PLC 在钴萃取污水处理站的应用
2019-07-30郎明
郎 明
(新鑫矿业股份公司阜康冶炼厂 阜康 831500)
1 引言
随着计算机控制技术的迅速发展,以微机处理为核心的可编程序控制器(PLC)控制已逐步取代继电器控制,现已普遍应用于各行各业的自动控制领域。阜康冶炼厂为减员增效,提高自动化程度,在近几年的新增项目中,都采用PLC、DCS控制系统。在实践运行中,得到很高的评价。其性能安全可靠,方便操作维护。
PLC技术经过多年的发展,已经变得相当成熟,软硬件可靠性都非常高。采用PLC做为核心控制器来实现远程操作、自动控制。不仅仅节约人力成本,而且可以消除人工操作带来的诸多不可靠因素,从而大大提高生产的稳定性和准确性。
2 原因说明
阜康冶炼厂新建钴萃取项目,采用PLC、DCS控制系统。其项目中的污水处理系统,配碱工作是由人工操作完成。其原因是我厂使用的都是袋装固态碱,在污水处理时需要添加碱进行酸碱中和。而在间排槽、连排槽罐内操作加碱的过程中,全都是由人工一袋一袋往槽体内加固态碱,无法实现自动控制。
污水处理站需要加碱的共有三个槽罐,其两个间排槽一个连排槽。需要加碱时,首先由两个人到厂房里固态碱堆放点,用拉车一袋一袋装上车,推到污水处理站,再一袋一袋卸下车。然后由一个人在零平面绑好袋子,一个人登上三米高的槽面操作单梁吊,将固态碱一袋一袋吊到槽面,最后在槽面上的人用刀子划开袋子往槽体内加碱。零平面的人观察PH计控制加碱量,有时中和反应慢加碱量无法准确控制,就会造成材料成本的浪费。有时碱液反应强烈可能发生喷溅现象,操作人员存在较大的安全风险,存在一定的危险性。这样三个槽罐配完碱,工人都累得不行。在加碱的过程中,厂房里需要操作其它设备时,他们还要回到工作岗位干些别的工作,给生产增加很大负担。另外厂里在不断减员的情况下,车间的生产任务显得格外紧张。
针对此情况,厂部决定改变现状,污水加碱采用液态碱。通过碱液池由电机泵、管道输送、电动阀门进液、远程控制操作。可以解决人工不足的现状,降低工人劳动强度,同时提高自动化控制水平,又可以提高生产效率。
3 制定方案
厂部决定使用液态碱,那就需要输送泵、电动阀控制操作,此项课题交电仪中心来完成。这是我厂以来,第一次由电气技术员自己设计、自己配置、自己安装使用的PLC控制设备。全面了解其性能要求,制定前期方案。
(1)了解液态碱池的安装位置,确定液碱泵的安装位置,控制方式。
(2)确定管道的走向位置,两个间排槽、一个连排槽进液电动阀的安装位置。
(3)确定设备负荷的载流量,确定电缆的规格、长度、安装位置。
(4)确定PLC的型号,通讯模块型号及连接方式。
(5)确定光纤收发器的安装位置。
(6)根据材料配置控制箱,确定控制箱安装位置。
(7)中控室力控组态软件查找相关点位,组态画面制作,动态连接。
(8)组态软件程序的编制与下载。
(9)确定控制箱的控制方式,操作方法。
(10)确定电动阀的控制接线方式。
4 方案实施
(1)液碱泵的控制,是利用钴萃取低压配电室内的备用设备端来安装使用。由中控室上位机远程控制操作和现场就地控制操作启停泵。
(2)污水间三台电动阀门,按照电气要求选择2.5平方电缆,规范布线安装。
(3)控制箱根据元器件的规格合理配置,箱门设计有远程、就地控制。
(4)控制箱体安装在污水间低压控制柜的旁边,便于从控制柜提取控制电源,便于通讯信号线的连接。节约成本,方便运行人员操作。
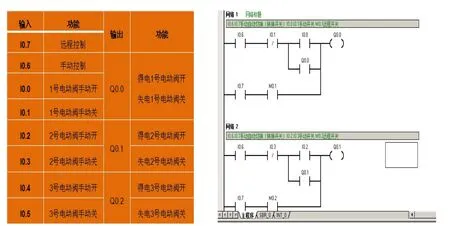
图1
(5)西门子200编程软件中通过相关设置完成S7-200PLC与通讯模块CP243-1配置
(6)西门子S7-200PLC,通过西门子通讯模块CP243-1连接
(7)S7-200PLC与力控组态软件通讯S7-200 TCP协议、IP地址、IO组态
(8)PLC端口的配置及内部程序编制(图1)
(9)PLC外部接线图(图2)
(10)上位机组态画面的制作,动态连接,操作可视化。
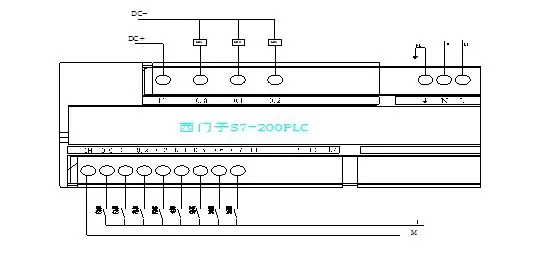
图2
5 结束语
电仪中心自己设计的PLC控制系统,通过运行调试,无论是就地还是远程均能实现电动阀门的控制,同时也将运行状态准确反映给上位机。此控制系统在运行过程中整体性能稳定可靠,故障率低,操作简单方便,大大降低工人的劳动强度,提高了配液精度以及劳动生产效率,提高了自动化水平,达到了预期的目标。