基于PLC的脚轮轴承自动装配机及控制系统设计
2019-07-22尹凌鹏殷小亮邓玉娟郑丽文张新星
尹凌鹏,殷小亮,邓玉娟,郑丽文,张新星
(1.衢州职业技术学院,浙江 衢州 324000;2.嘉兴学院,浙江 嘉兴 314000)
脚轮在工业搬运、医疗器械及日常生活中应用广泛,据《2017—2023年中国脚轮行业产销态势及调查报告》显示,2016—2017年我国脚轮行业需求量约81.92亿个,行业销售市场规模约241.63亿元,同比(181.82亿元)增长了32.9%[1]。脚轮行业市场需求在不断增大,但是目前脚轮生产大多采用手工或半自动化的组装方式,特别是脚轮中心轴承的装配过程最为繁琐,需要使用相应的工具进行人工组装,效率低[2]。因此,设计了一种新型脚轮轴承自动装配设备,以代替人工完成轴承装配,包括自动入料、装配、出料的整个工艺过程。
1 脚轮结构及脚轮轴承
脚轮包括活动型脚轮和固定型脚轮2种,主要由支架和单轮构成(图1)。单轮装在支架上,支架上预留有若干安装孔,通过螺钉等使支架与设备相连接,脚轮通常安装在设备底部,实现设备的灵活移动。
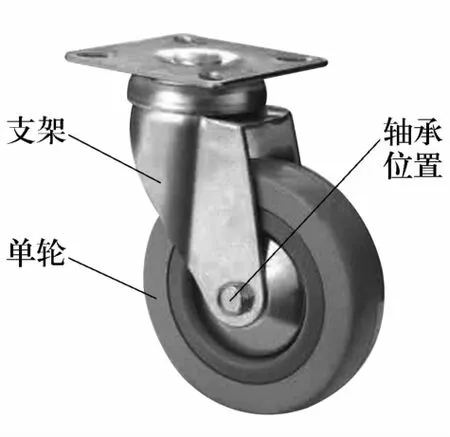
图1 脚轮结构Fig.1 Structure of caster
脚轮轴承(图2)安装于单轮的轴承孔中,轴承与轴承座为过盈配合。一个单轮的轴承孔中可安装2套并列的轴承。内圈为轴状,2套轴承通常用挤压的方式从两侧压入单轮中心孔中,轴承装入后两内圈正好相抵,以防止脚轮工作时轴承偏斜。

图2 脚轮轴承剖面图Fig.2 Profile of caster bearing
2 自动装配机硬件
2.1 装配机结构设计
设计的轴承自动装配机结构如图3所示,主要由单轮送料机构、轴承送料机构及安装机构3个部分组成。单轮送料机构主要将单轮送入安装位,通过振动盘将待安装单轮送入单轮导轨,传感器检测安装位有无单轮存在,如果没有,则由气缸控制单轮进入单轮安装位。轴承送料机构为对称的两部分,每部分分别输送一套轴承进入安装位,传感器检测轴承安装位有无轴承存在,如果没有,则由气缸控制轴承进入轴承安装位。轴承和单轮都到达预置位置后,驱动同步液压缸将轴承压入单轮轴承座内。待液压缸缩回杆到位后,气缸将安装完成的单轮从单轮安装位推出,单轮轴承安装完成,进入下一个循环。

图3 轴承自动装配机结构图Fig.3 Structure diagram of automatic assembly machine for bearing
2.2 PLC控制系统硬件设计
根据控制需要,设计装配机控制系统硬件如图4所示。设计PLC的输入点数为24点,包括液压缸动作限位开关(4点)、有无轴承供料检测(2点)、有无单轮供料检测(1点)、轴承及单轮安装位检测(3点)、气缸动作限位(6点)、系统开关(2点);设计PLC的输出点数为11点,包括振动盘控制(2点)、液压缸的电磁阀控制(2点)、物料控制气缸电磁阀控制(6点)、推单轮气缸电磁阀控制(1点)。
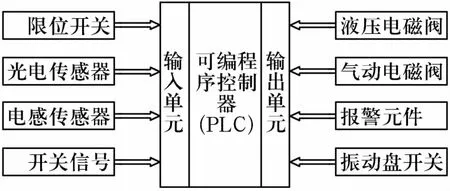
图4 装配机控制系统硬件Fig.4 Hardware of control system for assembly machine
控制器选用S7-200系列CPU226XP CN机型,该PLC的I/O点分配为18输入、11输出,可以满足所设计控制系统的要求[3]。PLC的输入、输出分配见表1。

表1 输入、输出控制信号地址分配Tab.1 Address allocation of input and output control signals
3 控制系统设计
系统通过PLC实现信号检测及动作控制,自动装配控制系统流程如图5所示。系统启动后,单轮及轴承供料振动盘同时开始振动、输送物料,当物料输送至检测位置时,检测传感器产生信号,PLC控制振动盘停止输送物料,完成送料动作,若物料缺少,检测传感器产生信号,PLC控制振动盘继续送料。同时,通过2个气缸控制单个物料进入安装位,单轮输送轨道中,前一个气缸推出用于挡住单轮,防止多个单轮进入安装位,待后一个气缸阻挡住后续单轮后,前一个气缸才缩回,让单个单轮进入安装位;轴承送料设计思路相同。单轮进入安装位后,检测传感器(光电开关)产生信号,轴承进入2个安装位后,检测传感器(电感式接近开关)产生信号,PLC同时接收到安装位的3个信号后,控制液压缸推出到位,将轴承压入单轮中心孔,液压缸缩回到位后,单轮安装位下方的气缸推出,将安装完成的单轮推出安装位,轴承安装过程完成[4-5]。
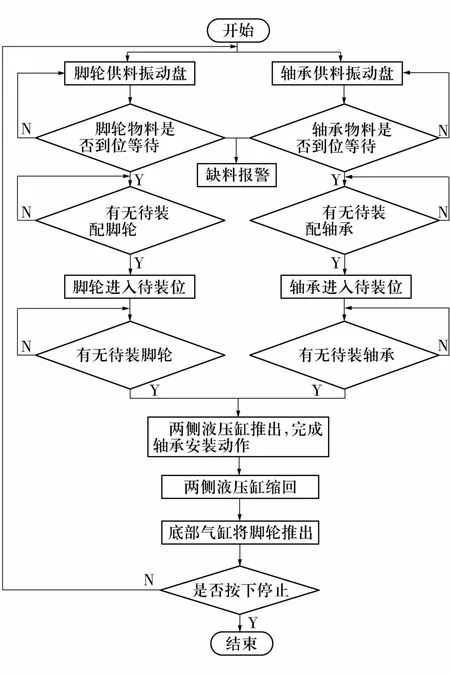
图5 控制系统流程图Fig.5 Flow chart of control system
工作中,若送料5 min以上轨道物料检测传感器还未检测到物料,PLC将控制报警信号灯报警缺料;PLC在控制液压缸推出之前须保证单轮安装位的传感器和2套轴承安装位的传感器都有信号,否则不执行装配操作;装配完成的单轮被推出安装位2 s后,PLC将控制物料进入安装位;按下停止按钮,系统停止。
PLC控制程序按照I/O地址分配进行设计,使用中间继电器(M)来保存中间状态,通过传感器信号来回馈动作的执行情况,通过上升沿触发信号来传递状态。PLC主程序根据程序流程图设计,主程序部分片段如图6所示。
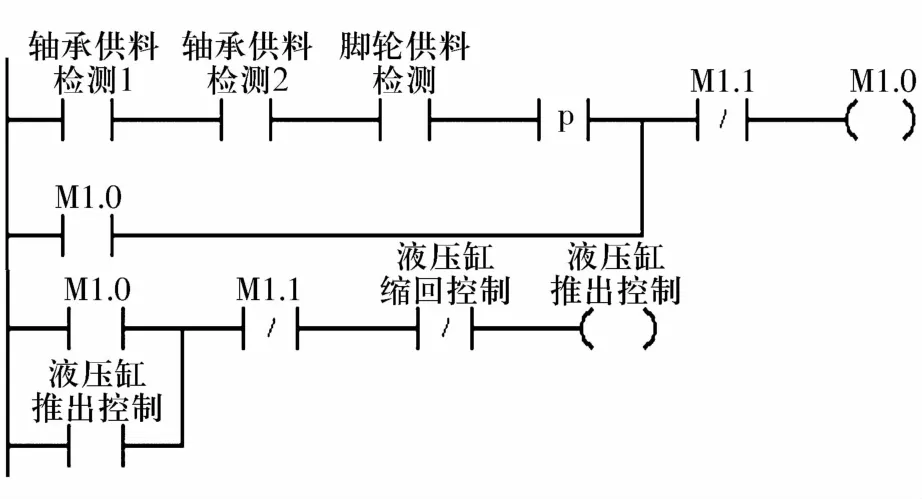
图6 PLC梯形图主程序片段Fig.6 Ladder diagram of PLC main program fragment
4 结束语
针对脚轮中轴承安装工序设计了脚轮轴承自动装配机构,并基于西门子PLC设计了其控制系统。该轴承自动装配机经实际检验,效果良好,已经投入实际生产应用。解决了原来需要人工操作安装的过程,实现了装配工艺的自动化,效率提高70%以上,大大节约了人力成本,而且自动装配机成本低,可推广性强,对于进一步实现脚轮全自动装配具有一定的实际意义。
