涂布过程中的静电控制
2019-08-19许珍
许珍
3M中国有限公司 上海 201612
1. 静电产生的原理
1.1 静电是因为两种不同材质的物质接触,他们的介电常数不同,再经过剥离、摩擦产生的。
1.2 静电场的作用使导电物质发生极化,电流大小相等的异性电极会在物体的两端产生,组成电场从而静电产生了。
各种塑 膜,如 PE、 PET绝缘性的纸材等用于涂布生产,涂布线上有很多的金属辊和橡胶 辊,生产时,由于线速度很快,薄膜穿过辊的过程中,与辊不断的接触、加压、摩擦、剥离,产生大量静电,金属导电远远不如橡胶压辊产生的静电强度,如下图。经过了辊面之后,PET带负电荷,纸面带正电荷,导辊面产生的静电荷等量且异号。当用静电电压表测量时,测量结果达数千伏。
1.3 静电火花是如何在涂布过程中产生的
基于涂布生产实践,为了消除静电火花,需要从库伦定律及电场强度等静电学相关的理论为依据,即:静电场,由静止不动的电荷引起
F=kQq/(R^2)
K常数,Qq是两物体所带电荷,R距离。
薄膜所带电荷为Q1, 橡胶辊所带电荷为Q2,

由(2)式可知,电场强度Q2随着生产的过程中不断积聚而逐渐增强。
由于橡胶辊的外部由厚3-4厘米橡胶包覆,内部是直径为15厘米的铁芯,由于存在电场,轴承通过机体连接大地,在接地的一段很短的时间内,异号感应电荷从大地接地线路传递过来,异号静电荷附着在铁质管状体上,导电体是铁芯,同性相斥的感应电荷靠近管状两端,静电荷积累在橡胶压辊面,等量增加感应电荷量,加强了排斥力,强电场在铁管的两端形成了,原生静电荷与电场方向相同,两种极性的电荷之间,出现了叠加电场的现象。
根据库仑定律1),R值是固定的,巨大吸引力存在与正负电荷之间,这个力能克服空气的阻力,使产生的异性电荷不能中和,空气击穿,热能释放出来-产生了电火花,这个能量能造成难以想象的爆炸后果。
2.静电产生的危害
2.1 静电击伤对人体的伤害
破坏控制呼吸的神经系统(使隔膜麻痹导致肺骤停),扰乱引起心脏跳动的窦性心律
2.2 易引起可燃性物体的爆炸
导电体间的放电电荷比绝缘物体间的放电电荷多,如不及时将液体中的静电消除, 则静电则会引燃挥发在空气中的化学蒸汽,产生火灾爆炸等安全事故。
2.3 ESD 静电泄放
ESD会破坏材料表面的硅层,使材料失去离型力,从而导致涂胶产品无法剥离,造成产品报废。
3.静电测量的仪器及方法
3.1 最常用的一种间接测量仪表是静电测试的仪器,防爆式电压表。
输入阻抗>1016Ω.输入电容<1PF。测量范围: ±30V ~±80KV。
电容感应探头位于仪表传感器上,借助电容分压,经过 A/ D转换器和高输入阻抗放大器等,静电电压显示于液晶屏上,读数保持电路和电池欠压显示电路的设计保证了读数的准确性。
3.2 静电测量的方法
1)测量时需在自由的跨度进行测量,离辊筒,壳体6英寸处;
2)必须接地,以取得可靠的读数;
4.静电消除的装置
静电消除的装置通常分为被动式和主动式两类。
4.1 被动式除静电
所谓被动式除静电装置是指将已存在的静电电荷导入接地铜排的装置。主要有静电绳,静电刷,静电排,静电夹等等。
1)静电绳 内有金属丝,导电性良好,能将积聚的电荷导入接地铜排。也可用于制做防静电门帘。可以制作龙门架,每隔5cm下垂1米左右的长度
2)防静电毛刷,静电针排,原理:通过金属导电,将产生的静电泄放大地。
3)静电夹,夹子带有弹簧,需要划破夹子上的油漆与桶体相连,再经过跨接线,使桶体上因搅拌过程中积聚的电荷能导入大地。
4.2 主动式静电消除装置
对于静电控制要求比较高的场所,通常采用静电消除棒控制系统。
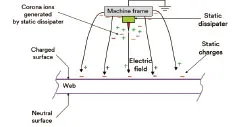
1)原理:由放电极和高压发生器组成,空气被高压电晕电离为具有相反极性的离子,然后大量正负离子被气流吹到物体表面,静电就被中和了,如图
2)随着自动检测领域的发展, IQ Power 的高效静电消除系统,配有智能监控系统,主要用于复杂工业环境,能实现760mm远距离,高达900m/min 的材料表面静电消除。监视屏上可以显示静电检测棒的每个传感器的各种检测数值,用户可以根据获取数据,实现各种数据管理功能。
3)静电消除棒的三种类型,提供了超远距离的除静电性能
Speed bar 专门设计用于消除目标材料高达1000m/min 的静电,工作距离230mm, 工作电压7KV. 例如涂布工艺中剥离点的静电消除,需紧贴WEB表面;
Hybrid bar设计用于工艺中静电棒和产品之间距离高达46cm, 工作电压9KV
Distance bar 长工作距离静电棒提供强大的静电消除能力,专门设计用于工作距离高达76公分的应用场合。例如收卷的Jumbo上方
5.静电控制的有效管理措施
1)穿布路径图
2)建立静电测试布置图
3)正确记录静电点位的测试值,并保留测试记录表
4)根据测试值的高低选择合适的静电消除装置
5)建立静电监察机制,工程人员定期巡检静电记录情况及测量点位的正确性;
6)当穿步路径变更时需及时调整静电点位,运用变更管理程序;
7)建立静电测试结果汇报流程。
结语:
基于对工厂安全的重视,产品质量为先的前提下,通过对静电的原理的探究,选择合适的静电消除方式,结合新型的专利技术,不断升级静电消除的控制系统,并建立静管控机制及流程,从涂布生产过程的各个工艺环节入手,保障薄膜胶带类产品的质量,确保工厂的安全生产。
