智能仓储物流系统在电动重卡总装线的设计应用
2019-07-16郎新星
文/郎新星
一、项目背景
“工业4.0”、“中国制造2025”、“智能制造”等新兴理念正以前所未有的频率和强度冲击着各行各业。智能仓储物流系统作为“工业4.0”的核心组成部分,以及构建未来“智能工厂”的重要基石,在企业由“制造”向“智造”转变过程中发挥着举足轻重的作用,汽车工业作为制造业的典型代表同样无法避免进入这个转变浪潮。无论传统燃油汽车、电动汽车以及洁净燃料汽车的生产,都在由传统装配线向智能化柔性装配线转变。
案例项目是某新能源科技公司在常德建设以新能源重型卡车装配为主的生产试验基地,以改善管理系统、工艺系统、物流系统、质量控制系统为主的工艺工程。通过项目建设,实现单班年产3000辆纯电动重型卡车及1.5GWh动力电池生产能力,即12辆车/班/天。本文主要介绍5#厂房电动重型卡车总装配线中智能仓储物流系统的设计应用。

本项目利用立体库及垂直循环货柜储存货物,最大限度地利用空间,降低企业土地成本,减少由人工操作导致的货物破损或丢失造成的损失风险
二、项目难点
本项目智能仓储物流系统设计应用主要有以下难点:
1.电动重卡总装线所需物料种类复杂、数量多,部分物料需在多个工位使用。
2.物流管理涉及从来料接收、转码入库到出库配送的全流程。
3.智能物流系统直接与装配线装配工位配套,在物料分类存放、配送方式、配送节拍控制上均需精确到位,否则影响整条装配线的生产。
4.与企业MES对接,MES系统需要对仓储物流系统的实时数据、设备的实时状态进行在线监控管理。
本项目智能仓储物流系统设计需对该电动重卡装配线全部物料、装配工位进行分析,确定物料管理、配盘原则、配送节拍,选择对应的仓储、配送方式,定制专用的管理系统及信息接口,选配合适的硬件确保满足MES系统以及装配线的使用要求。
三、系统方案设计
1.物料分析
根据建设方所提供的产品构成和数据,如图1,电动重型卡车单车装配零部件166件,标准件1546件,共计1712件,其中需装配166件零部件以及34种1546件标准件。

根据产品装配工艺顺序及零部件参数,同时根据大件转运次数最小化、物料存储面积最小化等设计原则,所有物料按存储方式分为平库和立库两大类,按存储位置则分为6类,其中三电及管线配件等存储在立体库,标准件存储在垂直循环货柜,驾驶室车身等存储在平库。
2.工位分析
本项目装配线工位共有10个,工位顺序、工艺内容及工作节拍见表1。

表1:工位分析
3.硬件系统方案及流程
根据物料及工位分析内容,本仓储物流系统采用自动化立体库、平库、垂直循环货柜存储,输送线、AGV系统配送的基本原则, 设置钢结构立体货架1座,1个巷道,共252个货位,巷道堆垛机1台,出入库配套AGV系统。入出库输送系统1套,垂直循环货柜2台,AGV小车2台,计算机管理监控系统1套,主要包括立体库单元货物存储区、入出库作业区、AGV作业区。
(1)整体布局(见图2)
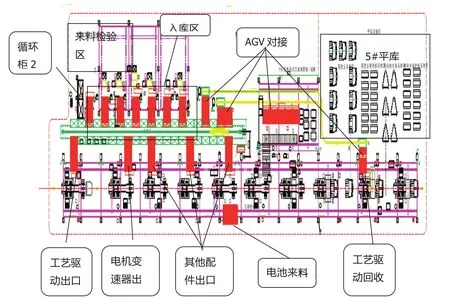
图2:硬件系统整体布局
(2)工艺流程
①来料入库流程(见图3)
②电机变速器及其他物资出库流程(见图4)
(3)效率核算
本项目自动化立库对应15个出入库口,按每个口在一个工作周期内工作2次,需要堆垛机作业30次。根据《有轨巷道式高层货架仓库 设计规范》 ZB J83 015-89 单循环作业时堆垛机平均作业周期如图5,取P1(1/5X,2/3Y)和P2(2/3X,1/5Y),即P1(9.6,5.7333) 和P2(32,1.72)两点作业的平均值。
P1点运行时间:TP1 = max{ Tp1x,Tp1y } =15.7491秒,
P2点运行时间:TP2 = max{ Tp2x,Tp2y } =23.9931秒,
堆垛机平均作业时间:
Td = Tz + 2ave {TP1 ,TP2} =27.2+2 × (15.7491+23.9931) ÷ 2 =66.9421秒 ≈1.1157分钟。
每小时的理论作业次数可以达到54次。按照本项目40分钟一个工作周期算,一个周期内可以作业36次,堆垛机机效率完全满足。
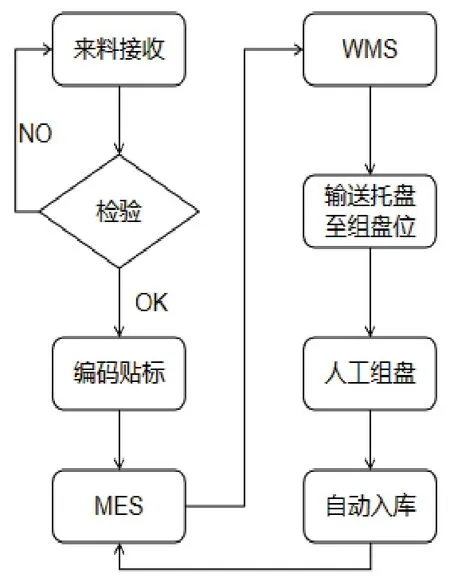
图3:来料入库流程
4.信息管理系统
根据与MES系统、建设方的充分沟通,结合对物料及工位需求的调研,本项目信息管理系统具备离线模式与在线模式,能够手动切换两种生产模式;在线模式为立库受MES系统数据交互控制,离线模式为立库脱离MES系统,能够独立正常入库和出库,保证生产的正常运行,与MES系统的数据交互采用中间表。信息管理系统分别对来料接收、合格品入库、标准件入库、批量出库、缺料呼叫、AGV调度等不同工作场景进行系统设计。
本仓储物流系统信息管理系统由WMS管理系统、采集系统、调度系统、监控系统、接口系统五部分组成。定制业务流程主要包括:待检物料的收货管理、物料检测合格后的入库管理、根据生产排产计划的出库管理、剩余物料的返库管理、AGV管理。
(1)管理系统功能说明
①接口系统负责与MES进行出入库数据对接。
②采集系统由操作员使用,进行货物的组盘、配盘入库、发货确认等数据采集操作。
③WMS管理系统由管理员使用,可以对用户进行增、删以及对使用者权限的管理分配;对堆垛机作业数据,对入出库单据数据的查询、管理;对立体库存信息进行查询修改。
④调度系统,负责调度设备运行以及单据库存数据更新。
⑤监控系统,负责监控设备运行状态,辅助操作员进行设备的管理。
这五个系统互相配合完成立体库的自动运行,其中操作员需要操作的就只有采集系统和WMS管理系统两个系统,其余三个系统在后台自动运行。系统功能关系图,如图6。

图4:电机变速器及其他物资出库流程
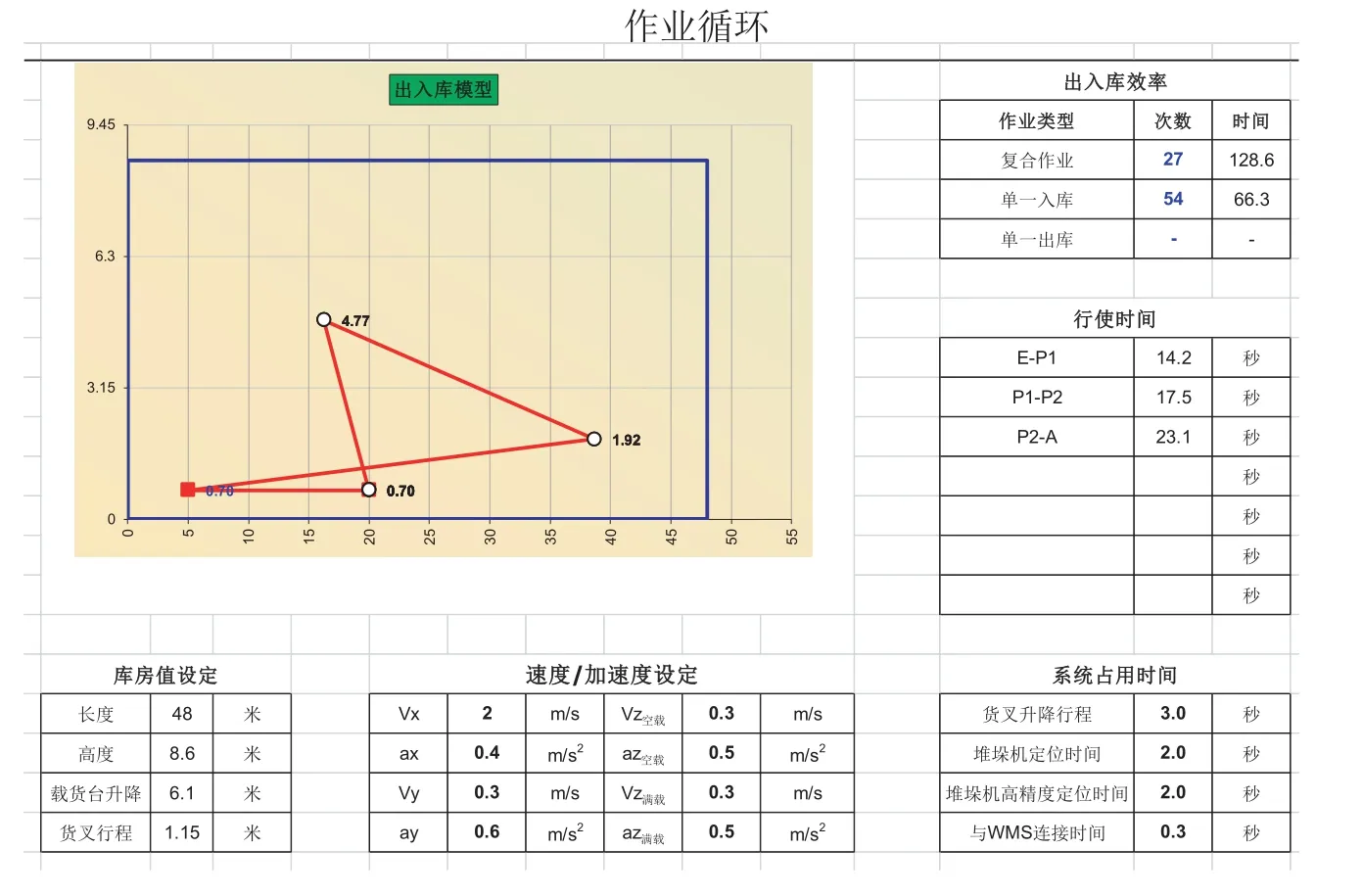
图5:单循环作业时堆垛机平均作业周期
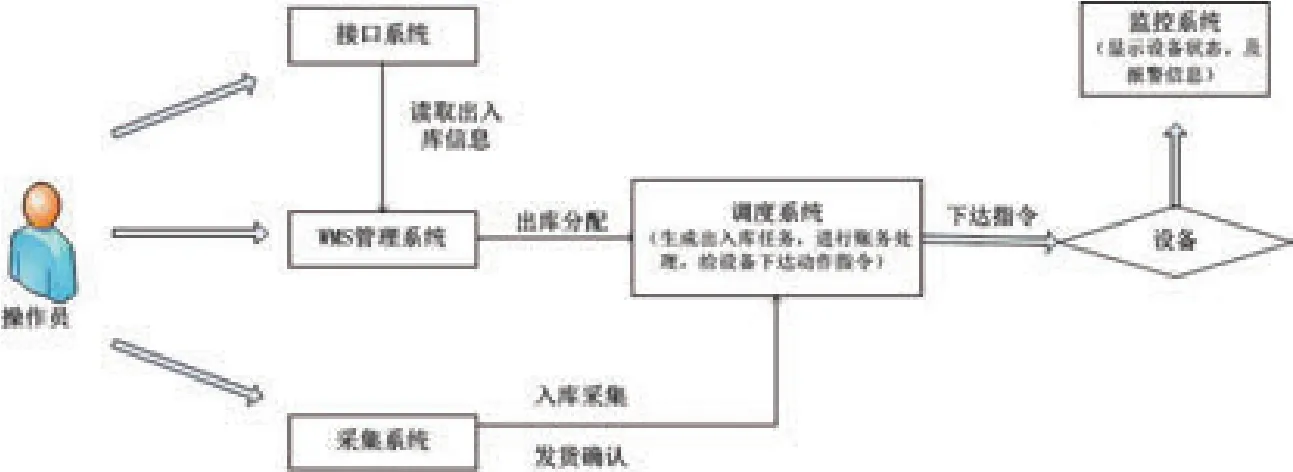
图6:系统功能关系图
(2)业务流程说明
①待检物料的收货管理
物料卸货完成后,采用PDA采集物料信息,选择、扫描或输入物料编码、数量,粘贴收货标签,将数据保存提交至MES。
②出入库管理
根据物料的不同分别进行出入库管理,物料根据分类分别存放于5#车间平库、8#车间平库、5#车间立体库、5#车间循环柜库中,存放于立体库中的物料需要托盘或料箱作为载体,载体需要张贴一维条码,以字母(1位)+数字(7位)的格式生成,托盘以“T”作为首字母,料箱以“L”作为首字母。所有收货后的物料需要检测合格后方可入库。
③返库管理
对于按生产排产计划已经出库到装配工位的物料,由于修改生产计划或其它原因终止装配时,需要将剩余的物料进行返库。平库及循环柜区域重新进行入库即可,立库区域可利用PDA进行物料和托盘信息的采集,从装配工位辊道入库即可。
④AGV管理
对AGV动作、状态进行实时监控管理。AGV工作流程,如图7。
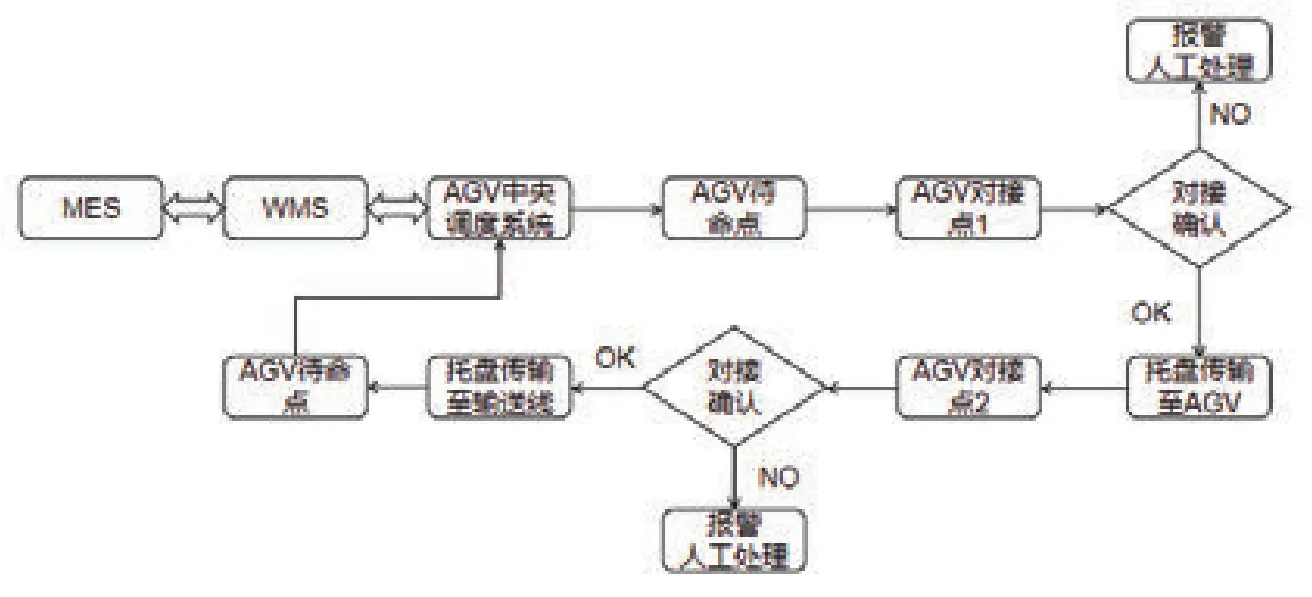
图7:AGV工作流程
四、结论
本项目中,仓储管理、物料出库、配送等均采用智能化系统,与装配线工艺融合、传统仓储物流产线分离的情况相比具有以下优势:
1.自动化立体仓储,节约空间,降低风险:利用立体库及垂直循环货柜储存货物,最大限度地利用空间,与普通仓库相比可以节省60%以上的土地面积,降低企业土地成本,自动化的存取设备能减少由人工操作导致的货物破损或丢失造成的损失风险。
2.定制化的管理系统,实现物料信息化管理:使用定制的智能仓储物流管理系统,利用信息化的仓储管理手段、自动化的存储方式,对物料的数据进行实时记录并监控,提升作业效率:来料检验完成后直接按工艺工位配盘入库,节省了传统按物料种类存放造成的多次取放物料、配盘的时间。
3.无人化配送,降低人力成本:库体出库口直接对应到工艺工位,按MES系统指令,按需求将物料直接送至工艺工位,减少了物料配送的距离及时间,无需人员配送,能大幅度节省人力资源,减少人力成本。
4.采用PDA、输送线在线信息识别系统、一体机终端操作台等信息交互手段,结合WMS物料管理系统,与工厂MES系统实现实时交互,配合工艺工位的信息系统实现了装配线物料全流程的实时信息化管理,降低人工确认、查找物料的劳动强度,减少各环节的人工及管理成本。
智能仓储物流系统综合利用计算机、云计算、互联网和物联网等高科技技术,将高位立体货架、巷道堆垛机、升降设备、自动出入库输送装备、自动分拣系统装备、室内搬运车、机器人等设备进行系统集成,形成具有一定感知能力、自行推理判断能力、自动操作能力的智能系统,具有管理系统化、操作信息化、储运自动化、数据智慧化、网络协同化、决策智能化等突出特点,使企业的物料变成智能化的“活”物,在需要的时间,以需要的数量、需要的状态,出现在需要的地方。随着当前企业生产组织模式不断升级换代,智能仓储物流系统也迎来越来越大的发展契机,助力企业实现智能制造。
