双边剪主机主从控制及调试
2019-07-24张宏亮
张宏亮
重庆钢铁股份有限公司 重庆 401220
双边剪主传动偏心轴带动轴套做上下运动通过连杆将运动传递至上主刀,上下主刀的重合点即剪切轨迹。固定侧主电机运行方向一致,移动侧主电机运行方向一致,固移两侧电机运行方向相反,其负载为位能负载。据负载特性和控制要求选带速度传感器的矢量控制调速方式,为保证足够的力矩值,且主机速度一致,采取一主三从的控制方式,4台电机安装编码器进行速度监控,定固定剪出口电机为主机其余为从机,主机为速度控制从机为力矩控制,固定侧从机的转矩值由主机给定,将主机的转矩给定值乘以负一再给移动侧从机。
1 逆变装置选型及主从参数设置
选装置时以实际电机电流值为依据,额定功率为参考,当负载波动大时,应选大一至二个档。主电机按额定电流490A过载系数1.5倍,得逆变器的额定电流需大于735A,查手册选额定电流860A的6SE7038-6TK60。1#主机传动装置接收PLC的控制字。逆变器与逆变器之间采用光纤传输控制信号,1#、2#通过SLB传输转矩值,1#与3#,4#通过DP传输转矩值,逆变装置采集的编码器信号经由DTI接口板放大,如图1双边剪主机原理图,主从控制参数如表1。

图1 双边剪主机电气传动原理图

表1 剪机主从参数表
2 传动装置调试
使用drivermonitor将参数下载,按如下步骤优化:
①P060设置为5,P115设置为1,在将P060设置为1。
②P115设置为2,按P健,报警信息“A087”出现,快速按下I键,待装置自动停机。
③由于P100设置为4和5,按以下步骤继续优化。
④P115设置为4,按P健,报警信息“A080”出现,快速按下I健,待装置自动停机。
⑤当出现°009信息,输入P536的值,P115设置为5,报警信息“A080”出现,快速按下I健,待装置自动停机。
⑥恢复°009状态,优化完毕。
使用drivermonitor软件调试主传动逆变器,数据采集的门信号为K22>5%,T采样=100*P357,采集数据构成图2,其中1为速度曲线,2为电流曲线,3为力矩曲线,4为速度给定值曲线,X轴单位为ms,Y轴单位为百分数。双边剪先转动一圈后连续运行,转动一圈所构成的曲线与连续运行时,起始第一刀0°-350°的曲线与最后一刀350°-0°时的曲线组合。剪机连续运行过程中,转速实际值在给定值附近波动范围约为±5%,实际电流值在主刀与钢板接触时有上升趋势,实际转矩值曲线与负载曲线一直为周期性上升下降,最高上升至17.79%最低下降至-3.74%。传动装置初始运行时,最大电流值约为106.13%,最大转矩值约为100.13%,最大速度值约为110.79%。

图2 1#主机曲线图
图3 主机2启动时设定值约为110%当实际速度值达108.43%时,给定反向为-110%,当实际速度值降低到86.01%时,给定恢复110%。当主机2进入正常剪切后力矩值在上升至约18.82%和下降到约7.78%做周期性变化,电流稳定在约33%,当剪切时上升至约35.69%。转速的约为3288ms,约为6888ms,超调量约为10.47%,电流的约为850ms,约为2850ms,超调量约为50%。当主刀旋转一周及剪切钢板时,负载扰动使转速电流值出现波动,其速度偏差约为2.02%,电流偏差约为2.81%,转速给定值在正负110%二值之间变化,速度调节器始终处于饱和状态。速度实际值运行比较平稳,当负载变化时能很快调节回稳态值,说明其抗扰动能力强。
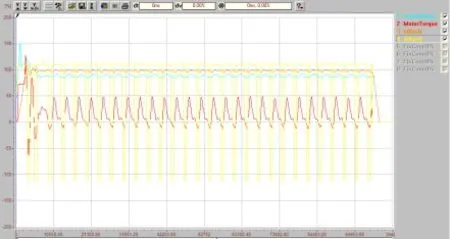
图3 2#主机曲线图
3 结语
本文介绍了双边剪主机一主三从的主从控制方式,主机逆变回路构成、主从参数设置,传动装置调试及运行曲线的抓取,并以双边剪一号二号主机运行曲线图为例对运行曲线进行分析说明。
