焊接材料对9Ni钢焊接接头组织与性能的影响①
2019-08-08王德伟
顾 伟, 王德伟
(1.安徽机电职业技术学院机械工程系,安徽 芜湖 241000;2.安徽金鼎锅炉股份有限公司焊接实验室,安徽 芜湖 241000)
0 引 言
9Ni钢是美国于1944年开发的一种低碳调质钢,由于这种钢中加入了8.50~9.50%的Ni元素,所以明显改善了钢中铁素体相的低温韧性,同时钢的脆性转变温度也有所降低[1],而9Ni钢在-196℃下仍具有足够高的强度和冲击韧性,所以广泛适用于制造各种-196℃级低温设备和容器,例如液化天然气(LNG)贮罐。但是这种钢的焊接技术难度大、焊接工艺要求高,尽管现阶段国内已有部分钢厂开始生产9Ni钢及焊材,但是大多数依赖进口,同时对9Ni钢的配套焊材的研究和开发由于尚未形成规模化,也基本依赖于进口,这使得我国LNG工业的发展受到严重制约。论文利用不同焊条型号进行焊接工艺试验研究,对焊接接头分别进行力学性能试验,并对焊接接头进行微观组织显微分析,通过试验数据比较分析得出适合9Ni钢的最优焊接材料和焊接工艺要领,从而为节约成本,以及推动国家发展新能源战略——LNG储罐制造的国产化进程做出努力。
1 试验过程
1.1 试验材料
1.1.1 9Ni钢化学成分及力学性能
实验用9Ni钢来自于国内某钢厂生产,出厂前已对钢板进行两相区淬火(IHT)处理,板厚为12mm。确定三种不同成分的国产焊条,通过多次试验优化焊接工艺参数,手工电弧焊方法焊接后再对焊接接头的力学性能及金相组织进行试验并分析比较。
对比ASTM规范中对9Ni钢的规定,试验用钢的化学成分见表1,力学性能见表2。

表1 国产9Ni钢化学成分(wt%)
表2 国产9Ni钢力学性能
9Ni钢在常温下为板条状马氏体组织,低碳成分,这种钢的韧性与温度有密切的相关性,有着明显的脆性转变温度。影响其脆性转变的因素主要有晶粒度、组织结构、合金元素和杂质等[2]。
1.1.2 9Ni钢的焊接材料
9Ni钢是在-196℃依然保持良好的韧性的一种低温用途钢,选择匹配的焊接材料除了要确保焊接质量以外,还要保证良好的焊接接头低温韧性。同时,焊接材料的热膨胀系数要与母材接近[3],而如果选用焊材与母材的热膨胀系数相差太大,接头就会产生较高的热应力,导致焊接接头力学性能大大降低,严重时还会出现焊接裂纹,最终降低接头的低温韧性。
综合以上各种因素考虑,适合采用Ni基和Fe-Ni基焊材焊接9Ni钢。对比的三种国产焊材型号分别为:ENiCrFe-2、ENiCrMo-3及ENiCrMo-6,焊接后的试板依次编号:JD-03、JD-04、JD-05。
三种国产焊条的熔敷金属化学成分见表3。

表3 三种焊条熔敷金属的化学成分(%)
1.1.3 9Ni钢金相组织
对国产9Ni钢分别进行100倍和500倍金相观察,金相照片见图1,由图1可看出,母材基体组织大部分为具有较高韧性的低碳板条状的马氏体相和适量的铁素体相,同时还含有少量的奥氏体相,这些相均为韧性相,保证了母材具有良好的韧性。
1.2 试验方法
1.2.1 焊接工艺
采用Φ3.2规格焊条,由于钢板厚为12mm,采用多层多道焊接方法,开60°坡口,打底一层,填充两层,盖面一层。打底层进行单道焊接,填充及盖面层用多层多道焊接。焊接坡口设计见图2。采用横摆法进行焊接。
经过实际分析,通过屡次试焊接并根据焊接接头X射线探伤报告,对比焊接接头的力学性能试验数据,最后对9Ni钢的手工焊接工艺参数做进一步优化,优化的焊接工艺见表4。
表4 焊接工艺参数
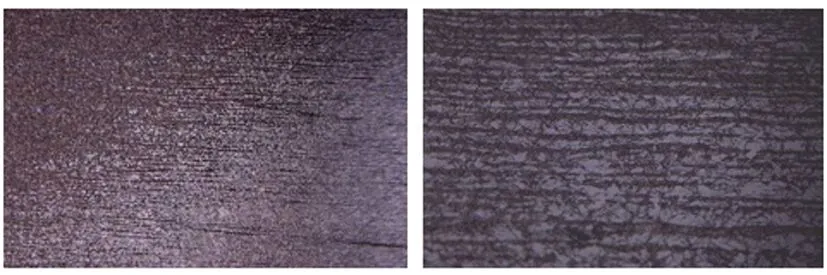
a×100倍 b×500倍
1.2.2 力学性能试验
(1)拉伸试验
按照ASME标准中QW-150规定执行。
(2)低温冲击试验
按照QW-170规定进行试样的制备及试验方法。分别对三种焊接试板,在-196℃下进行低温冲击,开V型缺口。分别在焊缝区和热影响区开缺口。
(3)弯曲试验
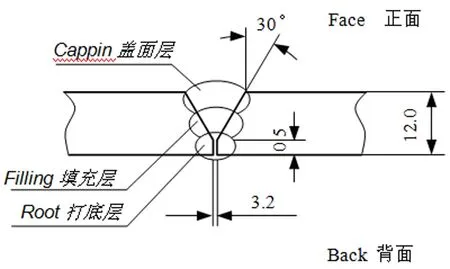
图2 焊接坡口设计
依照QW-160规定进行。在室温下进行弯曲。
1.2.3 金相试验
应用光学金相显微镜察看接头组织,拍出金相照片,然后分析组织,得出9Ni钢焊接接头在不同成分焊材下的组织与性能的联系。
1.3 试验结果与分析
三种焊条焊接下的焊接接头拉伸试验数据见表5。
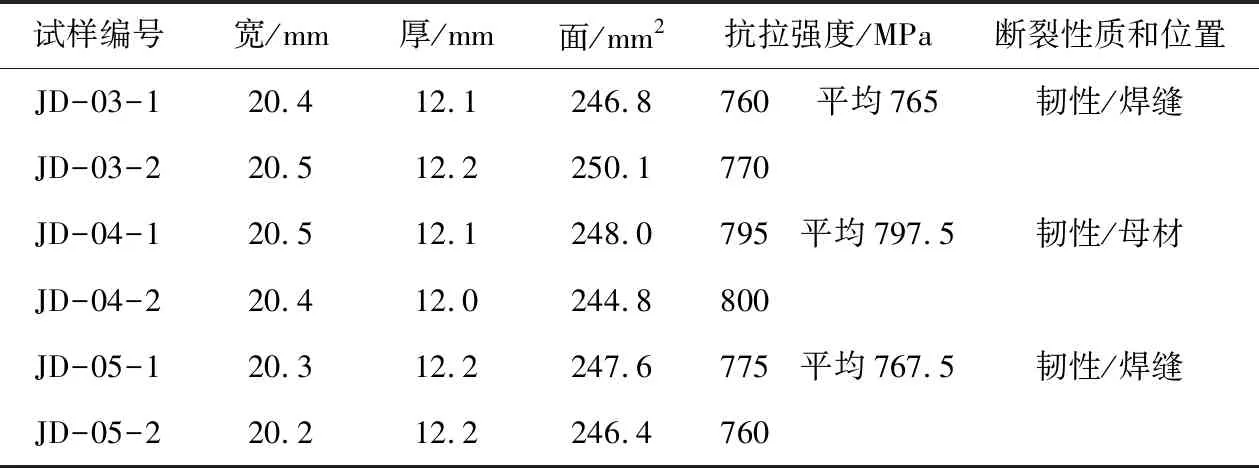
表5 拉伸试验数据
由表4可知,三种焊接接头试样的抗拉强度平均值分别为765MPa、797.5MPa、767.5MPa,均为韧性断裂,并且有两种焊接接头试样断在焊缝,一种试样断在母材。从试验数据看,采用ENiCrMo-3焊条手工焊焊接的接头抗拉强度最高。
在不同成分焊材下焊接接头焊缝区和热影响区的低温冲击试验数据见表6。三种焊接接头焊缝区和热影响区在-196℃试验温度下的冲击吸收功关系如图3。
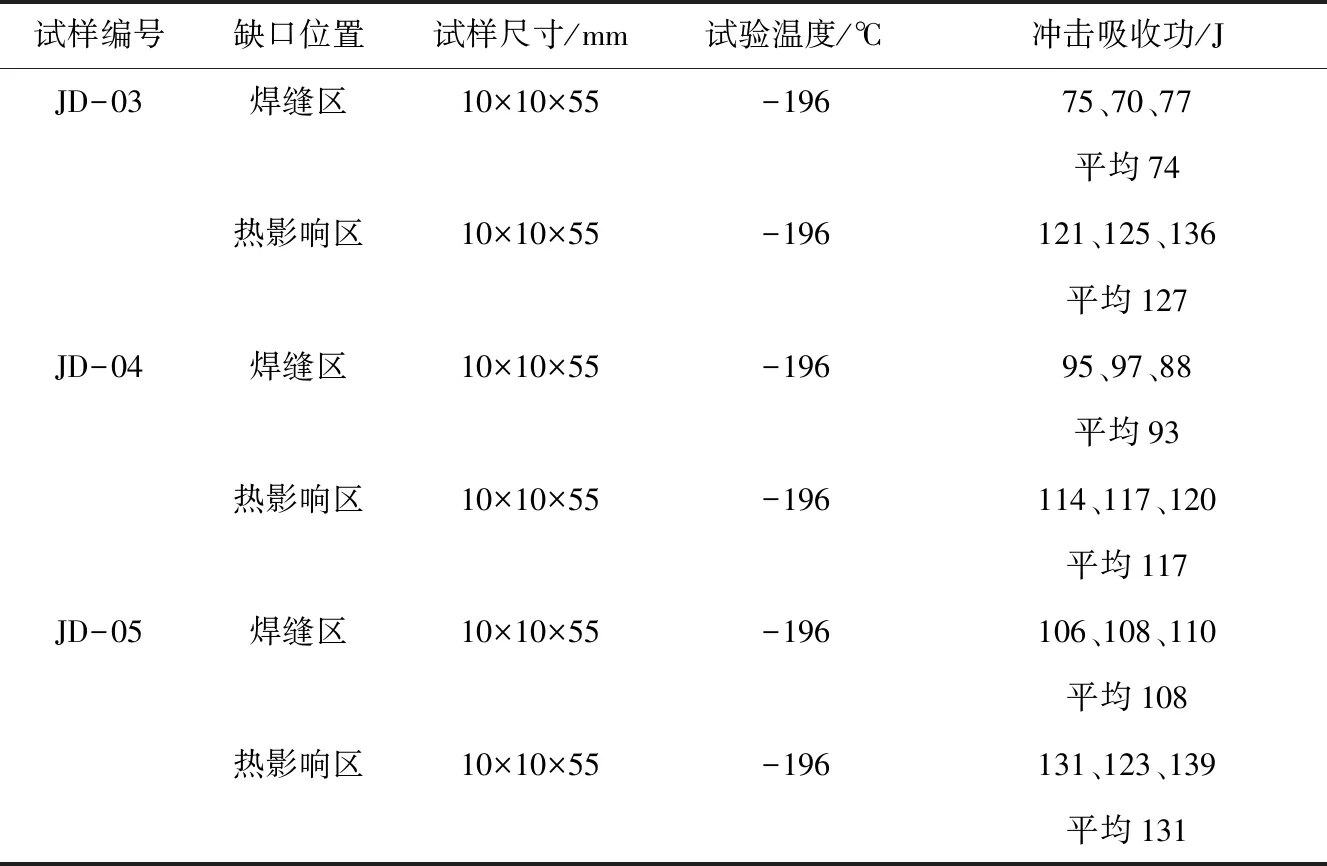
表6 韧性试验
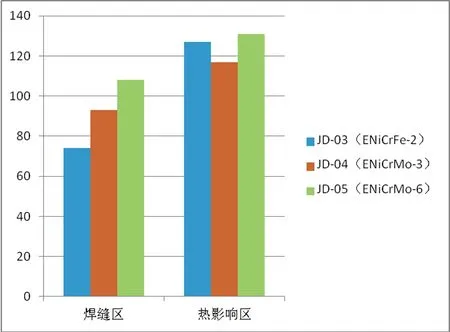
图3 不同焊接材料对9Ni钢焊接接头冲击韧性的影响
由表6、图3可知,对于三种不同焊条下焊接接头热影响区的冲击值大小排序为,JD05>JD03>JD04;焊缝区金属的冲击值大小排序为:JD05>JD04>JD03。
分析其原因,三种不同焊条中,ENiCrMo-3与ENiCrMo-6分别为含Ni约60%以上的Ni基型焊条,而ENiCrFe-2为含Ni约40%以上的Fe-Ni基型焊条。三种焊条尤其以ENiCrMo-6焊条含Ni量最高,Ni是一种强烈形成、稳定和扩大奥氏体相区的元素,所以焊缝组织主要以奥氏体为基体[4]。奥氏体有利于大大减少焊缝中析出的脆性相,这对于改善焊缝的韧性很好,所以采用ENiCrMo-6焊条的9Ni钢焊接接头低温冲击韧性最大。
三种不同成分焊材下的焊接接头弯曲试验数据见表7。
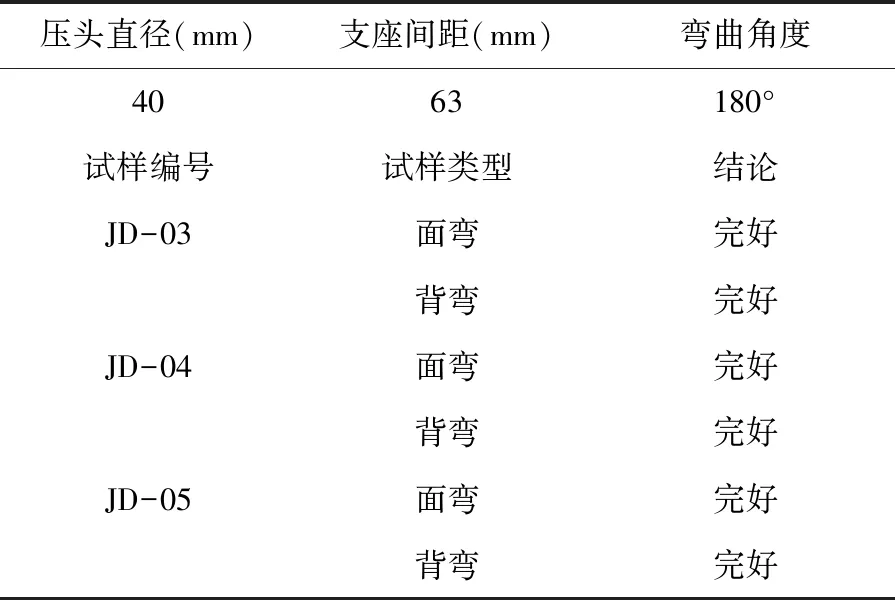
表7 弯曲试验
由表7弯曲试验结果得知,三种不同焊条焊接后的焊接接头塑性均为合格。
采用三种不同类型的焊材焊接的焊缝及热影响区金相组织见图4。
由三种不同焊材下焊缝的金相组织图4(a)、(b)、(c)可看出焊缝组织都是柱状晶,是典型的铸态组织,焊缝为富含Ni的全奥氏体组织。

图4 不同焊材的焊缝及热影响区金相组织
图4(d)、(e)、(f)为三种焊条电弧焊热影响区(HAZ)熔合线附近的金相组织照片。对比HAZ金相照片,可见图中颜色偏淡部位为焊缝区,偏深部位为HAZ,中间清晰的一条线为熔合线。熔合线附近的HAZ组织比较粗大,可判定为粗晶热影响区(CGHAZ),组织为粗大的板条状马氏体,由于在焊接热循环作用下,接近熔合线温度最高,即使在多道焊中的后一焊道对前焊道可以起到再热作用,相当于焊缝经历了退火,但是晶粒长大依然明显,同时在晶界处富集大量的硫化物等低熔点共晶杂质[5],相当于整个焊接接头中的脆化区,对于焊接接头低温韧性的恶化影响较大。若能有效控制该脆化区的范围,就能够对9Ni钢焊接接头低温韧性的提高有帮助。
2 结 论
综上所述,通过三种不同型号焊条的手工焊焊接接头的系列试验对比,得出以下结论:
(1)根据接头的拉伸试验数据,采用不同焊条的焊接接头试样,有两种断于焊缝,一种断于母材,测得的抗拉强度值分别为765MPa、797.5MPa、767.5MPa,均为韧性断裂,符合9Ni钢标准,其中采用ENiCrMo-6的延伸率最好。
(2)根据接头的弯曲试验数据,三种焊接接头弯曲表面都没有出现裂纹,满足QW-160 标准规定,焊接接头都具有较高的塑韧性。
(3)根据焊接接头低温夏比冲击试验数据,三种不同焊条下焊接接头的低温冲击韧性都能满足标准要求。三种不同焊接材料焊接接头热影响区冲击值大小排序为,JD05>JD03>JD04;焊缝金属的冲击韧性大小排序为:JD05>JD04>JD03。焊缝金属低温冲击试验,断口形貌均属于韧性韧窝状断裂。通过比较,采用ENiCrMo-6焊条的低温韧性最好。
(4)根据焊接接头金相组织分析,如果焊接9Ni钢适宜于采用较小的焊接线能量,利用多层多道方法焊接,同时严格控制层间温度不超过150℃,可有效避免粗晶热影响区(CGHAZ)过分长大,从而降低接头中脆化区对于低温韧性的不良影响,后道焊接对于前道焊的再热作用还可以一定程度上细化晶粒,有利于改善焊接接头的韧性。
因此,对于9Ni钢采取含Ni高的Ni基焊条ENiCrMo-6,利用多层多道结合小线能量的焊接方法,同时严格控制层间温度,能够使焊缝获得韧性很好的全奥氏体组织,也有利于有效预防焊接接头的晶粒长大,控制脆化区的范围,降低CGHAZ带来的韧性降低,最终改善9Ni钢焊接接头的低温韧性。
