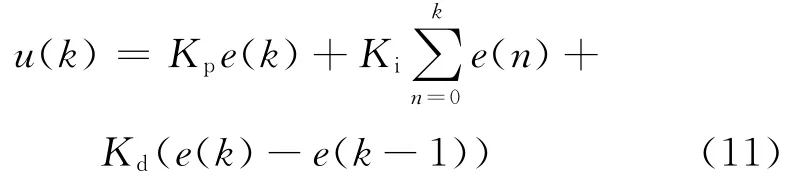
模糊PID控制器的控制原理如图3所示。根据经验与现场试验数据确定PID参数的初始值,在PID的控制下,系统的运行误差不断减小,最终在目标值附近趋于稳定,当系统的转速反馈与预定目标的偏差符合模糊推理规则时,模糊控制器开始工作,并对20x]d参数进行整定,增强转速控制系统调节的动态特性。其参数整定公式为
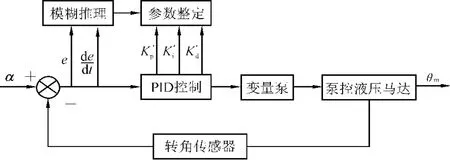
图3 模糊PID控制原理
3.3 模糊PID控制器参数的确定
选择摊铺机布料器转速的偏差E及偏差的变化率Ec的语言变量作为输入语言变量,输出语言变量为K′[KG-20x]p、K′[KG-20x]i、K′[KG-20x]d,分别对应的论域为
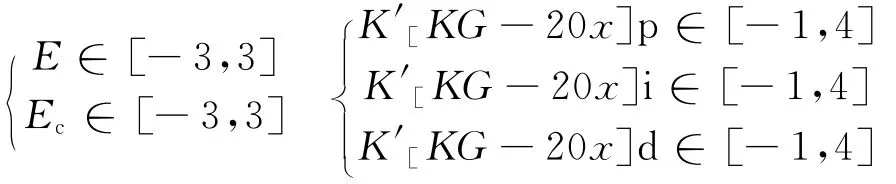
其中定义E和Ec对应的模糊集为:{NB,NM,NS,ZO,PS,PM,PB};定 义 K′[KG-20x]p、K′[KG-20x]i、K′[KG-20x]d对应的模糊集为:{NB,NS,ZO,PS,PB}。
为了表述简洁,模糊语言值用字母表示,上述NB、NM、NS、ZO、PS、PM、PB分别表示模糊语言值的负大、负中、负小、零、正小、正中和正大。
综合考虑控制规则的复杂程度和控制规则的灵活性,绘制输入、输出变量对应的隶属函数曲线,如图4、5所示。

图4 输入E和Ec的隶属函数曲线
定义模糊PID控制通过建立输入量(误差E和误差变化率Ec)与输出量(K′[KG-20x]p、K′[KG-20x]i、K′[KG-20x]d)之间对应的模糊规则来实现实时调节控制参数的作用。模糊规则的建立需要结合实际情况,依据实际需求完成控制参数的实时调整。根据经验建立K′[KG-20x]p、K′[KG-20x]i、K′[KG-20x]d的模糊控制规则,如表1~3所示。


表1 K′[KG-20x]p模糊规则
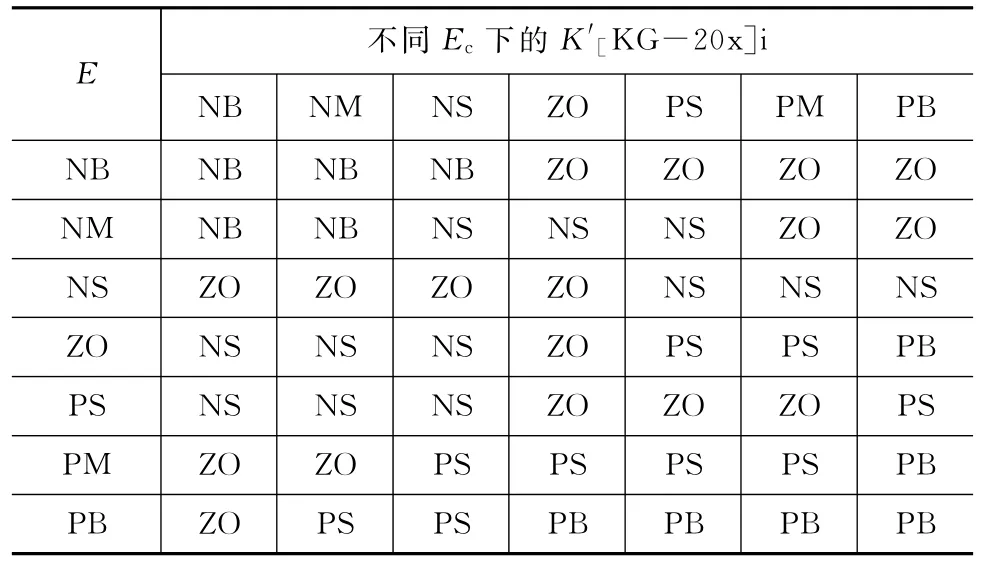
表2 K′[KG-20x]i模糊规则

表3 K′[KG-20x]d模糊规则
根据以上规则,在MATLAB中设置Fuzzy模块,然后模糊控制器通过查表的方式可输出修正量K′[KG-20x]p、K′[KG-20x]i、K′[KG-20x]d,其模糊规则曲面如图6所示,可以直观地观察出模糊规则的变化趋势,其中水平方向的E和Ec分别表示偏差和偏差变化率的值,垂直方向的K′[KG-20x]p、K′[KG-20x]i、K′[KG-20x]d分别表示输出的整定后的控制器参数。

图6 模糊规则曲面图
4 系统仿真与分析
4.1 液压系统结构仿真框图的建立
液压系统的主要参数如表4所示。
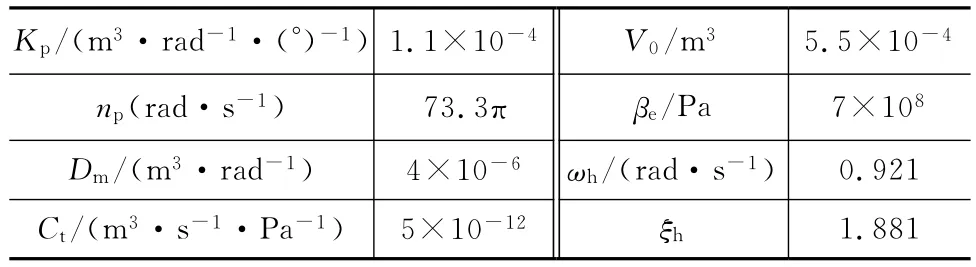
表4 液压系统主要参数
将参数代入式(10)中,可求出传递函数为

在MATLAB中的simulink环境下建立系统的仿真框图,加入设计好的模糊PID控制器,输入端为阶跃信号和正弦信号,并设置手动切换模块,便于分析不同信号下的系统输出曲线。系统中增加干扰信号,便于分析在受到干扰信号时的稳定性情况。建立的系统仿真框图如图7所示。
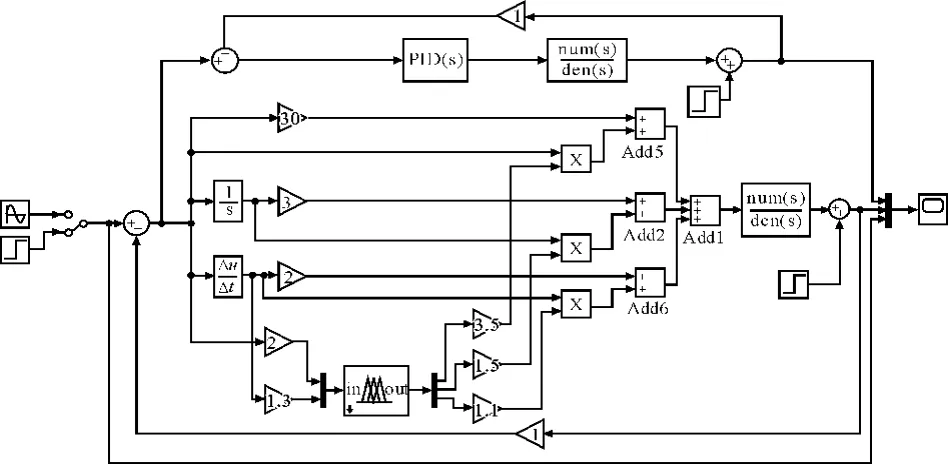
图7 系统仿真框图
4.2 仿真结果分析
取系统中的模糊化因子Ke=2、Kec=0.9,解模糊因子 K1=3.5、K2=1.5、K3=1.1,PID控制器的参数为Kp=35、Ki=3、Kd=2。设置输入的阶跃信号为1,第4s时加入幅值为0.3的阶跃信号作为干扰信号,对系统进行仿真分析,仿真结果如图8所示。由图8可知以下几点。

图8 系统响应性仿真
(1)模糊PID控制有着更小的超调量,在第0.5 s时系统基本进入稳定状态,而常规PID控制在第0.9s时基本进入稳定状态。
(2)在第4s系统完全进入稳定状态后,增加扰动,发现模糊PID控制的波动幅度更小,且在第4.3 s恢复稳定,具有更强的抗干扰性,而常规PID在第5s才恢复稳定。
设置输入为正弦波,第4s时加入幅值为0.3的阶跃信号作为干扰信号,对系统进行仿真分析,仿真结果如图9所示。
由结果可知:较常规PID控制,模糊PID控制的响应性更快,跟随性更好;在第4s受到扰动后,常规PID控制具有更大的超调量,波动较大,而模糊PID控制下,系统平稳恢复,超调量小,抗干扰能力更强。
5 结 语
基于摊铺机布料系统的时变性及干扰性的特点,结合布料系统的结构与工作特性,建立其液压系统的数学模型,推导出系统的传递函数;设计模糊PID控制器,通过选取不同的隶属度函数,调试不同的控制规则,最终选取合适的模糊控制算法;在MATLAB中进行仿真分析,将设计的模糊PID控制方法与常规PID进行对比,结果表明所设计的模糊PID控制方法具有更好的参数适应性、鲁棒性及抗干扰性。

图9 系统跟随性仿真