整体吊装工具在阳极焙烧炉火道墙大修中的应用
2019-08-02任均民
任均民
(四川启明星铝业有限责任公司, 四川成都 610021)
1 整体吊装工具开发背景
焙烧炉是生产电解铝用阳极关键设备,目前国内焙烧炉火道墙均采用砖砌筑结构,焙烧炉在生产过程中因各种原因引起其火道墙断裂、弯曲变形、塌陷、密封不严、透气孔堵塞等情况,加之维护不到位,焙烧炉火道墙使用3-4年后即需进行大修;同行业一般采用就地砌筑的方式进行大修,大修工作在焙烧炉料箱内部开展,施工空间狭窄,温度较高,环境恶劣,大修工期要求紧,砌筑质量难以保证,且由于焙烧生产是循环作业,大修后的火道墙较短时间之内就进入生产流程,火道墙没有经过充分的烘干,容易发生弯曲变形会造成火道墙使用寿命缩短。
2 实施原理
针对就地大修中存在的问题,组织开发了火道墙整体吊装工具,即预先把火道墙砌筑成预制块备用,当运行的火道墙需要大修时,先将旧火道墙拆除清理。然后用整体吊装工具将预先砌筑好的火道墙起吊,装入焙烧炉相应位置安装固定即可。
3 整体吊装工具简介
火道墙整体吊装工具主要由自动升降式火道墙砌筑机、火道墙吊装工具、墙体防倒装置、轨道式移动工位火道墙砌筑装备、电器设备等组成。
3.1 自动升降式火道墙砌筑机
自动升降式火道墙砌筑机为可移动式,砌筑时将砌筑设备移至火道墙存放位置,然后锁紧地面行走装置,使砌筑设备在砌此墙时固定不动,在对同一面火道墙进行砌砖时,上下升降施工平台进行施工,施工平台高度位置由提升机构控制,当施工完一面火道墙后,该墙体固定不动,在原地干燥待用,水平移动砌筑设备至下一工位置。如下图所示,墙体砌筑机由移动机架、地面行走机构、平台升降机构、机械分级凸轮锁扣机构、砌筑施工平台、导向轮组、天车挂钩操作平台等组成见图1。

图1 自动升降式火道墙砌筑机
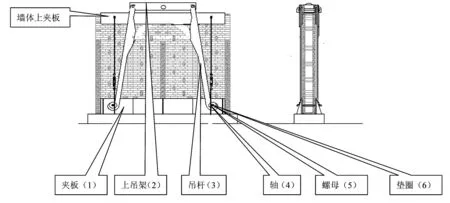
图2 火道墙吊装工具
3.2 火道墙吊装工具
吊装工具由夹板、吊架、吊杆等组成见图2,上下夹板之间由四根垂直吊杆连接,在上夹板的中间部位连接有提升吊挂装置,两块下夹板通过穿墙螺栓轴将火道墙紧紧固定,通过上下夹板、垂直,吊杆、穿墙螺栓轴等部件形成整体框架结构。这样,火道墙吊运过程中,整条火道墙被固定在框架中,与吊运工具形成整体,在火道墙上升、下降、移动中墙体不易发生变形、垮塌、散架等现象,确保了吊运过程的安全性。
3.3 墙体防倒装置
装置主要由4个地基预埋铆钩,4个整体吊装工具套环,4条带活结的钢丝绳组成见图3,操作方法如下:墙体砌筑工作完成后,先安装整体吊装吊运装置(包括上下夹板、侧部夹板,底部销轴等),再将钢丝绳安装在吊装吊运装置上夹板两侧套环内,之后移开移动式火道墙砌筑机至另外砌筑平台处,此后,打开铆钩保护盖板,将钢丝绳安装在地基预埋铆钩上,拧紧活结,完成墙体防倒装置的安装工作。
3.4 轨道式移动工位火道墙砌筑装备
包括平移轨道、移动式砌筑机、火道墙砌筑基础平台等见图4,在一条火道墙砌筑完成进入风干期后将砌筑设备移火道墙砌筑平台进行第二条或者第三条火道墙的砌筑,实现了火道墙砌筑设备在不同火道墙基础平台之间的移动,满足了在一个焙烧车间厂房可以预砌筑多条火道墙的目的。

图3 墙体防倒装置

图4 轨道式、移动工位火道墙砌筑装置
3.5 相关技术参数
火道墙尺寸为5398x530x5039mm,总重约17吨。天车载重量32吨。
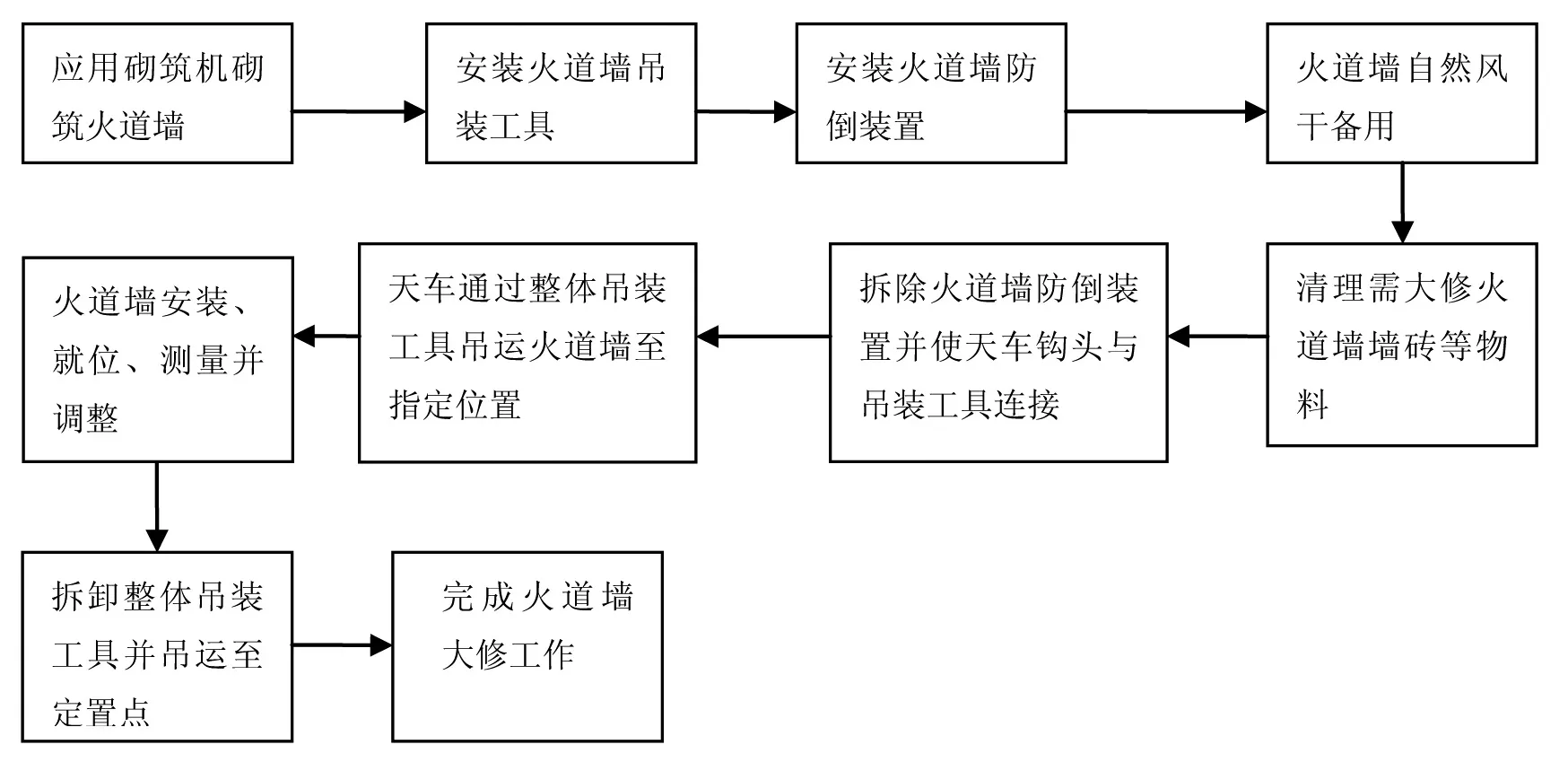
图5 应用整体吊装工具大修火道墙流程
4 整体吊装工具应用情况
4.1 火道墙整体吊装工具的应用
从2009年年初开始,经过设计、制作、安装、调试,并通过对火道墙的大修应用,经过不断的完善和改进,设备目前已趋于稳定,截止2018已完成280多条火道墙的大修工作,吊运情况见图5。

图6 吊运图
4.2 用整体吊装工具大修火道墙后的效果比较
整体吊装工具在投入使用后,在使用过程中故障较低,安全性能良好,从大修时间、工作环境、砌筑质量、烘干质量、砌筑效率等方面与就地大修方式比较,均比较先进,效果对比见表1。
5 结论
通过近几年的生产实践,整体吊装工具在焙烧炉火道墙大修上的应用是比较成功的,实现了焙烧炉火道墙的异地大修,改善了施工环境,缩短了火道墙大修施工时间,提高大修质量和风干质量,延长了火道墙使用寿命,节约了大量大修费用。

表1 两种方式大修火道墙效果对比表
