建筑结构中不锈钢TIG焊组织性能研究
2019-07-19尹小林
尹小林
(攀枝花天誉工程检测有限公司, 四川攀枝花 617000)
不锈钢结构具有造型美观、易于维护、生命周期长、成本低等优点,能够循环利用,简单方便,有利于可持续发展,因此不锈钢在建筑结构中也有很好的发展前景。
目前国内在不锈钢焊接工艺中大部分都是采用纯氩气保护,这种方法对于焊接比较薄的不锈钢工件可以达到满意效果,但对于较厚的工件达不到理想效果[1]。研究氩氢混合气体代替纯氩气作为保护气体,可以有效解决这一问题,拓宽要使用TIG焊接的工件的厚度上限,减少开坡口的复杂程序,大大节省时间,提高生产效率。
1 研究内容
304不锈钢属于奥氏体不锈钢,碳含量小于0.08 %,铬含量为19 %左右,镍含量为9 %左右,其中的硫磷等有害元素含量极低。在焊接304不锈钢时,熔池的热传导速率明显要低于碳钢,焊接先产生的熔池对后焊的母材有明显的预热作用,在相同的焊接参数下,不锈钢的母材比碳钢的熔化速度要快得多,只有通过合理的控制焊接参数和改进焊接工艺才能得到既美观又优质的焊缝。由于不锈钢的热膨胀系数大,因此焊接时板材板材变形量大的问题不可忽略[2]。
由于焊前清理、焊接参数、焊后处理等多种因素的影响,焊接接头处的组织可能有很大变化,进而影响焊缝的美观和质量。鉴于此,本文主要研究建筑结构中不同比例的氩氢混合气体对304不锈钢板TIG焊接接头组织性能的影响。研究内容如下:
(1)分析混合气体对焊缝成形的影响及其原因,确定一组适合于焊接4mm厚的304不锈钢的焊接参数。
(2)以304不锈钢TIG焊的焊接接头为研究对象,宏观观察不同比例的氩氢混合气体对304不锈钢焊缝形貌和宽度的影响。
(3)将不锈钢焊缝接头处切下小块,制成试样,抛光腐蚀放在金相显微镜下观察显微组织的不同,分析不同保护气体对焊接接头的影响。
2 试验过程
2.1 试验系统搭建
本试验使用YC-300WX4N型TIG焊机、半自动焊接小车、气体混合配比器、氩气减压器、氢气减压器、氩气氢气各一罐、皮管数根及卡箍多个等搭建一个焊接试验系统,来完成此次焊接试验。
试验的原材料为普通的4mm厚的304不锈钢板,并使用与母材为同种材料的2mm直径的不锈钢焊丝进行填充。
2.2 试验方法
首先将母材在切割机上切成150mm×150mm的小块,并清理干净,然后用砂纸清除掉试板上的氧化膜。
本试验TIG焊使用直流正接(母材接正极,钨极接负极)的方法,这样做是因为负极温度低,可以防止钨极受热熔化,同时正极温度高,可以更快更好地使母材熔化,更容易焊接[3]。焊接电流选为120A,焊接速度为100mm/min,气体流量为15L/min,选择钨丝直径为2.4mm,钨极伸出长度为2mm,喷嘴与工件距离为6mm。然后分别使用纯氩、含氢量为2 %、4 %、7 %和10 %的氩氢混合气体作为焊接保护气体进行焊接,得到试验所需要的焊缝。
2.3 显微组织观察
将TIG焊后的不锈钢板分别从焊缝中间位置切割出10mm×5mm的小试样,同时切割出一块同样尺寸的母材试样做对比。把五个小试样镶嵌起来进行打磨、抛光、腐蚀,然后使用金相显微镜观察其组织结构。
3 焊缝接头观察与分析
3.1 焊缝接头宏观观察
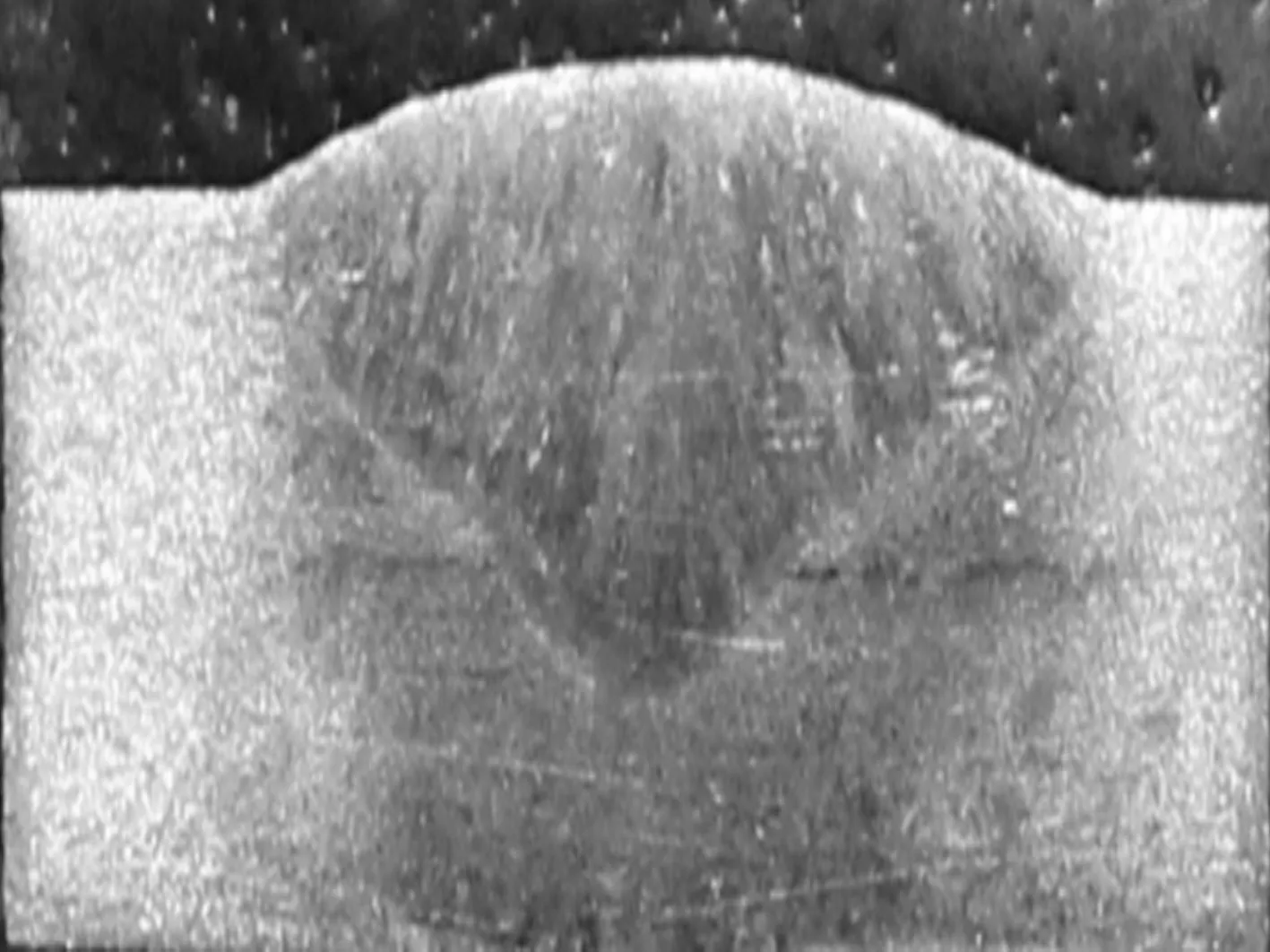
焊缝宏观组织见图1。
通过对焊缝宏观组织图进行对比,可以看出焊接保护气体纯氩与不同比例的氩氢混合气体在同样焊接参数条件下的所得焊缝之间有很大差别。从熔宽上看,只用氩气作保护气体的焊缝宽度比用氩氢混合气体作保护气体的焊缝宽度宽,当氢的含量增加时,熔宽由窄变宽,其中用Ar+7 %H2混合气体作保护气的熔宽最窄;从焊缝颜色上看,用氩氢气体作保护气体的焊缝颜色主要为金黄色和紫红色,而只用氩气作保护气体的焊缝颜色主要是深红色或黑色;从热影响区看,只用氩气作保护气体的焊缝热影响区比用氩氢混合气体作保护气体的焊缝热影响区宽。从熔深上看,只用氩气作保护气体的熔池深度比用氩氢作保护气体的熔池深度浅,当氢的含量增加时,熔池深度由深变浅,其中Ar+7 %H2混合气体作保护气体的熔池深度最深。
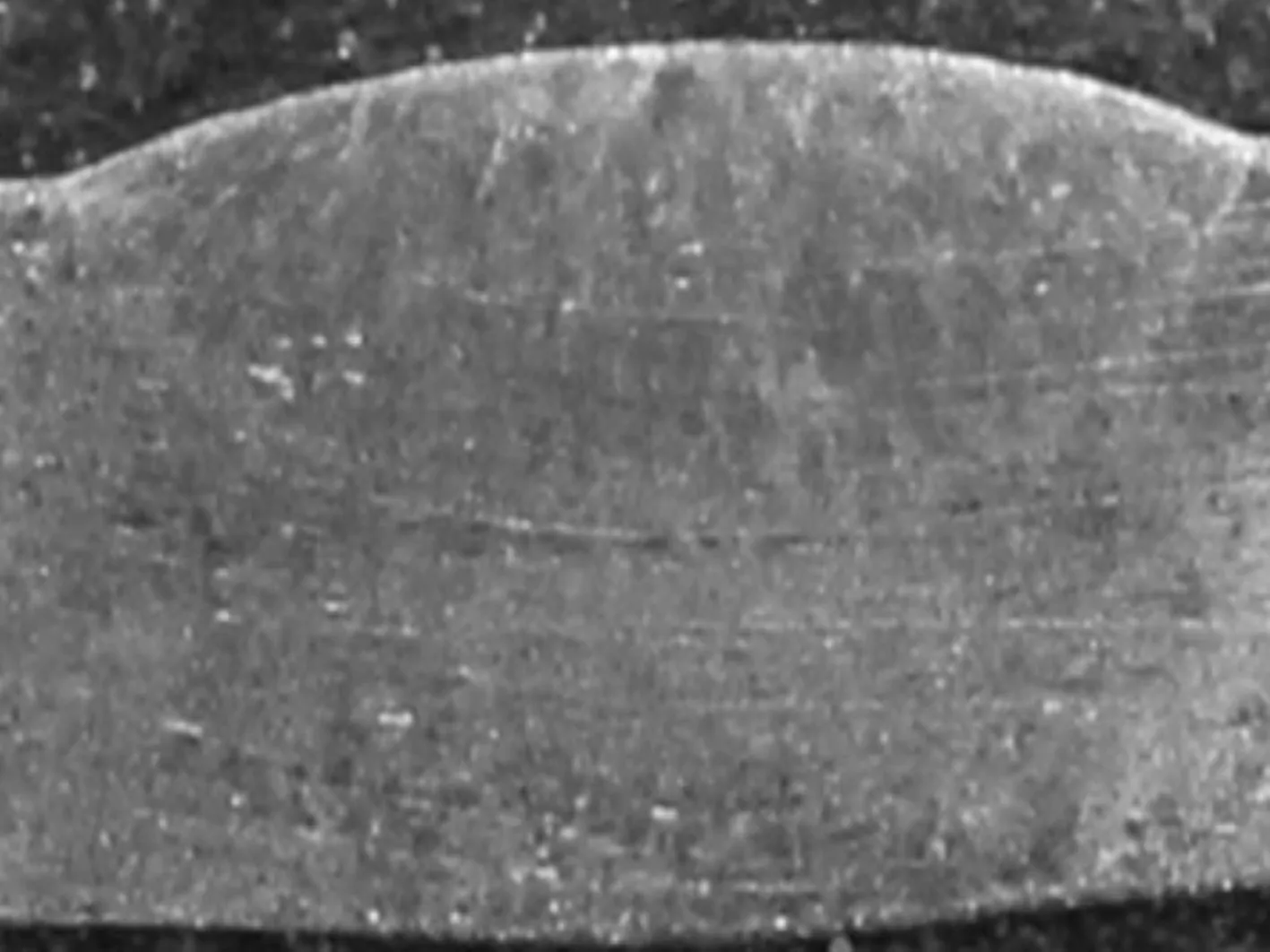
(a)焊接保护气体Ar

(b)焊接保护气体Ar+2%H2

(c)焊接保护气体Ar+4%H2

(d)焊接保护气体Ar+7%H2
(e)焊接保护气体Ar+10%H2图1 焊缝熔池观察
3.2 焊缝接头微观组织观察
此次试验在显微镜下观察了304不锈钢在不同的保护气体下的焊接接头区域的显微组织。焊接接头包括焊缝区、熔合区、热影响区(图2)[4]。

图2 焊接接头组成示意
304不锈钢焊接接头的显微组织中相的组成,在不同的焊接工艺条件下都是相似的,都是由黑色的铁素体和白色的奥氏体组成[5]。但由于保护气体的不同,因此焊接接头中的晶粒尺寸也会不同。
3.2.1 焊缝区微观组织
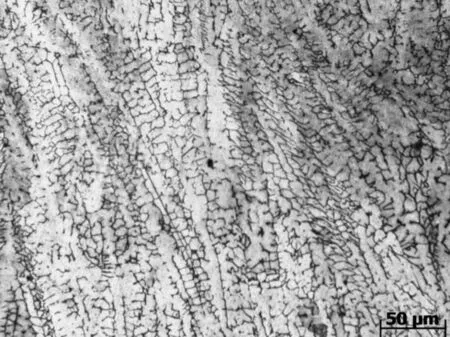
焊缝区微观组织见图3。
通过对显微组织图进行对比,可以看出当使用氩氢混合气体作保护气体时焊缝区的铁素体较使用纯氩作保护气体的焊缝区处要少,根据理论对比分析知,由于使用氩氢混合气体作保护气体时焊缝区的温度比使用纯氩作保护气体时的焊缝区要高,热输入也高,且冷却所需要的时间更长,铁素体转变为奥氏体的效率更高,时间更久,因此其铁素体要少些。且在当氢气比例为7 %时晶粒更加细小。
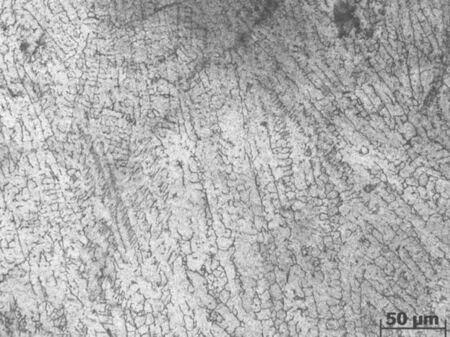
(a)焊接保护气体Ar

(b)焊接保护气体Ar+2%H2
(c)焊接保护气体Ar+4%H2...

(d)焊接保护气体Ar+7%H2
(e)焊接保护气体Ar+10%H2图3 焊缝区微观组织
3.2.2 熔合区微观组织
熔合区微观组织见图4。
通过对显微组织图进行对比,可以看出在使用纯氩做保护气体的焊接条件下,不锈钢试样熔合区的组织明显粗大,而且熔合线右侧焊缝区形成了比较粗大的奥氏体柱状晶;而在氩氢混合气体作保护气体的焊接条件下,不锈钢试样熔合区的组织较为细小,其中含氢量为7 %时最为细小。而且在焊缝区出现了比较密集的铁素体,出现此现状的原因是由于热输入较高。而且有研究表明,在TIG焊的条件下,随着热输入量的进一步增大,熔合区的熔合线会更加明显,这是由于冷却速度变快造成的,随着热输入量的不断增加,在母材附近的热影响区内奥氏体晶粒会有明显的长大迹象。

(a)焊接保护气体Ar

(b)焊接保护气体Ar+2%H2

(c)焊接保护气体Ar+4%H2

(d)焊接保护气体Ar+7%H2

(e)焊接保护气体Ar+10%H2图4 熔合区微观组织
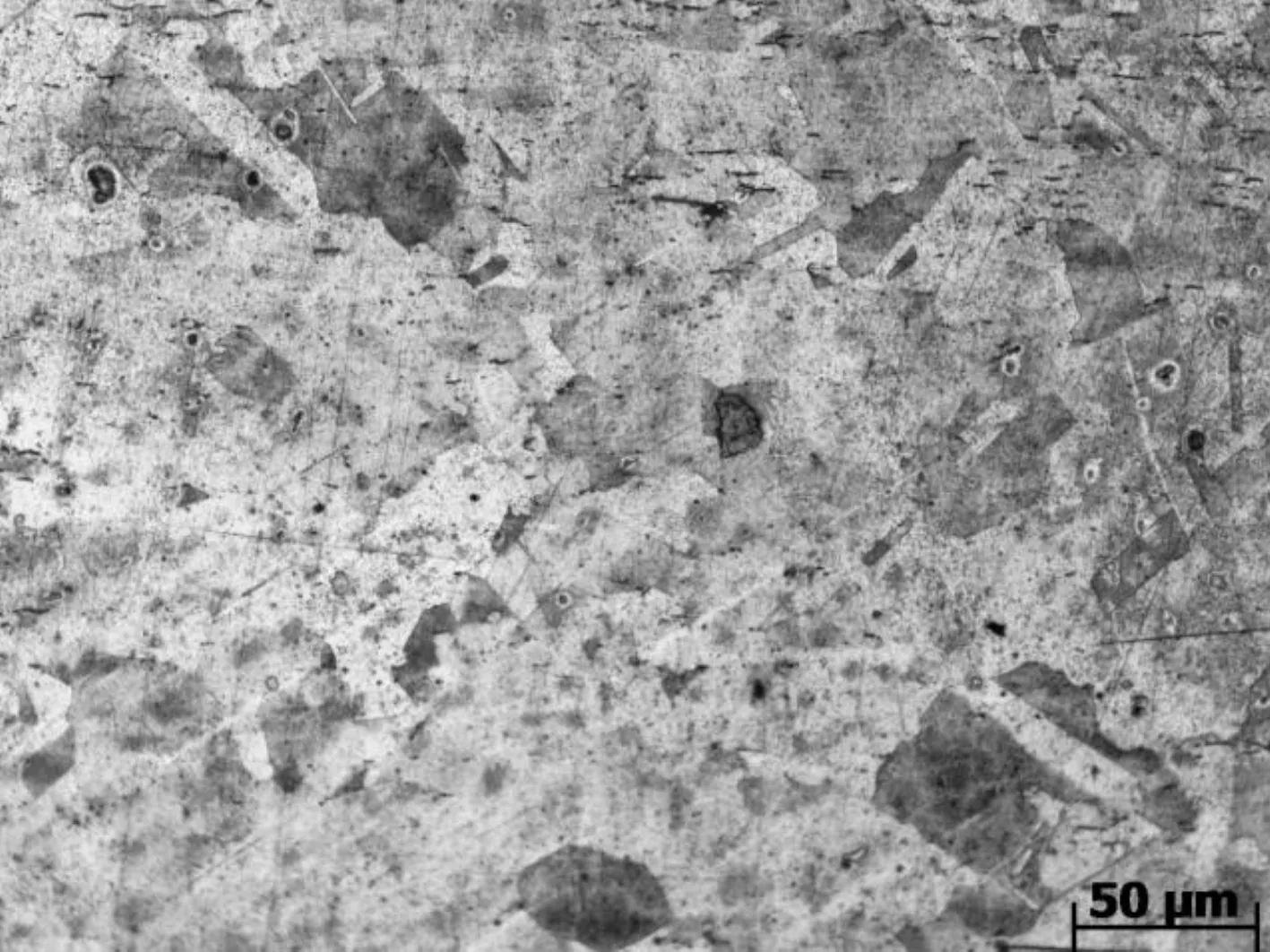
3.2.3 焊缝接头热影响区观察
焊缝热影响区微观组织见图5。

(a)焊接保护气体Ar
(b)焊接保护气体Ar+2%H2

(c)焊接保护气体Ar+4%H2

(d)焊接保护气体Ar+7%H2

(e)焊接保护气体Ar+10%H2图5 热影响区微观组织
通过对显微组织图进行对比,可以看出使用氩氢混合气体作保护气体时由于焊接热输入高,它的晶粒尺寸要比使用纯氩作保护气体时大,且由于该热影响区受高温影响的时间较长,使其中的铁素体转化为灰白色的奥氏体。但仍有大量的黑色铁素体的存在,其中氢含量为7 %时最为明显。
4 结论
(1)当焊接板厚为4mm的304不锈钢板时,最合适的焊接参数为焊接电流选为120A,焊接速度为100mm/min,选择含氢量为7 %的氩氢混合气体,气体流量为15L/min,选择钨丝直径为2.4mm,钨极伸出长度为2mm,喷嘴与工件距离为6mm。
(2)使用氩氢混合气体作保护气体焊接不锈钢时,只用氩气作保护气体的焊缝宽度比用氩氢混合气体作保护气体的焊缝宽度宽,当氢的含量增加时,熔宽由窄变宽,其中用Ar+7 %H2混合气体作保护气体的熔宽最窄。
(3)使用氩氢混合气体作保护气体焊接不锈钢时,只用氩气作保护气体的熔池深度比用氩氢作保护气体的熔池深度浅,当氢的含量增加时,熔池深度由深变浅,其中Ar+7 %H2混合气体作保护气体的熔池深度最深。
(4)304不锈钢焊接接头的显微组织中物相的组成,在不同的保护气体焊接条件下都是相似的,都是由黑色的铁素体和白色的奥氏体组成。但由于焊接保护气体的不同,焊接热输入量不同,焊接接头中各自的晶粒尺寸也有所不同,由此表现出的组织形态也有所差异。当使用含氢量为7 %时晶粒相对细小,铁素体含量相对较多,使其有较好的耐应力腐蚀性能。
