金属切削刀具对机械加工效率的影响探讨
2019-07-25丁琪
丁琪
山西汾西重工有限责任公司 山西太原 030027
1 常用难加工材料加工刀具
1.1 传统硬质合金刀具
传统硬质合金刀具主要包括YT(钨钴钛合金)类、YW(钨钴钛钽合金)类、YG(钨钴合金)类,硬度在85HRA以上,抗弯强度、冲击韧性较好,可承受850-1000℃高温,具有优越的综合性能,在切削加工中得到广泛应用,是目前应用最广泛的刀具。
1.2 涂层硬质合金刀具
涂层硬质合金刀具是通过化学气相沉积(CVD)和物理气相沉积(PVD)等方法,在硬质合金刀具基体上覆盖一层高硬度材料。涂层硬质合金刀具比传统硬质合金刀具拥有更高的表面硬度。因此,加工高硬度难加工材料时,具有更好的切削性能,在一定程度上改善了传统硬质合金刀具性能,延长了刀具使用寿命,但涂层磨损后,修复困难,成本较高,不适宜在大规模常用件的加工中使用。
1.3 陶瓷刀具
陶瓷刀具兴起于20世纪80年代,比传统硬质合金刀具拥有更高的硬度、红硬性及耐磨性,且化学性质稳定,不与工件材料反应,但其韧性不足。在加工塑性较高的材料(如含碳量较低的钢材和塑料)时,具有良好的切削性能和使用寿命,因此在加工塑性材料中得到广泛应用。
1.4 金刚石刀具及立方氮化硼刀具
金刚石刀具(PCB)材料在目前已知刀具材料中硬度最高,同时具有高的导热性和弹性模量,低的膨胀系数和摩擦系数。因碳元素易与铁元素发生反应,因此,金刚石刀具无法加工铁及其合金材料,但对铝合金材料具有良好的切削性能,切削速度可达2500-5000m/min。立方氮化硼(CBN)刀具兴起于20世纪50年代,硬度稍次于金刚石刀具。
1.5 无粘结相硬质合金刀具
无粘结相硬质合金刀具比传统硬质合金刀具拥有更高的硬度和红硬性,更优异的耐腐蚀性、抗氧化性、耐磨性,比陶瓷刀具具有更好的韧性,力学性能介于传统硬质合金刀具和陶瓷刀具之间,在加工一些发热量大、硬度高的难加工金属材料(如钛合金)时,具有更好的切削性能和更长的刀具使用寿命。图1为不同刀具材料硬度随温度变化的关系曲线。
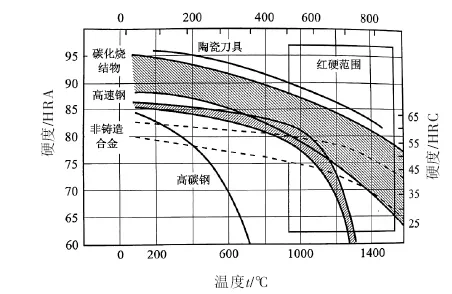
图1 各种刀具材料硬度与温度的关系曲线
2 金属切削刀具对机械加工效率的影响
2.1 容易形成切屑
在某些应用过程中,金属切削工具为工件的不同材料产生不同的切削条件,使得切屑的形状变化并且最常见的是条带,颗粒和结。一旦形成这些芯片,长芯片会损坏制造工件,这会影响整个制造过程并对操作者造成更严重的损坏。为了解决这样的问题,需要仔细理解特定加工工具的切削力。如果在某个操作中切削力控制丢失,则刀具将被损坏并且机器将振动。
2.2 刀具磨损
除刀片外,金属切削刀具还包括刀柄和刀柄等附件。具体地,可以通过切割工件的状态,粗糙度和尺寸来确定工具是否磨损。该工具磨损的原因有很多。例如,在切割过程中,工具产生恒定的热量,这会升高工具的温度,这会导致工具性能的不断变化,这会导致工具随着时间的推移而磨损。在数控加工中,刀具磨损会严重影响特定工件的质量,因此为了合理地管理刀具磨损,有必要将数据管理结合到特定的工作过程中。
3 对策
3.1 “兼顾”策略
考虑到生产中要兼顾切削效率、刀具耐用性、切削条件,以达到高生产率和保证刀具耐用性。切割量的三个要素与生产率成正比。为了在保证特定工具的耐久性的前提下实现最高的生产效率,只有刀具数量,进给速度和切削速度的产品值可以最大化以满足要求。由于切削量的三个因素对刀具寿命的影响最小,后刀的数量是第二,第二是进给速度和最大切削速度,所以选择三个元素的合理顺序是选择最大可能的刀。然后根据所选择的反馈量和进给率,在工艺系统刚度,刀具寿命和机床力条件下选择相对较大的进给速度和最终合理的切削速度选择。
3.2 “舍、得”策略
切削用量三要素与生产效率成正比。切削用量三要素越小对车床的损耗越小,加工精度越高,但是这和提高生产效率是相矛盾的。在生产中可以用“舍、得”的策略来尝试解决这对矛盾。粗车的作用是提高劳动生产率,尽快将毛坯上的余量切除。精车的作用是使工件达到规定的技术要求。教师通常把加工过程分为粗加工阶段和精加工阶段,粗加工和精加工两个阶段确定后,生产率被视为第一优先级。粗加工切削参数选择 :加工精度不高,首先考虑生产效率。所以粗加工时可以选择最大的背吃刀量和进给量,但要在工艺系统允许的刚度和强度下。然后选择最大切削速度时也不超过机床的有效功率,从而确保某些工具的耐用性。精加工切削参数的选择:精度主要由表面粗糙度和加工精度决定。选择较小的背吃刀量和进给量,在允许的范围内,保证加工精度。背吃刀量和进给量确定后需要一个更高的切削速度来达到工件表面质量要求,从而提高了生产率,降低了表面粗糙度。
3.3 数据模块控制在合理范围内
金属切削刀具在数控加工具有得天独厚的优势。相比于常规或手动冲孔机,数控切削工具具有更高的生产技术,是一种更先进的技术的产品。它主要在数控控制柜和机械冲孔机。数控控制柜,还有一个控制组件高级语言。在数值控制数据的特定传输过程中,动态不平衡,最小径向偏差的最小值,必须考虑各种因素,如精度。只有当各种要素的安全保障,可以有效地控制刀具的磨损。要控制在合理的范围内,这些数据模块,可以有效地提高数控加工的质量。
总之,金属切削技术可以成功开发,关键是金属切削刀具。因此,在某些应用中,提高刀具的使用寿命,加强刀具的使用,为特定的模具制造带来新的创新,以便使用更复杂的工具将其应用于各种环境 为了始终更新技术。
