湿法制酸工艺尾气SO2超标技术改造方案研究
2019-08-01李杰
李 杰
(阳煤集团太原化工新材料有限公司,山西 太原 030400)
引 言
目前,传统煤化工企业向新型煤化工企业转型,苯加氢、航天炉加压煤制气工艺迅速发展,H2S酸性气体的产生量大大增加[1-2],因此,对H2S酸性气体进行治理并加以回收利用,既能综合资源利用,又能减少大气污染。我公司采用湿法制酸工艺吸收H2S酸性气体,但是,随着环保形势越来越严峻,装置排空尾气SO2污染物排放浓度超出国家最低排放要求,为此,我公司对其进行技术改造,新增加一台脱硫塔和一台双氧水贮槽及吸收配套系统,尾气经脱硫塔吸收处理后,目前能满足国家环保达标排放要求。
1 湿法制酸工艺
酸性H2S气体经回收后,送入燃烧炉燃烧,硫化氢燃烧后生成二氧化硫。该气体经过反应器催化剂床层后,二氧化硫被氧化成三氧化硫。含三氧化硫的工艺气再进入冷凝器,硫酸(98%)直接从工艺气中冷凝下来作为产品酸。工艺气经过两次反应、两次冷凝后尾气排空。
2 生产运行情况
根据原料煤质的区别,煤中的硫含量不确定,导致酸性气组分和流量发生变化,组分组成如表1。

表1 酸性气情况表
2015年12月~2016年2月进行了单机试车和水联动运转;2016年4月进行了7台风机试运转;随后,车间安排了试生产方案的编制,并及时安排职工进行了充分的学习,直到2017年3月7日,装置开始烘炉升温,待系统运转稳定,3月18日正式接低甲酸性气和高闪酸性气试车,于2017年3月20日产出合格的浓硫酸(93%),约18.3 t。试运行期间系统各项工艺指标稳定,各设备运转正常。
产品指标见第77页表2。
排空尾气污染物质量浓度ρ(SO2)≤189 mg/m3、ρ(酸雾H2SO4)≤5 mg/m3满足原设计ρ(SO2)≤200 mg/m3、ρ(酸雾H2SO4)≤5 mg/m3的排放要求。自2017年以来,环保形势日益严峻,太原市属于“2+26”环境治理重点监管城市,根据环境保护部公告(2018年第9号)要求,硫回收尾气应达到《石油炼制工业污染物排放标准》GB31570-2015规定的大气污染物特别排放限制:ρ(SO2)≤100 mg/m3、ρ(硫酸雾)≤5 mg/m3,基准含氧量为3%的大气污染物基准排放浓度,因此,必须对湿法制酸工艺尾气进行技术改造,达到环保最新排放指标要求。
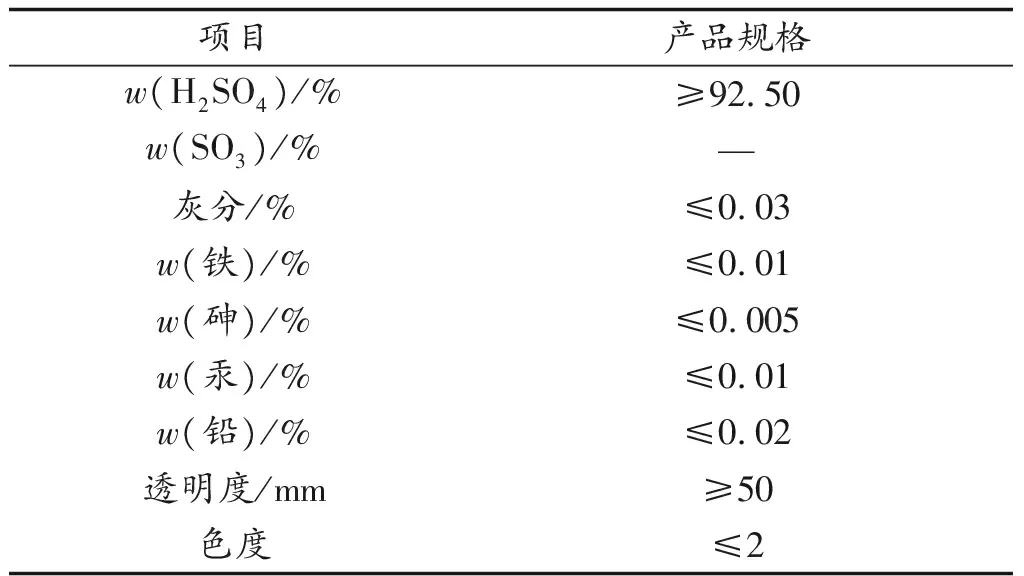
表2 产品指标
3 技术改造方案
目前,烟气脱硫技术有很多种,按脱硫剂形态可分为干法、半干法和湿法三大类;按照气体净化原理分为吸收法、吸附法和催化转化法等。干法大多体积庞大、投资及运行费用较高。湿法相对较为简单,多通过碱性脱硫剂来吸收烟气中的SO2。目前常用的湿法脱硫工艺有氨法、钠碱法、氧化锌法、离子液法、石灰石-石膏法、氧化镁法和双氧水法等。在考虑烟气特点、尾气排放指标的控制、SO2回收利用以及其他工序的特性等情况后,拟选择的烟气处理工艺为双氧水法脱硫工艺。
双氧水法脱硫工艺,设置脱硫塔,采用含低浓度双氧水溶液的循环液循环吸收烟气中的二氧化硫,双氧水脱硫后,尾气二氧化硫脱除率达96%以上,ρ(二氧化硫)≤50 mg/m3;副产物为25%~30%的稀硫酸,可回用。其化学反应方程式为式(1)。

(1)
硫回收装置尾气风机出口含SO2的尾气由脱硫塔下部进入塔体,气体进入填料层,填料层上有来自于顶部的含有双氧水的循环液喷淋液,并在填料上形成一层液膜,气体流经填料空隙时,与填料液膜接触并进行氧化反应,经塔顶除雾器收集后,经烟囱放空。少量循环液经还原剂装置后回到凝液系统。
由双氧水装置输送来的27.5%工业级双氧水进入双氧水贮槽,再由双氧水泵连续补充至脱硫塔,以维持脱硫液中双氧水含量。
4 新增设备清单
新增设备清单见表3,主要设备见表4。

表3 新增设备清单
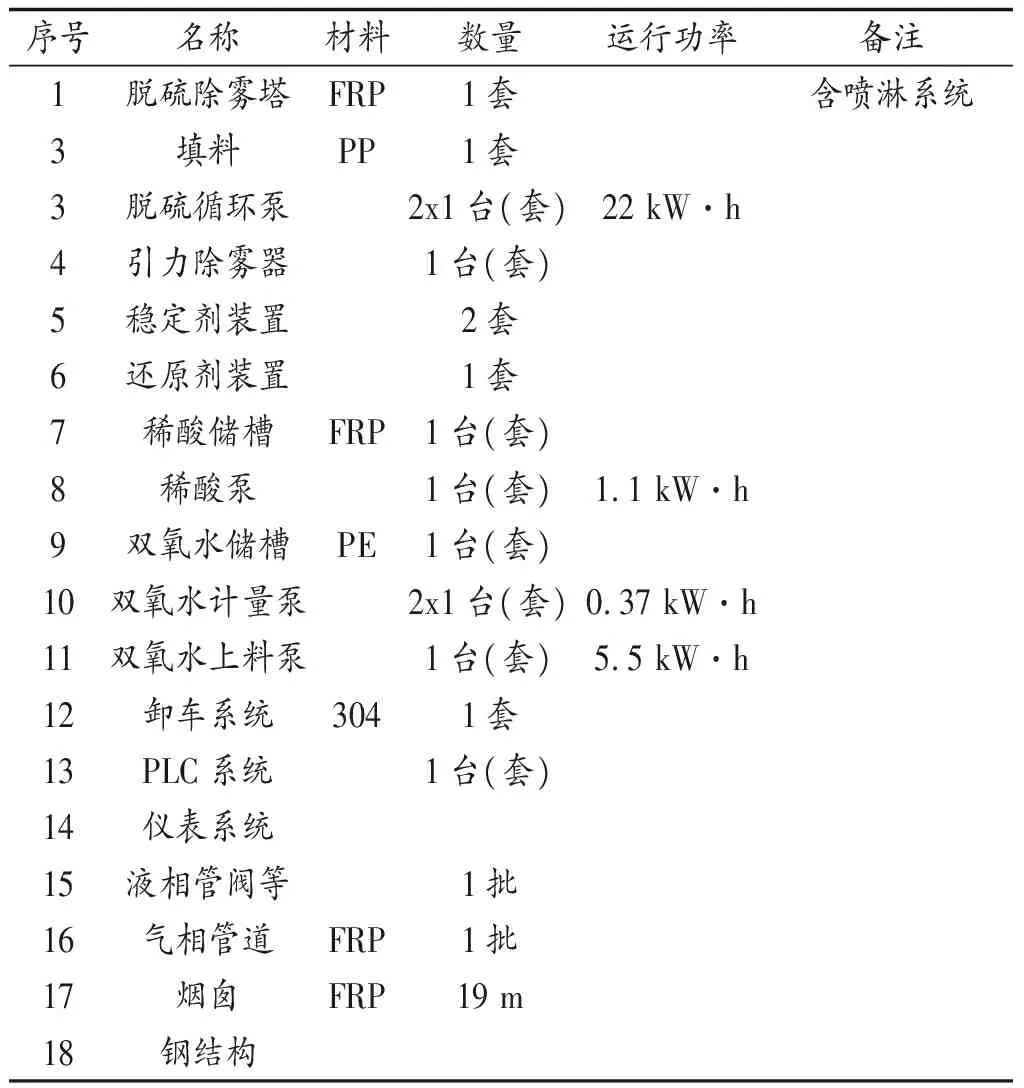
表4 主要设备一览表
5 技术改造费用
土建施工费用30万元,其余EPC费用160万元,费用合计190万元。
6 结论
目前,湿法制酸装置正常生产运行,产出尾气经脱硫塔吸收处理后,排放尾气中ρ(SO2)≤50 mg/m3,满足国家现行环保排放指标ρ(SO2)≤100 mg/m3的排放要求。