低温油洗开车工艺参数探索与优化
2019-08-01屈飞
屈 飞
(山西潞安煤基清洁能源有限责任公司,山西 长治 046200)
引 言
煤制油工艺中低温油洗装置的目的是对费托合成装置产出的脱碳净化气、汽提塔顶轻质石脑油和压缩机凝液进行处理,制得产品LPG、油洗干气和油洗石脑油。主要是利用低温吸收、高温解吸和蒸馏原理。用到的主要设备有离心泵、缓冲罐、换热器、空冷器、油水分离器、急冷器、吸收塔、脱吸塔、稳定塔和再生塔。工艺原理和使用的设备并不复杂,但是在开车初期LPG指标不易调整。经过对低温油洗的工艺参数不断的探索和优化,最终产出合格LPG,并提高了LPG的收率。
1 开车初期遇到的问题
低温油洗单元操作参数的选择,会直接影响LPG产品指标和产量,影响脱碳净化气中C3+组分的回收率和油洗干气指标,限制了本单元脱碳净化气的接气量。
低温油洗单元开车初期,各项操作指标均按照设计指标进行操作控制,但是油洗LPG组分中C3+C4摩尔分数一直在85%~91%波动,x(C2)>3%。指标长期不合格[x(C3+C4)≥95%,x(C2)<3%],LPG日产量仅有80 t~100 t。脱碳净化气中C3和C4的回收率仅为45%~50%,低于设计值85%。
LPG产品的分析结果如表1所示。
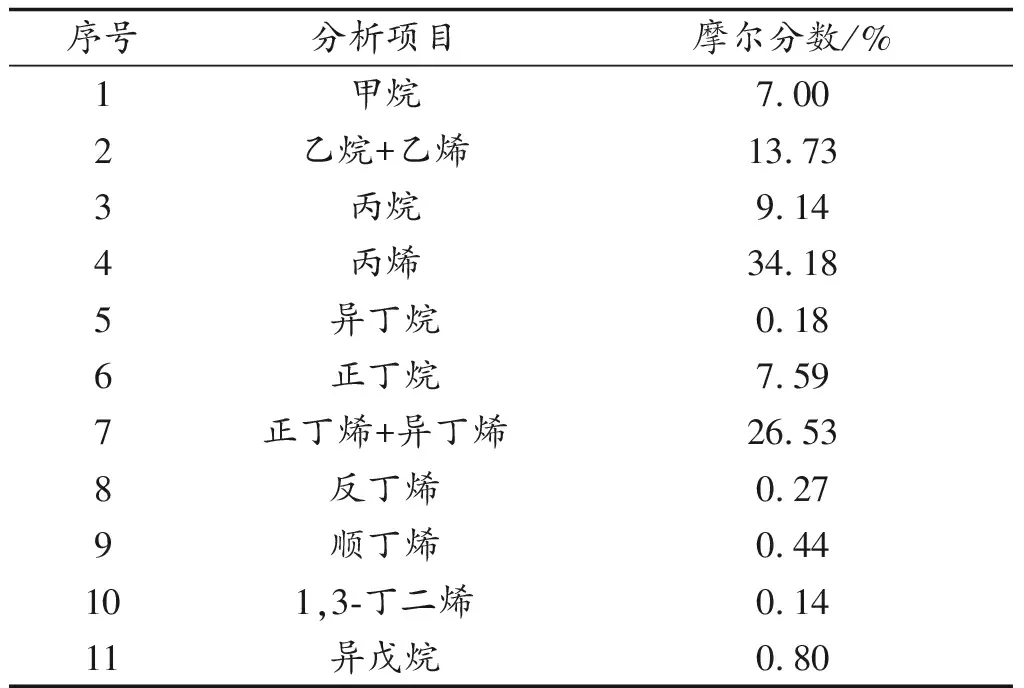
表1 LPG产品的分析结果
2 原因分析
2.1 进料分析
通过将原料组分的分析结果与设计值进行对比可以看出,进料中乙烷和乙烯的摩尔分数为1.12%,设计值为1.72%。进料中轻组分含量符合设计要求,说明进料不是影响产品指标的主要原因。
2.2 吸收塔吸收效果分析
通过将油洗干气组分分析结果与设计值进行对比,吸收塔的吸收效果刚好能使C2以上的摩尔分数满足油洗干气的指标。说明吸收塔的吸收效果满足要求。
2.3 脱吸塔运行参数
从第92页表2可以看出,脱吸塔顶的压力升不起来,原因是C2脱吸不出去,导致C2被送到稳定塔,增加稳定塔负荷,最终导致LPG中C2含量超标,这是其主要原因。
2.4 稳定塔运行参数
从第92页表3可以看出,稳定塔顶温度降不下来,塔顶回流罐压力升不起来,回流比降不下来。这也是其主要原因。
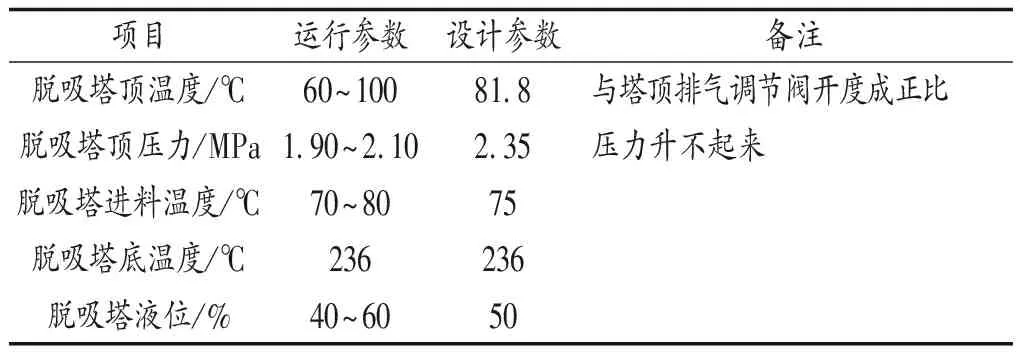
表2 脱吸塔参数与设计参数比较

表3 稳定塔运行参数与设计参数对比
通过以上分析,LPG指标不合格的原因有以下几个方面:
1) 脱吸塔的压力升不起来,导致石脑油中乙烷脱除不尽。
2) 稳定塔塔顶温度降不下来,会导致LPG中戊烷超标。
3) 稳定塔顶压力升不起来,也会导致LPG中戊烷超标。
4) 稳定塔回流罐压力升不起来,导致塔顶回流量提不起来。稳定塔顶温度降不下来。
5) 稳定塔顶回流比较大,导致LPG收率低。
3 采取措施
3.1 脱吸塔顶压力调整
为了使脱吸塔顶的压力升高,通过不断提高塔底温度和调节塔顶的排气调节阀。塔底温度从236 ℃缓慢升到250 ℃以上后,脱吸塔顶的压力由1.9 MPa升到2.3 MPa,确保轻组分大部分被脱除出去。
3.2 稳定塔塔顶压力的调整
首先,升高塔底温度。塔底温度从228 ℃,缓慢升高到240 ℃以上。同时,通过开大塔顶热旁路的调节阀,最终使塔顶压力升高,达到设计值。由于塔顶压力与冷热旁路是分程控制,所以开大热旁路调节阀的同时,冷旁路会关小相同的开度。为了不影响LPG收率,最后把分程控制取消,改为单独控制,这样热旁路和冷旁路的调节阀可以实现单独控制,相互不会有影响。
3.3 稳定塔顶回流罐的压力调整
通过排查原因发现,回流罐顶不凝气去放空的调节阀内漏,且内漏量较大。所以,将调节阀的前、后手阀关死,通过副线手阀控制。最终回流罐压力可以达到设计值1.40 MPa~1.45 MPa。
3.4 稳定塔顶温度调整
稳定塔塔顶温度主要是通过增加塔顶回流量来控制。但由于稳定塔顶热负荷较大,一台回流泵很难将塔顶温度控制在80 ℃以下。通过启动2台回流泵可以控制塔顶温度。
4 调整后达到的效果
1) LPG组分中C3+C4摩尔分数稳定维持在95%以上,保证了产品的质量。LPG产品的合格率由之前的58%增加到87%。
2) 脱碳净化气中C3、C4组分回收率达到87%。LPG产品的合格率由之前的58%增加到87%。LPG的日产量维持在150 t以上,日增产50 t以上,产生了巨大的经济效益。
5 结语
随着全国煤化工产业的增多,低温油洗工艺也会广泛运用到脱碳气的回收利用和PSA氢气生产中。本文主要总结了低温油洗工艺开车时工艺参数的探索和优化,希望对以后的低温油洗装置开车具有借鉴作用。