多相协同臭氧氧化杀灭硫酸盐还原菌的性能评价
2019-08-02沈哲李丛妮方向清何文博王巧宁
沈哲,李丛妮,方向清,何文博,王巧宁
(1.西安航空学院 能源与建筑学院,陕西 西安 710077;2.陕西省石油化工研究设计院,陕西 西安 710054)
陕北特低渗透油田开发已处于高含水期,在油田开发生产各个环节都存在着细菌(包括腐生菌、硫酸盐还原菌(SRB)、铁细菌等),特别是SRB的存在严重影响了油田注水开发及地面设备的平稳运行,一方面SRB将大量繁殖,SRB产生的代谢产物 H2S具有较强的腐蚀性,使油田集输和注水用管路以及相关设备产生腐蚀、穿孔、结垢等现象,导致污水处理设备、注水管线及其它金属材料严重腐蚀;另一方面在回注水系统中易与管道材料的铁离子反应生成腐蚀产物硫化亚铁(FeS)会导致处理后水质发黑、悬浮物含量增加,造成联合站到注水井口过程中水质二次污染,堵塞地面输送管线、过滤设备和地下储层,最终形成恶性循环[1-2]。为了维持陕北特低渗透油田的正常生产运行,需对其金属腐蚀性及菌的活性抑制、杀灭等方面展开详细研究。目前普遍采用的是投加季铵盐类、戊二醛类、H2O2、NaClO等杀菌剂的方式进行杀菌,但存在处理效率低、处理成本较高、细菌易产生耐药性的问题[3-4]。本文采用的多相协同臭氧氧化杀菌处理工艺是以臭氧杀菌绿色环保杀菌技术为核心,在涡流作用下通过混凝剂PAC协同进行杀菌处理,通过响应面法优化了杀菌条件,最终解决SRB杀菌困难的问题。
1 实验部分
1.1 材料与仪器
油田污水,取自陕北延长油田某采油厂联合站采出水(其中硫酸盐还原菌(SRB)含量≥2×104个/mL,含油量为50 mg/L,pH为6.5);氢氧化钠(浓度4%)、混凝剂PAC、聚丙烯酰胺PAM(分子量1 200万)均为工业级。
多相协同反应器,自制;PHS-3C酸度计;MCI-150A型细菌培养箱;HMC-103型臭氧在线检测仪;ACO-016电磁压缩机等。
1.2 实验工艺流程
采用多相协同反应器进行臭氧氧化杀菌实验,实验流程图见图1。现场采出水在进入涡流混合器后,臭氧由臭氧发生器制备完成后,通过空压机压缩,提升臭氧气体的压力后进入涡流三相混合器内,同时加入混凝剂PAC和臭氧在气液涡流混合器中实现药剂、臭氧、氧气及水体的高度涡流混合反应;反应结束后再进入紫外催化装置,产生较多的羟自由基(·OH)进行高效杀菌。反应器试验条件为:进水流量为0.3 m3/h,用pH调节剂(4%NaOH)调节采出水pH=8.0,实验装置用紫外强度为110 W。采用细菌恒温培养箱进行细菌培养,分析处理前后SRB实际细菌含量。

图1 多相协同臭氧氧化气浮处理工艺流程图Fig.1 The flow chart of multiphase coordinated ozone oxidation air flotation process
1.3 测试与分析方法
硫酸盐还原菌杀菌率(η)计算公式为:

反应前后 SRB 菌数的测定采用标准分析方法推荐的绝迹稀释法(SY/T 5890—1993)。细菌恒温培养箱温度控制在(30±5)℃,SRB两周后读数。
2 结果与讨论
2.1 单因素实验
实验通过单因素实验确定了4个实验变量的最佳值,即涡流多相协同反应器气体入口压力为0.3 MPa,紫外强度为110 W,保持不变。臭氧投加量50 mg/L左右,混凝剂PAC投加量为30 mg/L,接触时间为5 min左右,此时杀菌率较高。故而,选取该值上下为响应面设计时的水平值,对实验进行优化。
2.2 响应面法优化
利用 Box-Behnken设计响应面法建立连续变量曲面模型考察对杀菌率和油去除率影响较大的臭氧浓度、入口压力、PAC加量、接触时间4种因素对采出水处理效果的影响,在此基础上采用统计软件Design Expert分析4种因素交互作用规律,优化出该工艺最佳操作参数[5-6]。
2.2.1 实验设计及模型建立 根据前期实验因素分析结果,得出主要工艺参数是臭氧浓度、入口压力、接触时间和PAV加量,利用Box-Behnken设计建立连续变量曲面模型进行4因素3水平实验设计[7],研究4个因素之间交互作用进行数学建模,以杀菌率作为响应值Y,实验自变量因素编码及水平见表1。
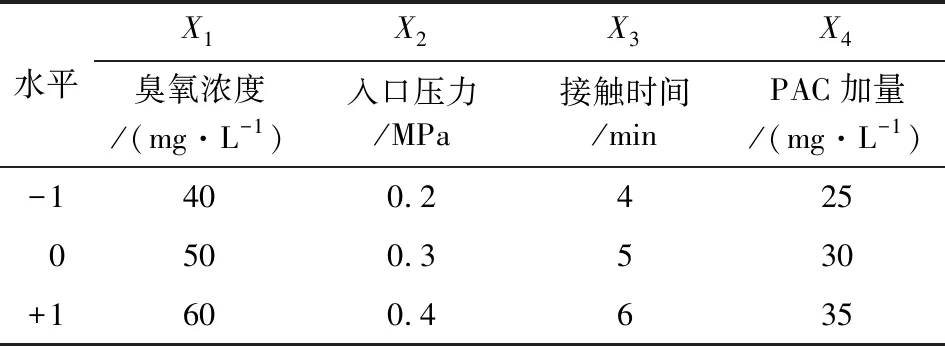
表1 响应面法的实验因素和水平设计表
2.2.2 Box-Behnken实验运行结果 根据软件自动生成组合共进行29次杀菌实验,分别考察臭氧浓度、入口压力、接触时间、PAC加量对SRB细菌杀菌率的影响程度,结果见表2。

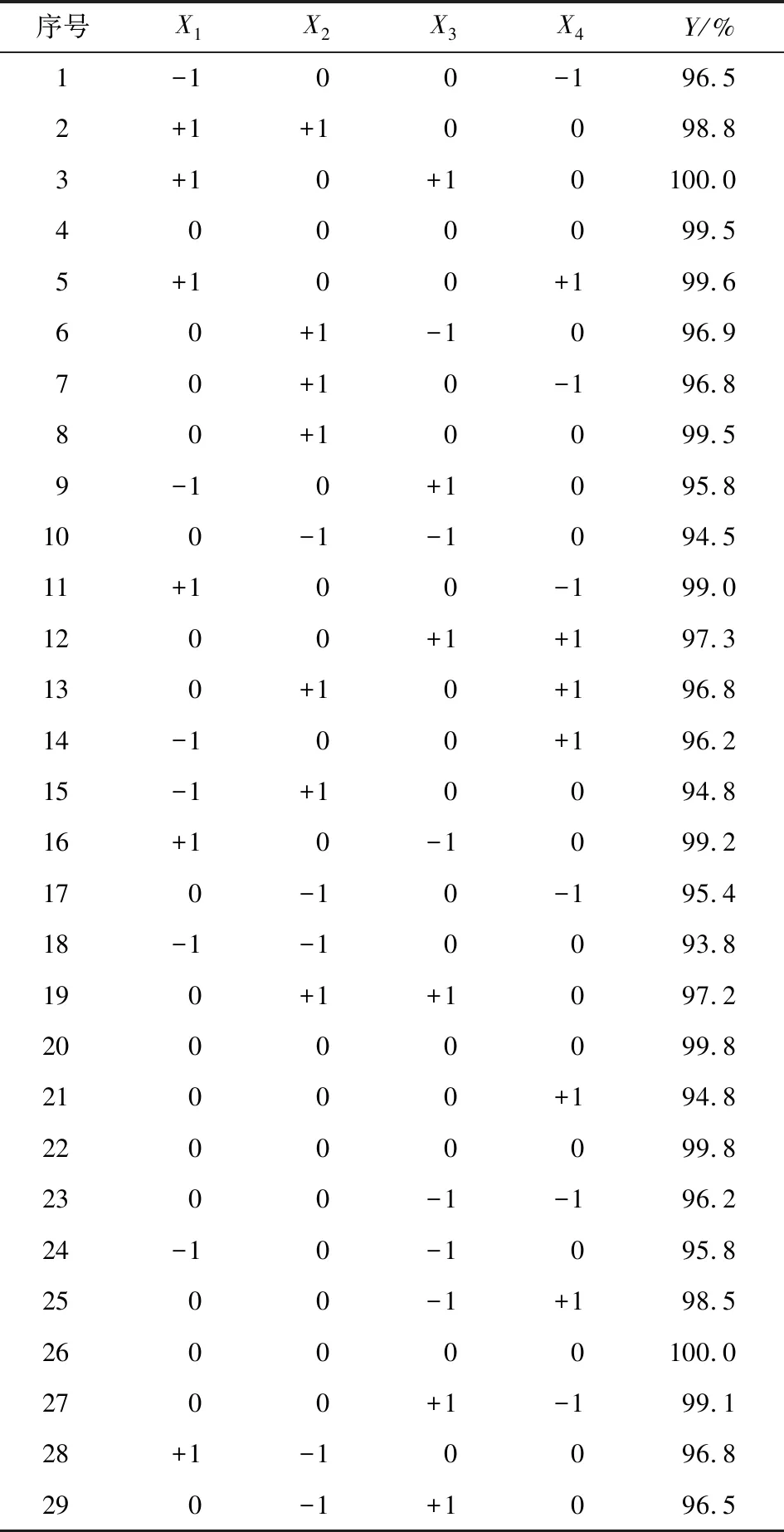
表2 Box-Behnken实验方案及结果
通过对所建立的回归方程进行方差分析和系数显著性检验,具体结果见表3。

表3 回归方程方差分析
2.2.3 模型可靠性和拟合性验证 采用Design Expert 8.0对回归方程预测值与实验值进行拟合分析,进一步考察建立的数学模型的可靠性和拟合性,结果见图2。回归方程预测杀菌率与内部残差之间的关系见图3。方程模型内部残差与正态分布关系见图4。

图2 预测值与实际值拟合曲线Fig.2 The fitting curve between predicted value and actual value
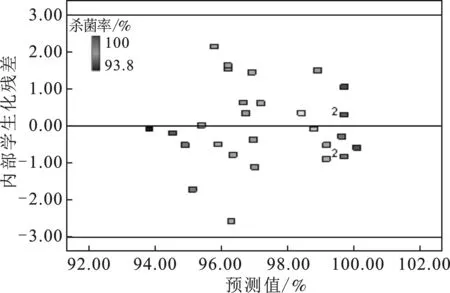
图3 预测值与内部残差的关系Fig.3 The relationship between the predicted value and the internal residual

图4 内部残差与正态分布Fig.4 The internal residual and normal distribution
由图可知,回归方程预测值与实验值拟合性良好,杀菌率模型预测值与真实值线性相关系数R2=0.993 0,说明该模型能解释 99.3% 响应值的变化,即该两个模型与实际实验拟合良好,模型可靠性较高。回归方程预测值均分布在内部残差-3.5~3.5的可信区间范围内,使用该方程模型分析预测各因素对模拟采出水SRB杀菌率是可信的。同时内部残差符合正态分布,说明方程预测值不需要进行转换。
2.2.4 响应面交互作用分析 为考察臭氧浓度、入口压力、接触时间、PAC投加量以及相互之间的交互作用对油田采出水含SRB杀菌率的影响,采用 Design Expert 8.0软件绘制响应面图和等高线图。响应面图反映了不同因素对杀菌率的影响,等高线图反映各因素之间交互作用大小[8-9]。根据所建立的二次回归模型绘制响应面的三维图及等高线图,以杀菌率为指标考察两两因素相互交互作用见图5~图10。

图5 臭氧浓度与入口压力对杀菌率的影响Fig.5 The effect of ozone concentration and inlet pressure on sterilization rate

图6 臭氧浓度与接触时间对杀菌率的影响Fig.6 The effect of ozone concentration and contact time on sterilization rate


图7 臭氧浓度与PAC加量对杀菌率的影响Fig.7 The effect of ozone concentration and PAC addition on sterilization rate
由图5~图7可知,臭氧浓度对杀菌率有显著影响。在接触时间和PAC加量固定的条件下,臭氧浓度与入口压力交互作用明显,杀菌率有一个至高稳定点。杀菌率均随臭氧浓度的增加而增加,当增加到一定程度时,杀菌率趋于平缓。随着入口压力增加是先增大后减小,入口压力存在一个最优值。由等高线可知,臭氧与入口压力的等高线趋于椭圆形,表明交互作用大于PAC加量和接触时间交互作用。在协同作用过程中,随着入口压力的增大,能促使臭氧与模拟采出水充分溶解,增大臭氧与细菌接触概率,进而提高SRB杀菌效率。
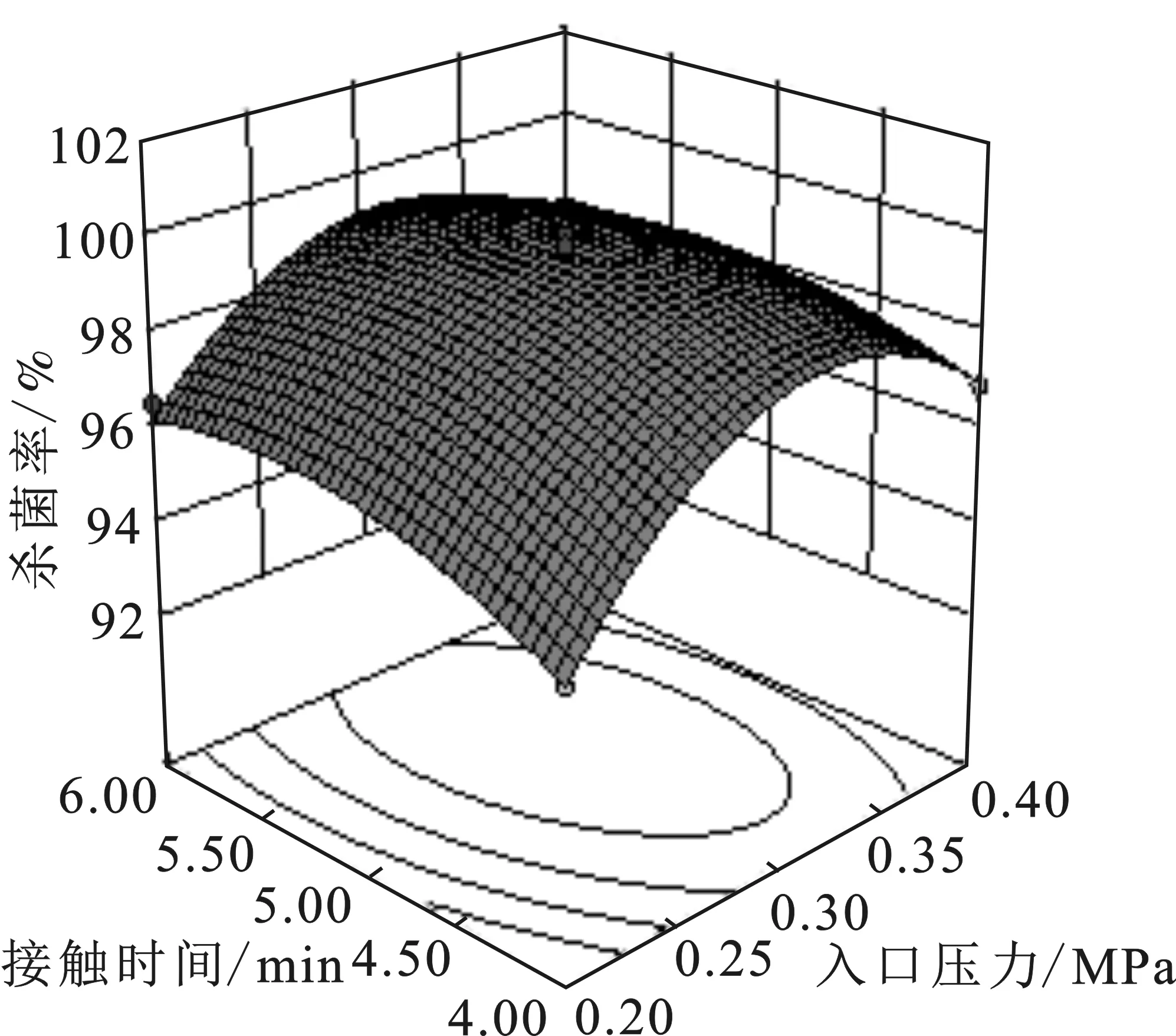

图8 入口压力与接触时间对杀菌率的影响Fig.8 The effect of inlet pressure and contact time on sterilization rate
同理由图5、图8、图9可知,入口压力对杀菌率有显著影响。在接触时间和PAC加量固定的条件下,入口压力与臭氧浓度交互作用明显,与上述讨论基本一致,杀菌率有一个至高稳定点。由等高线可知,入口压力与臭氧的交互作用大于入口压力、PAC加量和接触时间交互作用。


图9 入口压力与PAC加量对杀菌率的影响Fig.9 The effect of inlet pressure and PAC addition on sterilization rate


图10 接触时间与PAC加量对杀菌率的影响Fig.10 The effect of contact time and PAC addition on sterilization rate
同理由图6、图8、图10可知,接触时间对杀菌率有显著影响。由等高线可知,PAC加量与接触时间交互作用大于入口压力、臭氧浓度交互作用。在协同作用过程中,接触时间影响大于PAC加量,随着时间的延长,PAC充分溶解,使得对氧化杀菌效率进一步提高。在臭氧浓度和入口压力加量固定的条件下,PAC加量与接触时间交互作用明显,杀菌率有一个至高稳定点。
2.2.5 最佳工艺参数的确定与验证 根据所建立的二次回归模型,利用ANSYS软件求得最优工艺条件。以杀菌率值最大得到最佳条件为:臭氧浓度为55.05 mg/L,入口压力为0.3 MPa,接触时间为5.0 min,PAC加量为29.51 mg/L,此时杀菌率预测值为100%。分别在该条件下测其实际杀菌率。在此操作条件下,经实验验证测得杀菌率为99.4%,与预测值相差值均<2%。因此,本研究得到的二次数学模型对工艺条件的优化及杀菌率的预测具有良好的可靠性。
3 结论
(1)响应面法可以优化在涡流混合状态下多相协同臭氧氧化处理工艺参数及交互作用,具有科学指导性强、实用性广、预测性良好的特点。通过实验和模型预测可以得出油田采出水SRB杀菌效果最优的工艺条件。

(3)在涡流混合条件下多相协同氧化法能彻底将特低渗透油田采出水SRB杀灭,其最优工艺条件:臭氧浓度为55.05 mg/L,入口压力为0.3 MPa,接触时间为5.0 min,PAC加量为29.51 mg/L,并通过响应面法预测杀菌率值为100%。通过实验验证在此操作条件下实际杀菌率为99.4%,与预测值相差0.6%(<2%)。该二次数学模型对多相协同臭氧氧化杀菌工艺条件的预测具有良好的可靠性。