汽车焊接生产线输送方式探讨
2019-08-05孙凤元
孙凤元
(天津新玛特科技发展有限公司,天津 300350)
由于汽车生产过程是一个大批量焊接生产的过程,其中机械化输送设备是极为关键的组成。机械化输送设备主要使用在焊装车间与生产线间生产过程的成品、半成品等的搬运、升降操作。衡量生产线工艺质量与水平的重要标志就是输送方式的有效性,同时也是汽车焊接组装流水线的关键布置。
1 汽车焊接生产线输送方式、设备特点及其应用范围
1.1 电动葫芦
电动葫芦是一种在焊接、组装生产线中应用较为广泛的标准设备,它可以通过与其他简易吊具进行组合,形成简单的搬运装置,其自身也可以作为自动搬运装置的起升设备使用。电动葫芦根据其构造、吊钩数量、使用场合以及起升速度分别可划分为钢丝绳、环链葫芦;单、双钩葫芦;普通、隔爆葫芦;单、双速葫芦。
1.2 搬运机
搬运机,是一种非标准间歇式类别的起重运输设备,其优点在于取、落件都较为准确。自动搬运机的主要构成包括了水平运行结构、起升与稳定机构、定位、吊具以及电控系统等。通常来说,搬运机只适合进行直线的水平运动与垂直的升降运动,尤其适合像发动机舱、汽车车身等中大型焊接件的搬运。不适合进行转弯往复的搬运。搬运机在汽车焊接生产线上时需要进行往复运行,因此比较占用时间。若是焊接生产线的速度大于2min 时,目前的搬运机质量水平难以在这种快速焊装节拍内完成抓件→起升→平移→下降→放件→起升→平移返回→下降再取件的工作周期任务。在对生产线进行设计的过程中,可降低搬运机起升的高度、缩小其水平搬运距离、提高运行速度等措施,以实现对搬运机循环运行时间的缩短。在对生产平面较高的焊装平台进行布置时,应避免出现搬运机跨越通道现象发生,特别是不可跨越叉车行走道路,避免发生安全事故。
1.3 平板式输送机
在汽车焊接生产线流水生产过程中,平板式输送机是其中一种较为常用的设备之一(见图1)。在生产任务宽松、流水生产的节拍较长时,调整线可选择人推工艺小车方式在地面的直线轨道行走,可根据工艺小车的具体情况选择设置单侧轨道或者双轨道,实现对投资成本的有效控制。
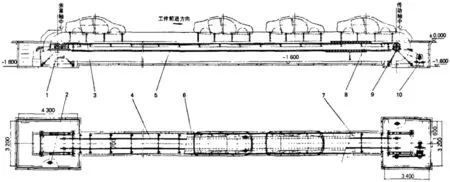
图1 平板式输送机结构示意图
汽车焊装生产线生产过程中,平板式输送机通常配置支撑工件或者相应的随行支架,因此能够适应较强的多车型柔性能力。最为理想的是,在对输送机进行设计之前,可以详细提供多种车型设计相关参数,在平板式输送机安装、调试方面实现多车型通用,省去可改造过程,节约时间、提高效率,减少了成本支出。
平板式输送机构造包括了驱动系统、传动系统、张紧装置、轨道、支架等,具备传动平稳、承载力较大以及操作通用性能好的优点,但也存在地沟较深、施工期较长且不易维修的缺陷。
1.4 地面链输送机
这种输送方式通常主要应用于中小型批量的汽车焊装生产线生产过程中的车身总成、地板线、调整序间的输送。目前地面链输送机大致有两种分类:第一,根据输送链条走向划分时,其有水平循环以及垂直循环两种形式;第二,根据输送形式划分时,地面链输送机又可以分成连续式与间接式两种。地面链输送机主要构成包括驱动装置、传动与张紧系统、牵引链条、轨道、工艺车以及电控装置等组成,具备传动平稳、承载力大,操作接近且投资成本不大的优点,值得注意的是其输送过程需要考虑工艺车的返回线路与返回方式。
1.5 自行小车输送机
主要使用在汽车焊装线线间与焊装线序间的储存与输送方面,有时也可以使用在焊装车间对于白车身的储存输送操作。自行小车输送机的结构以积木式结构为主,具备较高的自动化程度,应用范围也较为广范,然而在定位精确度方面无法保障。其主要构成包括了主牵引小车、载物小车、平衡梁、轨道岔道及滑触线、升降机、电动葫芦以及电控装置等结构。利用自行小车的输送方式,可以实现无门盖车身的总成线,从主焊装线至调整线的输送操作。若是流水线生产节拍增加的1min 左右,或者运输品种较多,需要进行编组运输时,运用自行小车代替搬运机,进行车身底盘、侧身部分、发动机舱的线间搬运操作。由于这种输送方式需要构造环形轨道,因此需要占用较大的活动空间,若在上件较多的车身下部使用自行小车输送,则会导致生产线操作变得复杂化,因此,在车身下部及有些部件的运输方面,能使用搬运机时通常不建议使用自行小车输送机。
1.6 悬挂链式输送机
悬挂链式输送机主要构成包括了驱动系统、张紧装置、链条、轨道、小车组、回转系统、上下坡捕捉器、分流合流道岔、升降机以及电控装置等部件,根据输送原理可划分为普通链式与积放链式悬挂输送机。其中积放链式悬挂输送机常用与汽车焊装车间的输送,其具备自动化水平较高,输送距离及输送力度大的优势,同时具备水平运输与垂直起降能力的优点,可上下坡运行轨道是其特有的优点。使用的积木式结构对于大批量生产、快节拍的流水线生产输送有着较好的适用性。不足之处就是要自动转挂设备配合进行工件上、下料及转挂操作。
1.7 往复杆式输送机
这是一种在汽车焊接组装生产线上较为常用的输送设备,主要应用在车身各分总成序间的输送。这种输送机通常安装在夹具平台上构成整体的焊装生产线。往复杆式输送机通常包括升降系统、同步装置、运行机构、往复杆机构、平衡系统、定位及安全系统、电控设备等结构,具备较高的机械化水平,输送定位的精度也较高,能够精确到±0.3mm,但是柔性不足且在设备方面的投资较大,结构形式复杂不易维护。
1.8 滑橇输送机
滑橇输送机,是目前汽车焊装生产线上使用程度最大的输送设备之一,主要应用在大总成线、车身总成线、调整线等序间的输送以及焊装车间成品、半成品的储存与输送。具备自动化水平高,对于各种大小批量生产线输送都有着较好的适用性,能够在生产线作业中进行间歇性或者连续性的输送以及联线输送等,进而把车身总成焊装线、储存输送线、调整线等联系成为一个整体,实现同个车间多种组装线集合,建立共同的补焊线、调整线,便于统一操作。滑橇输送机的构造,主要包括了水平与升降输送滚床,变速滚床,90°、180°旋转滚床,车式与链式移行机,垂直升降机以及电控装置等。滑橇主要划分为简易与随行夹具两种类型。前者只充当运输工件的载体,比如在一汽大众宝来的焊装生产线中,对于每个工位都需要进行精确定位。焊接的定位需要尽可能地精准,工件则要落入夹具当中。滚床必须具备垂直升降能力,能实现在空滑橇线内进行返回,进而节约成本。
2 结语
综述可知,在汽车焊接生产过程中,若要确保正确地选择合适的生产线运输方式,就应以确保准确定位为前提,结合焊装工件及其焊接工艺要求特点来实现对相应输送方式的合理选择。同时还应把生产纲要与生产线各个因素有机结合起来,充分考虑生产规模来明确焊接生产线各部分的输送方式,避免成本严重浪费。本文对汽车焊装生产线多种多种输送方式及设备进行了应用分析,以期为不断完善和提高汽车焊装车间的输送工作,以及提高生产质量提供有效参考。
