工业厂房预埋螺栓的精准安装施工技术
2019-07-19卢华林
卢华林, 刘 劲
(中国五冶集团有限公司, 四川成都 614000)
1 工程概况
某工业厂房为单层门式轻钢结构,长210m,宽200m,总建筑面积42 000m2,合同工期180d,共384个混凝土独立基础,通过预埋螺栓连接上部型钢柱。预埋螺栓精度要求较高,水平误差3mm,标高5mm,垂直度偏差L/500,如何快速、精确地安装预埋螺栓成了本项目的施工重点。本文以此工程为例,介绍预埋螺栓安装的施工工艺与质量控制。
2 工艺原理
基于模块化施工理念,将预埋螺栓按图纸中对应钢柱进行分组,制作预埋螺栓模具,并将其加固预制成组,再采用吊装预埋螺栓组件,使用经纬仪、全站仪精确调整后将其与基础钢筋焊接固定,再安装模板,一次浇筑成型。
(1)采用定型钢板、螺帽、钢筋等固定预埋螺栓,将其有效可靠连接,螺栓相互之间的标高和轴线偏差得到控制。
(2)安装前每个基础上预埋螺栓组的轴线标高均已固定,安装时只需考虑整体和独立基础间的轴线与标高控制问题,大大减少了工序环节,缩短安装时间,同时确保了每个螺栓间的偏差,提高了安装质量,有效地保证了工期。
3 施工工艺
施工工艺流程见图1。

图1 工艺流程
3.1 施工准备
3.1.1 螺栓分组及模具制作
(1)在专门的制作场地中,将预埋螺栓按施工图纸中钢柱对应的型号、根数进行分组,分别放置于安装场地内不同位置,便于组对安装。
(2)准备两块5mm厚钢板,按螺栓中心距组对开孔,孔边距钢板边缘为50mm,孔径较螺栓略大0.5~1mm,并在钢板边缘刻画定位标线。
(3)采用角钢焊接一个强度、刚度及几何尺寸满足螺栓预制组装要求的矩形框架,在框架各立柱设两道可伸缩的定位卡口,将上述两块开孔钢板水平安放于置于矩形框架,调整定位标线与定位卡口重合,上下两块板距离约螺栓长度的1/2,并校对各孔口圆心上下垂直,保证多个螺栓在通过螺帽固定在上校对板上后不晃动,在对螺栓进行微调时,可从下校对板的多个方向进行调试,使得螺栓的支撑段与螺纹段始终保持垂直于水平面的状态,模具即安装完成(图2)。
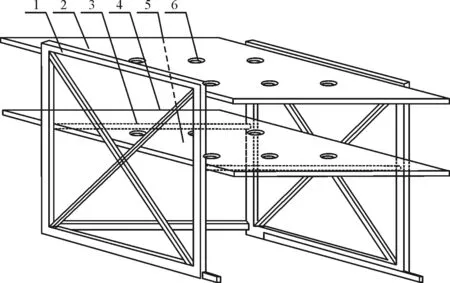
1-支承座、2-上校对板、3-支撑杆、4-上孔、5-下校对板、6-下孔图2 安装用模具
3.1.2 螺栓组对及加固
(1)将分组的螺栓依次穿过上、下校对板上与之对应的圆孔,通过螺帽将预埋螺栓固定在上校对板上,而预埋螺栓的支撑段部分则悬空,利用自重使其保证在竖直方向上垂直。
(2)利用废弃钢筋,在螺栓支撑段上部焊接矩形框架固定,在下部加设矩形辅助框架,矩形辅助框架的两个对角线位置分别设置有连杆,多个螺杆均匀焊接在矩形辅助框架的两个短边内侧。两排螺杆的支撑段分别与矩形框架的两个短边内侧壁焊接,加强杆一端与矩形框架的长边内侧壁焊接,另一端与矩形框架的短边内侧壁焊接,且多个加强杆合围构成多个三角形框架。
(3)焊接牢固后,取下螺帽,依次将上校对板,下校对板从模具上取出,使得螺栓组件下落至地面,将矩形钢架移开,即完成螺栓组对加固(图3)。
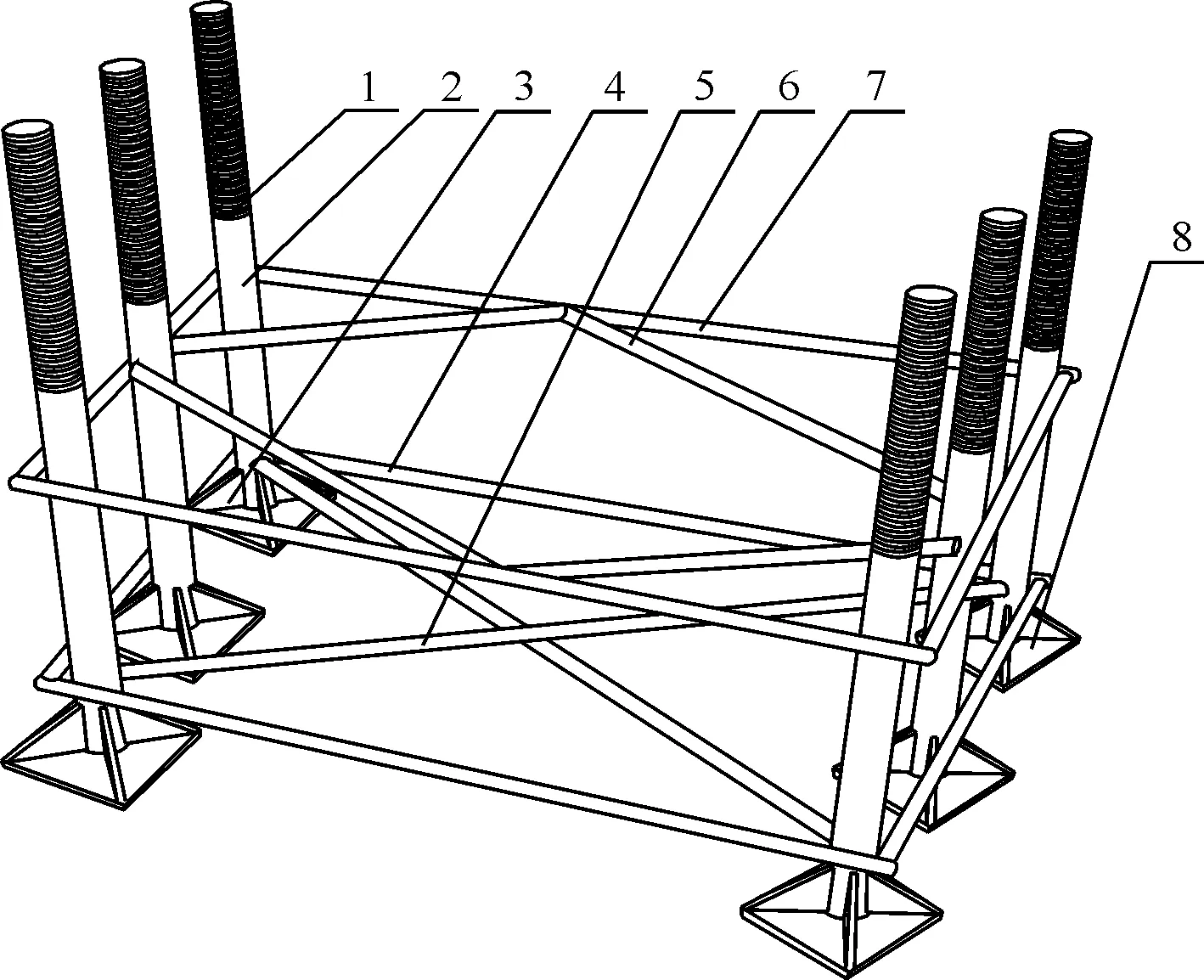
1-螺栓螺纹段、2-螺栓支撑段、3-加劲板、4-辅助杆、5-连杆、6-加强杆、7-吊装杆、8-底板图3 螺栓组件
(4)在辅助框架水平杆对应轴线的位置用红油漆进行标记,为后续的吊装工作提供便利。同时,用胶带对螺栓螺纹进行包裹,防止后续施工对螺纹造成损伤。
3.2 基础钢筋绑扎
在螺栓组对加固同时,将基础短柱钢筋外箍及预埋螺栓下部箍筋绑扎完成。
3.3 确定螺栓组标高及中心点位置
(1)在纵向轴线基准点架设全站仪,设置轴线两端控制点,并每隔25m设置一个控制桩,用来检测轴线位置;同时分别在轴线两端设置花篮螺栓,采用拉通长钢线的方式,将纵向中心线贯通,然后用同样的方法将横向轴线贯通,再分配至每个螺栓组。螺栓组之间均采用复核对角线的方式,核对每个螺栓组定位线,将螺栓组纵横中心线误差控制在0.5mm内。
(2)定位螺栓组安装水平面位置后,用水准仪标记出螺栓组安装标高,并将螺栓组四个角上的螺栓对应的标高位置使用红色胶带标记在短柱钢筋框架上,标记好后在附近至少另外选取两个标高控制点,对标记好的标高进行复测,以保证后续工作的施工质量。
3.4 螺栓组吊装落位
由于固定螺栓组用钢筋刚度足够,故可直接在辅助矩形框架吊装杆上采用三个吊点吊装预埋螺栓组就位。吊装时,在纵横两根轴线上各架设一台经纬仪,校对轴线与辅助框架水平杆上的标记是否对应重合。此外,在安装现场就近架设一台水准仪,随时检测螺栓组的标高。
3.5 剩余箍筋安装
按图纸要求安装完成螺栓组底部以上剩余箍筋内箍,并检查是否符合规范要求。
3.6 对吊装完成的螺栓组的标高、中心位置进行复测
(1)在混凝土浇筑前,组织测量人员对已就位的螺栓组进行复核。首先校对螺栓组纵横中心点位置,在纵、横轴线端点处分别架设一台经纬仪,结合控制桩和辅助框架上水平杆上的标记,形成“三点一线”。
(2)使用水平尺校对螺栓是否保持在同一水平面,使用激光铅直仪对螺栓垂直度进行复查。
(3)在离安装现场较近处架设一台水准仪,参照准备好的标高控制点,对螺栓组的标高进行复测,每个螺栓组四个角上的螺栓均需测量,同时多个控制点相互复核,以保证螺栓组标高符合设计要求。
(4)螺栓组复测结果符合设计和规范要求,即为安装质量合格,若不符合,则应对螺栓组进行调整,并复查控制点,从中寻找误差并进行纠偏。
3.7 固定预埋螺栓组
用钢筋把预埋螺栓与基础短柱垂直方向主筋呈45 °~60 °角连接焊固,再在水平面上将矩形框架及辅助框架与基础主筋焊接成整体,以保证满足浇筑混凝土时受力的刚度和强度。
3.8 模板安装
在螺栓组件与基础钢筋焊接成整体后,进行模板安装,其内部不设置对拉螺杆,在模板外侧设置螺杆加固,避免钻孔导致螺栓组偏位;为加强模板刚度,避免胀模,进行力学计算后加设钢管斜撑。
3.9 基础短柱混凝土浇筑
浇筑基础短柱混凝土时从两边对向浇筑,机具不能碰触预埋螺栓及连接焊固的钢筋,以免预埋螺栓产生位移。在浇筑混凝土时,套上母板固定好,用经纬仪和水平仪同时进行检测,如发现有位移现象要及时进行校正处理,保证混凝土终凝成型后预埋螺栓的位置、标高准确无误。
4 应用效果
通过工程实践,此方法成功节约人工约60个,节约成本约30万元,缩短关键线路工期15d。同时,该方法引用预组装结构的理念,有利于推进预制结构项目配套技术的研发,也能很好地满足节能工程的有关要求。
