基于UG复杂曲面合金零件的数控加工
2019-08-08
(杨凌职业技术学院 机电工程学院,陕西 杨凌 712100)
随着柔性制造、机床数控技术的飞速发展,具有复杂、精密、小批量、多品种的曲面零件越来越多,如何利用数控加工技术高质量、高效率加工该类零部件是很有研究价值的。
本研究利用UG软件对复杂曲面合金零件进行三维实体建模、设计加工工艺过程,并结合UG强大的参数化功能和后处理器支持多种数控机床功能,快速规划复杂曲面合金零件的加工刀轨,解决刀轨编程困难问题,从而有效地缩短零件的加工工艺设计时间,提高零件的加工效率和加工精度。
1 合金零件加工模具的工艺路线
1.1 零件图样的分析
合金零件加工模具材料选择铝合金,铝合金是一种易于切削加工的材料,该材料的特点是重量轻,硬度、强度较低,导热系数和线膨胀系数大等。在加工过程中其切削变形,刀具磨损情况,切削力变化,成型表面质量与钢件有所区别。
合金零件加工模具模型如图1所示,分析其主要工艺流程及要求如下:
(1)合金零件加工模具需正、反面加工。
(2)内部型腔、外轮廓分别进行粗、精加工。
(3)加工时间要求较短,表面质量要求较高。
通过模型及工艺流程可知,合金零件加工模具需要二次装夹,需采用虎钳来进行装夹加工才能确保形位公差及精度要求;其次考虑加工机床所能达到的加工精度与加工成本。

图1 合金零件加工模具模型图
1.2 确定毛胚种类
合金零件加工模具材料为铝合金,考虑到刀具的磨损,以及成本的原因,还有铝合金件易于切削加工,具有重量轻,硬度,强度较低。查《机械制造工艺设计简明手册》可知合金零件加工模具尺寸公差。
1.3 确定工件加工余量及形状
毛坯选择块状铝合金件76mm*76mm*50mm,进行加工合金零件加工模具。合金零件加工模具毛胚图如图2所示。
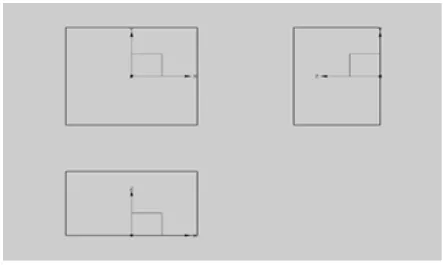
图2 合金零件加工模具毛胚图
1.4 选择定位基准
(1)粗基准的选择:正面内型腔加工以零件的外侧为主要的定位粗基准,反面加工以小凸台侧面为定位基准。
(2)精基准的选择:考虑要保证零件的加工精度和装夹、定位准确方便,依据“基准重合”原则和“基准统一原则,以粗加工的侧面为主要的定位精基准。
1.5 制定工艺路线
依据合金零件加工模具的外形特点,尺寸公差及形位公差的技术指标,并考虑到加工方法能够达到精度要求,还需保证降低生产成本。
查阅《机械制造工艺设计简明手册》选择零件的加工方法及工艺路线方案如下:下料→去毛刺→铣平面→铣侧壁→型腔铣铣内腔→轮廓铣精铣内腔→进行反面加工→铣小凸台→型腔铣粗铣外腔→轮廓铣精铣外腔→精铣侧壁。
2 合金零件加工模具的仿真加工
利用UG软件在特征和三维建模方面强大功能,合金零件加工模具的三维实体模型,如图3所示。

图3 合金零件加工模具的三维实体模型
2.1 数控加工的基本流程
数控加工的基本流程可以分为三个过程:第一个阶段是加工对象和加工设备的确定,主要包括建立三维模型、建立制造数据库、定义加工对象、确定切削机床、确定切削刀具和确定工装夹具等;第二个阶段是数控加工的相关参数和加工方式的设置,主要包括设置加工方式、定义切削工艺参数、确定进刀退刀安全平面、生成刀位文件;第三个阶段是模拟加工过程并优化,主要包括仿真加工、是否要进行轨迹优化等内容。
2.2 合金零件加工模具主要加工面的数控仿真加工
合金零件加工模具的主要加工面有:合金零件加工模具上表面,正面内型腔结构,反面外轮廓,合金零件加工模具小凸台等。
2.3 合金零件加工模具数控代码生成
利用后处理模块,进行机床、程序和刀路轨迹参数、NC数据的定义、输出程序结构设置以及虚拟NC控制器等参数的设置[1,2],生成数控代码。
生成数控代码传输到数控铣床,加工出产品,如图6、如图7所示。
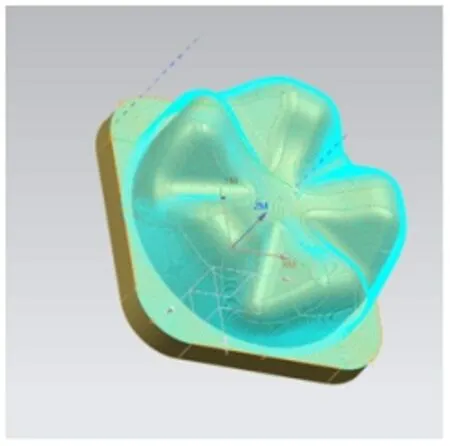
图4 外轮廓数控仿真加工

图5 内腔数控仿真加工

图6 外轮廓数控加工

图7 内腔数控加工
3 总结
本文利用UG软件介绍了含有复杂曲面零件的建模、数控仿真加工及数控加工的方法、应用,有利于加工者对类似零部件加工方法的认识。验证了数控自动编程高质量、高效率完成产品设计、加工制造的可能性。