浅析汽车总装线电枪拧紧防错原理
2019-08-19李德鑫邹凡刚
李德鑫 邹凡刚
上汽通用五菱汽车股份有限公司 广西柳州市 545005
拧紧操作是汽车总装线非常重要的装配内容,对于像安全带、轮胎等关键零部件的扭矩紧固点,一般采用高精度电枪拧紧。电枪具有拧紧扭矩精度高,实时上传扭矩及拧紧曲线数据,以及通过设定约束条件,探测并报警重拧、粘滑、滑牙等多种拧紧缺陷的优点。
1 防错概述
1.1 防错的定义及目的
防错,即预防缺陷的发生和逃逸,是通过设计、工装、工艺等方法,消除潜在的缺陷发生,或缺陷发生后,及时探测识别并将其造成的影响限制在可控的范围内,从而提高装配质量和效率,缩小缺陷影响范围,降低缺陷造成的损失。
1.2 防错的分类
根据防错实施阶段的不同,可以将防错分为设计防错和过程防错两类。设计防错是指在零件设计阶段,识别潜在的失效模式,并通过优化设计,消除可能发生缺陷的一种方法。例如,某零件4颗螺栓固定,固定位置呈现矩形对称结构,存在安装方向错误(水平转动180°也能装配)的风险,通过缩短一侧2颗螺栓的间距,使螺栓固定位置呈现等腰梯形结构,实现安装方向的唯一,从而消除零件安装方向错误缺陷的发生。
过程防错是指在装配过程中,通过工艺、工具、工装等方法消除或降低缺陷的发生概率。例如,车辆外观标牌的粘贴,存在粘贴位置偏差,歪斜等问题,通过制作限位工装,实现标牌粘贴位置的标准化,降低了粘贴不到位缺陷的发生率;生产线某工位需要使用不同扭矩扳手施加A/B两种螺栓,扭矩分别为10N.m和13N.m,使用套筒一致,存在将两种螺栓施加错误扭矩的风险,通过工艺优化,将该工位B螺栓(13N.m)装配内容调整到其他工位,从而避免了施加扭矩错误的缺陷发生。
1.3 电枪防错
生产线电枪施加扭矩属于过程防错。汽车总装线常见的电枪防错一般包括三部分,①通过扫描车辆配置信息单的电枪代码,自动调取对应的拧紧程序(拧紧扭矩及打紧颗数等),消除人工施加错误扭矩的风险;②通过拧紧程序增加时间、角度、扭矩等约束条件,对粘滑、滑牙、夹异物等缺陷进行探测及报警;③通过与机运线关联,实现拧紧缺陷的不可逃逸性(拧紧不合格导致机运线停止运行,故障车不可逃逸出工位)。
2 电枪拧紧缺陷不可逃逸系统
2.1 缺陷不可逃逸系统的组成
电枪拧紧缺陷不可逃逸系统主要包含三部分,探测端、判定端和执行端。探测端主要包括电枪及传输信号线;判定端主要包括机运线I/O控制模块和PLC逻辑程序;执行端主要是机运线驱动电机及相关信号传输线。如图1所示。
2.2 缺陷不可逃逸系统工作原理
电枪拧紧缺陷不可逃逸系统工作原理分为三个阶段,一是预置不合格信号(计数+1);二是清除不合格信号(计数-1);三是状态判定及采取措施。

图1 缺陷不可逃逸系统主要组成部分
第一阶段,预置不合格信号。当新的车辆进入生产线,触发进位开关后,机运线PLC控制模块会向该生产线所有电枪岗位预置不合格信号,即每个电枪岗位对应的计数器+1。如图2所示,假设某生产线有3个电枪岗位,当C车进入生产线(触发进位开关),机运线PLC控制模块向3把电枪预置不合格信号,每把电枪对应的计数器+1。
第二阶段,清除不合格信号。以图2模拟的生产线为例,当C车进入01电枪岗位(生产线车辆为串联排列,此时B车进入02电枪岗位, A车进入03电枪岗位),三个岗位员工操作电枪开始正常装配拧紧,当完成操作,拧紧状态合格时,电枪控制器I/O信号端发出合格信号,经过机运线I/O模块转换,机运线PLC控制模块收到合格信号后,发出清除不合格信号指令(计数器-1),计数从1变为0。以02岗位电枪完成B车装配为例,清除不合格信号过程如图3所示。
第三阶段,状态判定及采取措施。当新车辆进入生产线,触发进位开关,机运线PLC控制模块对该生产线所有电枪岗位预置不合格信号(计数+1),同时检查所有电枪对应计数器的状态,当发现计数大于1时,判定计数异常,发出停止信号给机运线驱动电机,机运线停线,报警声响起,同时将计数异常点对应的电枪岗位号显示在看板上。例如,以02岗位电枪未完成B车拧紧操作为例,电枪无合格信号发出,对应计数器仍然为1,当D车进入生产线,触发进位开关后,机运线PLC控制模块对所有电枪预置不合格信号(计数+1),此时02岗位对应计数器计数从1变为2,机运线PLC控制模块判定为异常,生产线停线,看板显示02工位。如图4所示。

图2 预置不合格信号示意图
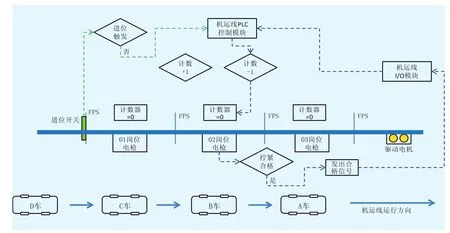
图3 清除不合格信号示意图

图4 02岗位未完成拧紧操作导致停线示意图
3 电枪防错常见问题
3.1 正常拧紧后无法放行机运线
电枪拧紧扭矩合格后,当车辆到达出工位线(FPS)时,机运线停线。主要原因是机运线PLC控制模块没有接收到电枪拧紧的合格信号,导致预置的不合格信号无法被清除。潜在的风险点有两个,一是电枪控制器I/O信号端口无法发出信号;二是从电枪到机运线PLC控制模块的信号线路故障。可以用万用表检测风险点,确认具体故障点。
3.2 电枪未拧紧合格机运线不停线
当员工未能操作电枪完成拧紧时,车辆到出工位线,机运线不停线,看板无报警。主要原因是机运线PLC控制模块持续收到合格信号,清除预置不合格信号的指令被持续发出。潜在的风险点主要有两个,一是信号线路出现短路;二是机运线PLC控制模块对应岗位的计数器功能故障,无法正常计数。线路问题可以通过万用表进行排查,计数器问题可以通过更换PLC程序计数器来判定。
4 预防性措施
根据生产过程中的发现的问题,在建设或改造生产线时,建议采取预先性的预防措施,减小生产线电枪拧紧缺陷不可逃逸系统发生故障的概率,主要包括几方面:①增加机运线I/O模块数量,减小每个模块覆盖电枪岗位的数量,缩短I/O信号线的接线长度,降低信号衰减;②选用的信号线线径适当加大,从电枪控制器到机运线I/O模块用整条线连接,避免中间有接线;③对于带导轨可随车移动式的电枪,信号线需要具备高柔性及物理包裹防护,避免长时间弯折导致线路老化和磨损;④适当增加传输合格信号电压,使电压稳定可靠,防止电压波动造成合格信号传输间歇性失败;⑤提高信号线接线质量,避免人为接线质量差导致的线路断开或短路;
5 未来展望
随着汽车制造技术的进步,未来汽车总装线的智能化水平将逐步提高。目前电枪防错系统依靠有形的导线传递信息(数据通过网线传输,信号通过导线传输),不可避免的产生施工难度大,费时费力费钱,检修及维护成本高等缺点。未来电枪防错系统将朝着“无线化”“模块化”“集约化”的方向发展,电枪防错系统的各种数据和信号整合在一起,依靠分布在生产线的信号模块,通过无线网,实现打包传输。
6 结束语
本文主要探讨了汽车总装生产线电枪拧紧防错原理,重点就电枪拧紧缺陷不可逃逸系统进行分析,结合在生产运行过程中遇到的防错失效等问题,提出有针对性的预防措施,并对将来电枪防错系统的发展进行一定程度的展望和思考。