镀锌板个性化生产技术研究
2019-07-22杨松坡李庆方
杨松坡,孙 炬,李庆方
(河钢集团邯钢公司邯宝冷轧厂镀锌车间,河北 邯郸 056000)
不同电气企业根据其产品生产工艺特点,对镀锌板的处理方式也不一样,有的涂油处理,进行冲压成形后进行喷漆处理;有的钝化处理,简单冲压成形后直接使用[1]。
涂油处理时,要求带钢表面具有一定的储存能力,即带钢表面具有一定的粗糙度,用于储存油品。
而生产钝化产品时,这些带钢表面的粗糙度会显著提高钝化膜的厚度,导致润滑性能很差,在冲压成形时容易脱落,不仅影响带钢的成形性能,脱落的钝化膜和锌层还污染磨具,影响其使用。
由于存在这些成形工艺的差别,如果钢铁企业不进行差异化处理,就无法满足电气企业的生产要求,逐步地被市场所淘汰。
1 个性化生产方案的制定
经过近两年的摸索和生产经验积累,以及客户反映的使用情况,决定从以下两个方面入手。
(1)带钢表面粗糙度个性化控制,保证涂油产品冲压性能。
(2)消除带钢表面的“微缺陷”,如表面锌渣、小皱纹等,开发润滑性钝化产品。
2 个性化生产方案的实施
2.1 带钢表面粗糙度优化
热镀锌板,其表面粗糙度是由光整机工作辊的粗糙度复制过来的。在生产线投产初期,对工作辊及带钢表面粗糙度的复制规律经验不多,也不太关注粗糙度方面的要求,带钢表面粗糙度一直维持在0.5μm~0.8μm之间,无法满足涂油产品的生产要求。
为了满足涂油产品生产要求,结合现场生产实际情况,以及对工作辊和带钢表面粗糙度跟踪测量可得出,粗糙度的复制效率为40%~45%。
根据这一规律,我们将工作辊粗糙度设定为2.5μm~3.0μm,波动范围为±0.05μm,经过光整后,带钢表面粗糙度为1.0μm~1.5μm,很好地满足了涂油产品对镀锌基板表面粗糙度的要求。
2.2 全无铬钝化产品开发与应用
全无铬钝化产品是镀锌板表面涂敷一层无色透明的有机钝化膜,在冲压成形过程中,起到润滑作用。同时,无色透明的有机钝化膜就如同一面镜子将钢板表面上细小的凸凹缺陷显现出来,因此在生产过程中要采用措施避免锌渣、小皱纹等缺陷的产生。
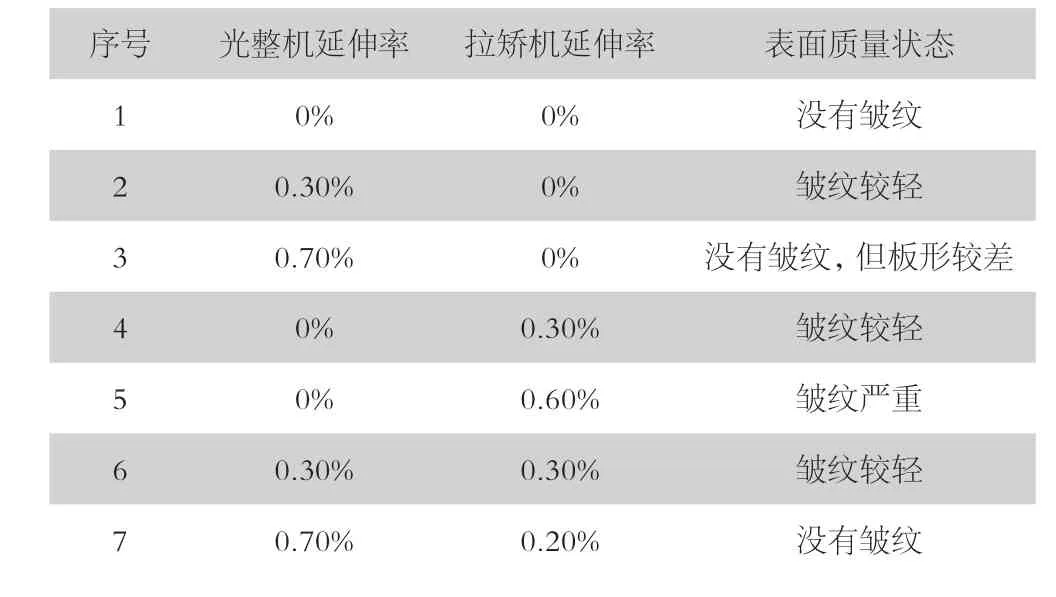
表1 不同光整、拉矫延伸率参数下表面皱纹情况
(1)优化光整拉矫延伸率参数控制,消除镀锌板表面小皱纹等缺陷。
热镀锌全无铬钝化产品的表面云小皱纹与钢板的轧制方向垂直,在钢板上连续分布。经过现场生产实践发现,较大的光整机延伸率可有效消除小皱纹缺陷。最终确定将光整机延伸率设在0.6%~0.9%之间,拉矫机延伸率为0.2%(用于保持板形),很好地消除了镀锌表面小皱纹缺陷,提高了无铬钝化皮膜的均匀性。
(2)优化锌锅锌液成分,消除锌粒、锌渣等表面缺陷。
在实际生产过程中,锌渣的形成是不可避免的,只能减少其数量和粒度,减少其附着在带钢上的机会。为避免锌渣缺陷,对锌液成份的控制进行了以下几方面优化工作。
优化锌液成份:从铝含量控制、铝计算方法、锌渣成分、加入锌锭种类等方面入手,制作了可根据生产计划计算得出不同种类的锌锭加入组合的自动化程序,实现锌锅铝含量在目标值±0.015%范围内精确控制的目标。保证了无锌花产品锌锅锌液成份的稳定,减少了锌渣缺陷的产生。
制定了现场锌渣捞取管理规定和看板。规范锌渣的捞取,采取勤扒少捞,捞取时多等待,防止捞取纯锌液造成锌损耗,制作了专用的捞锌渣工具方便使用在减轻捞渣工人强度的前提下,保证了捞渣效果。
规范工艺标准化控制,主要是不同带钢入锌锅时,带钢的温度要求进行插一护控制,防止由于温度不匹配造成的基板铁损并影响锌锅内Fe含量。
3 结论
(1)通过优化光整机轧制控制,使带钢表面粗糙度控制在1.0μm~1.4μm,提高了润滑油利用效率,从而提高钢种的冲压性能。
(2)通过改善光整机、拉矫机延伸率控制方案以及锌锅锌液成分的精确控制,消除带钢表面小皱纹、锌粒等缺陷,提高了全无铬钝化板表面质量。
电气设备板的个性化生产为国内一流电气生产公司提供了更多选择,使其提高对电气设备板订货提供了可靠保证,这不仅提高了钢厂整体产品形象,同时也将成为钢厂一个新的效益增长点。