空调加工过程火焰钎焊过烧的影响因素研究和预防
2019-08-07黄时华查佳朋阮晋如
黄时华 查佳朋 方 正 阮晋如 杜 健 刘 凯
(格力电器(合肥)有限公司 合肥 230088)
前言
国内空调行业,热交换器、管组件焊接主要为紫铜接黄铜焊接和紫铜接紫铜焊接,此两种焊接方式均为钎焊,而影响钎焊的因素多产生于现场环境、人员操作和生产辅料等。
统计某空调企业售后焊接类系统漏故障数据显示,焊接过烧缺陷占手工焊接故障的50 %以上,为最高缺陷。焊点过烧是影响铜管强度和空调寿命的重大隐患之一。
1 过热和过烧定义
1)过热:
在加热过程中,由于温度过高或加热时间长,导致组织及晶粒粗大的现象称为过热。
现象:过热后被加热母材表面出现粗糙的麻点、桔皮、晶粒大等;如图1所示。
2)过烧:

图1 表面粗糙
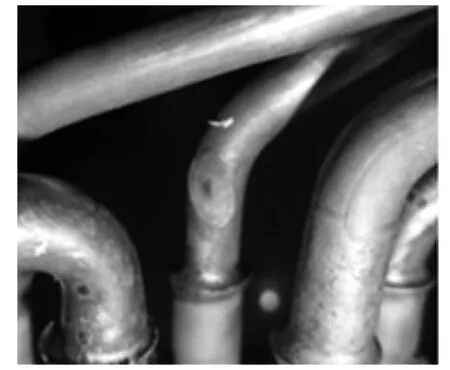
图2 过烧凹坑

图3 晶粒粗大
当金属在近于熔化温度下加热或严重过热时,晶间局部低熔点组员熔化或晶界弱化现象称为过烧。
现象:表面粗糙、凹坑、熔蚀,晶界变粗、变直,甚至出现裂纹,还会出现易熔化和氧化薄膜层,使金属结合力大大降低;如图2、图3所示。
2 热加工变形
紫铜管在加热情况下,随着温度的升高,变形抗力通常都不断下降,塑性升高(有些合金在某温度范围内塑性反而随温度的升高而降低,这就是脆性区)。在热加工时要避开脆性区,以防材料的破坏,如图4所示。
图中可见在400~600 ℃之间出现低塑性区,即脆性区。
在厂内钎焊使用的焊料为硬钎料(熔化温度高于450 ℃),在焊接添加焊料熔化的过程为铜合金的脆性期,在此阶段应避免焊接点受力、晃动、局部受热,添加焊料期间应均匀加热,防止定点加热造成过烧。
3 失效机理研究及分析
1)助焊剂添加不当
我公司使用的助焊剂为无色透明或微黄色液体、有特殊气味,无可见杂质。其主要成份为:硼酸三甲酯+甲醇((CH3O)B),硼元素含量:6.5 %~7.2 %;比重:0.82 ~ 0.95 Kg/M 。
硼酸三甲酯在高温条件下,与氧气发生化学反应放出二氧化碳,水蒸气和三氧化二硼,反应方程式如下:
2(CH3O)3B +5O2= 2CO2+ B2O3+9H2O(汽态)
三氧化二硼(又称氧化硼、硼酸酐) 为无色玻璃状晶体或粉末。
助焊剂主要作用是清除母材表面杂质增加焊料流动性,若过量添加铜管表面会产生大量白色晶状硼化物阻碍焊料的流动,焊料无法正常熔深,员工会延长加热时间造成焊点过热或过烧。
助焊剂调节方法:
①当焊接样件表面光亮、清洁、无焊渣及氧化物,焊接区保持本色或红色,说明助焊剂添加适量,可以进行焊接;如图5、图6所示。
②当焊件表面发黑,产生较多氧化皮,说明助焊剂添加不足,可以适当调节阀门,加大助焊剂流量;
③当焊接时有白色粉末喷出或焊料难加上去,说明助焊剂添加过多,这时可以适当调小阀门,减小助焊剂流量。
助焊剂正确调节焊接:火焰燃烧颜色呈明亮的绿色火焰;焊缝外观光亮、清洁、无焊渣及氧化物,焊接区保持本色或桔红色;
2)火焰调节不当
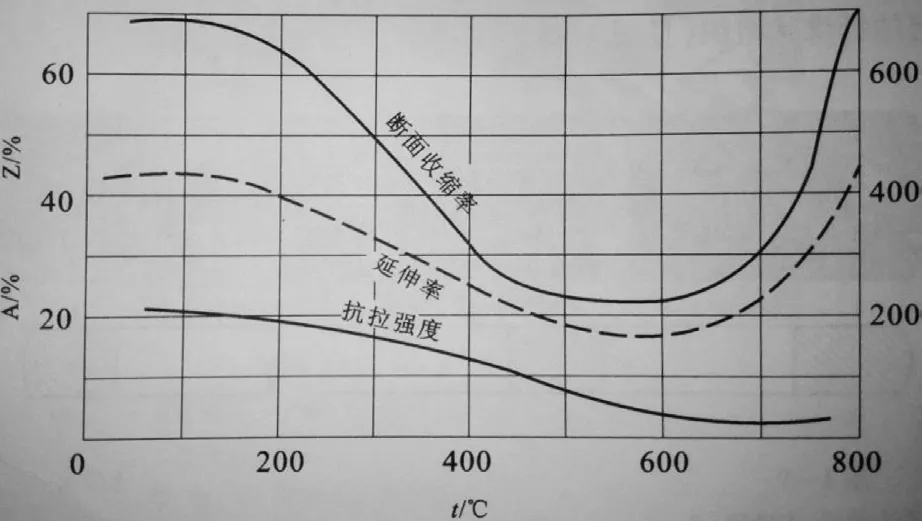
图4 表面粗糙紫铜在不同温度下的拉力试验值

图5 助焊剂正常调节

图6 焊接后铜管呈本色或桔红色

图7 中性焰焊接

图8 氧化焰焊接
火焰钎焊是利用可燃气体与氧气,在焊炬内混合喷出燃烧的火焰进行加热的—种钎焊方法。在火焰钎焊完成钎料熔化和流动所需要的热量是靠燃气火焰来实现的,燃气与氧或空气燃烧形成火焰,直接加热工件。燃气包括乙炔气、氢气、丙烷气和液化气等。随着氧气与燃气的比例不同,火焰的特性也不同,常用的火焰状态是还原焰和中性焰。空调焊接操作中以中性焰为主,如图7所示。
钎焊过程火焰调节为氧化焰极易产生过烧;氧化焰温度可达2 600~2 850 ℃,火焰结构分为焰心、内焰、外焰三部分,当氧气与可燃气体的混合完全反应后,会有大量的氧气剩余,这种火焰就是氧化焰;如图8所示。
为避免因调节氧化焰造成的过烧现象,实际钎焊过程中,推荐采用中性焰焊接,紫铜接紫铜焊接可适当降低氧气混合量以控制火焰温度,氧气压力不超过0.6 MPa(设计值:0.4~0.7 MPa);黄铜接紫铜焊接根据实际生产情况,结合母材状态可调节为氧化焰进行焊接,但需注意调整加热方式及加热时间。
3)焊接操作
紫铜接紫铜焊接主要使用铜磷钎料(BCu93P),磷在焊接过程中主要起到除杂、增加流动性的效果,磷易挥发,含量偏高会引起焊缝中气孔偏多聚集,磷含量少则影响焊料的流动性。
为验证磷在钎焊中成分含量的比重,取铜磷BCu93P焊条2根做焊前与焊后的成分对比,见表1:
①、取铜磷BCu93P焊条1根,以20 mm为标准截取5段铺成一个平面再镶嵌,焊条镶嵌后在NO1000的砂纸上研磨平整后,做成分检测磷含量为6.9 %。
②、取铜磷BCu93P焊条1根,使用焊枪烧熔焊料均匀的滴在铁板上,聚集成直径为约10 mm的饼状钎料块,做成分检测磷含量为3.7 %。
根据以上实验验证分析,铜磷焊条BCu93P经焊接后磷含量由6.9 %下降至3.7 %,在焊接过程中损失3.2 %,由此可见,钎料在熔化后磷流失量较大,会造成焊料流动性差,持续焊接加热易造成过烧,见图9。
钎焊过程导致磷损失的主要错误操作有:
①、从焊点正面加焊,此种焊接方式必然产生火焰直接烧熔焊料,而在焊料在熔化的过程中磷损失量较大。
②、加热点和焊料添加点过高,使焊料距管口上方15 mm到20 mm的铜管处烧熔流下,待焊料流至管口处大部分磷已损失,直接导致焊接流动性差,易形成虚焊和焊料不足,若持续加热易造成焊点过烧。
4)焊点二次受热验证
取∮7冷凝器部件用焊枪(氧气压力:0.6 MPa)中型焰分别加热弯头焊点2 s、4 s、6 s具体情况见图8~图16。
①用焊枪外焰加热2 s,弯头呈暗红色弯头焊点中的焊料未熔化,解剖后焊点无焊料下沉、焊料回流现象,管壁晶粒在0.130~0.150 mm之间,未过烧;见图10、图11、图 12。
②用焊枪外焰加热4 s,弯头呈暗红色弯头焊点中的焊料未熔化,解剖后焊点无焊料下沉、焊料回流现象,管壁晶粒在0.130~0.150 mm之间,未过烧;见图13、图14、图 15。
③用焊枪外焰加热6 s,弯头呈暗红色弯头焊点中的焊料处于半熔状态,解剖后焊点焊料下沉2~5 mm、内壁焊料回流6~13 mm;管壁晶粒在大于0.180 mm之间,严重过烧;见图16、图17、图18。
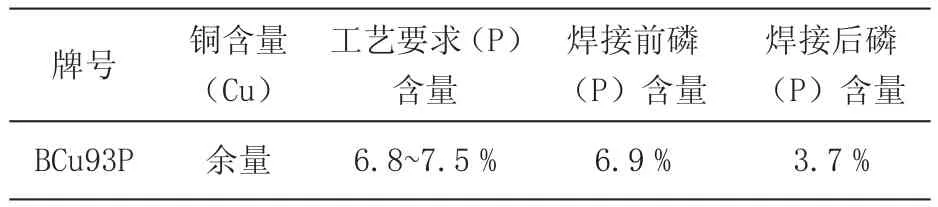
表1 焊前与焊后铜磷焊条中磷成分(质量分数,单位%)的变化
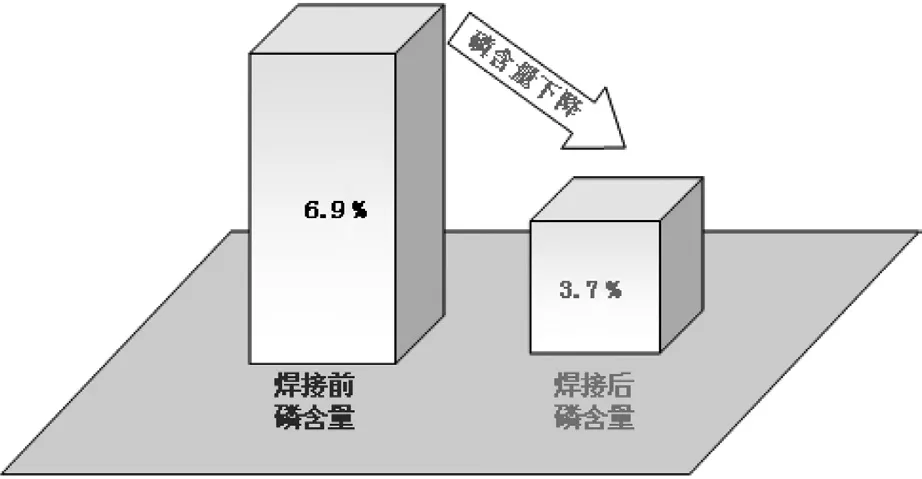
图9 焊前与焊后磷成分变化示意图
由以上对比实验可见,使用中性焰按正常方式返修均匀二次加热弯头,在2~4 s内弯头未过烧,加热6 s后焊点内壁出现下沉、回流、流失,且弯头管壁严重过烧,因此弯头返修加热时间应保持在2~4 s之间为宜。
4 预防措施
1)使用正确的加热方式;
用中性焰的外焰加热焊件,焰芯距焊件表面应保持15~20 mm的距离,作左右摆动,使接头均匀加热。钎焊厚薄不同的焊件时,预热火焰应指向厚件,以防薄件熔化。
2)钎料添加要求
焊件预热到630~780 ℃时将钎料与焊件接触,利用焊件的高温使钎料熔化。不能用火焰直接加热钎料,应加热焊件,使钎料接触焊件熔化。
待液态钎料填满间隙后,移开焊料,同时火焰焰芯与焊件的距离应加大到35~45 mm,以防钎料过热或焊件过烧,从而使接头的性能变坏。钎焊后的零件,须待钎料凝固后方可挪动位置。

图10 外焰加热2 s

图11 加热2 s焊点解剖
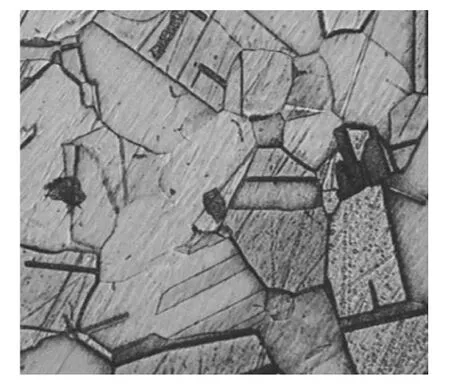
图12 加热2 s管壁晶粒

图13 外焰加热4 s

图14 加热4 s焊点解剖

图15 加热4 s管壁晶粒

图16 外焰加热6 s

图17 加热6 s焊点解剖

图18 加热6 s管壁晶粒
3)助焊剂调节至合适范围
助焊剂正确调节焊接:火焰燃烧颜色呈明亮的绿色火焰;焊缝外观光亮、清洁、无焊渣及氧化物,焊接区保持本色或桔红色;
4)合理调节焊接火焰及加热时间
根据焊接母材的不同,可通过调整焊接参数、火焰进行规避焊接过烧;如紫铜接紫铜焊接,母材壁厚较薄,火焰必须使用中性焰,同时氧气压力可适当降低,防止过烧;部分紫铜接黄铜焊接,黄铜母材较厚,预热时间长,可调整为氧化焰,采用合理的焊接手法防止过烧。
5 结论
综上所述,影响紫铜管焊接产生过烧的主要因素有:助焊剂添加不当、火焰调节不合适、焊接操作不规范及返修二次受热时间过长等。其中在焊接过程中铜管经过“脆性期”时应把握好焊点均匀受热和保温过程。过烧的产生原因均来自于员工的焊接基本功、焊炬调节和辅助材料的使用,在日后的检查培训过程中逐步完善,从细节巩固员工的焊接技术。