大规格复杂截面铝型材挤压焊缝的质量检测
2019-07-15吴海旭李洪林屈玉石
吴海旭,杨 丽,李洪林,石 玲,屈玉石
(辽宁忠旺集团有限公司,辽阳111003)
0 前言
中国轨道客运交通正处于集中投资、集中建设、高速持续发展时期,无论是建设规模、发展速度、技术含量之高、舒适性之好、速度之快,在世界轨道交通发展与建设史上都是绝无仅有的[1]。随着高速列车的快速发展,其高速性、轻量化以及对列车舒适性和安全性的要求使得其车体型材的截面尺寸和形状复杂性进一步增加,呈现出大规格复杂截面形状特点[2]。其目前生产工艺主要采用的是组合模挤压,亦称焊合挤压法。组合模挤压模具结构特点是将模芯置于模孔中与模子组合成一个整体,模孔的形状和尺寸决定了型材的外形和尺寸,而模芯的形状和尺寸决定着型材内孔的形状和尺寸[3]。在焊合挤压过程中,铝料经过模具分流后在模具焊合室重新焊合后流出模具成型。如果外观模具和工艺设计不当等因素,会使合金在挤压成型后的焊缝部位易出现焊合不良,严重影响型材的力学性能[4]。
本文结合相关标准及实际工作经验,对大规格复杂截面铝型材挤压焊缝的破坏性折断检测方法和金相检测方法进行了总结分析,以期为从事铝及铝合金加工产品相关检测的人员提供参考。
1 挤压焊缝形成及影响因素
模具的设计与制造是生产具有多个模芯的大规格复杂截面空心铝型材的关键因素[5],而分流组合模是生产大规格复杂截面空心型材的主要模具形式。使用分流组合模生产大规格复杂截面空心铝型材的简述工艺过程为:(1)将坯料放入挤压筒中;(2)在填充挤压和挤压过程中,在挤压杆通过挤压垫片所传递的压力作用下,坯料被模子的模桥分成几股金属流,流入焊合室;(3)这些金属流在高温高压高真空的条件下在焊合室内被重新焊合;(4)焊合后经模孔与模芯(工头)形成的缝隙之间流出而形成所需要形状和尺寸的空心制品。
挤压焊缝即形成于上述挤压过程,铝型材制品的焊缝数量与金属流的股数相同。分流孔的大小、数量和形状以及分布位置、焊合腔的形状和尺寸、模芯的结构等对制品的焊缝组织和力学性能方面起着决定性作用[6]。
图1为常见的分流组合模形式,而图2、图3分别为采用分流组合模生产的某大规格复杂截面铝型材截面及挤压焊合缝位置示意图。

图1分流组合模常见形式

图2某型号大规格复杂截面铝型材
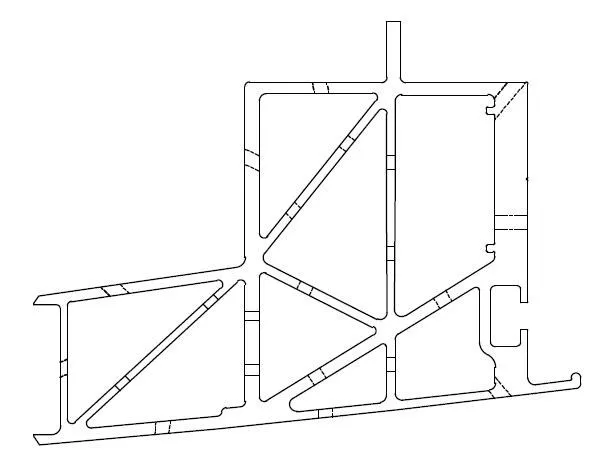
图3某型号大规格复杂截面铝型材挤压焊缝位置
2 挤压焊缝的质量检测
采用分流组合模(焊合挤压法)生产的大规格复杂截面铝型材是我国轨道交通与公路货运行业轻量化快速发展的重要材料基础,挤压焊缝焊合质量是否良好,对铝合金型材的力学性能甚至交通运输车辆的运行安全都有着至关重要的影响。因此,为确保检测结果的准确性,笔者认为,日常检测分析工作中,最好采用金相检测和破坏性检测方法相结合的方式进行。
金相检测一般以低倍组织检测为主,辅以显微组织检测,我国的参考标准分别为GB/T 3246.2-2012和GB/T 3246.1-2012。破坏性检测我国的参考标准为GB/T 32790-2016,对于大规格复杂截面铝合金挤压型材,通常采用其中的折断法。折断法检测结果及其评定方法,主要是根据挤压焊缝是否断裂和断口分析进行判定。
2.1 金相检测
2.1.1 低倍组织检测
我国GB/T3246.2-2012低倍组织检验方法规定:用舌形模或分流组合模挤压的制品,其焊合区出现连续或断续的黑色缝隙,称焊合不良。如出现白色或暗色细道,未破坏内部组织连续性,应属于正常组织。实际生产中,挤压焊缝的低倍组织特征如表1所示[7]。
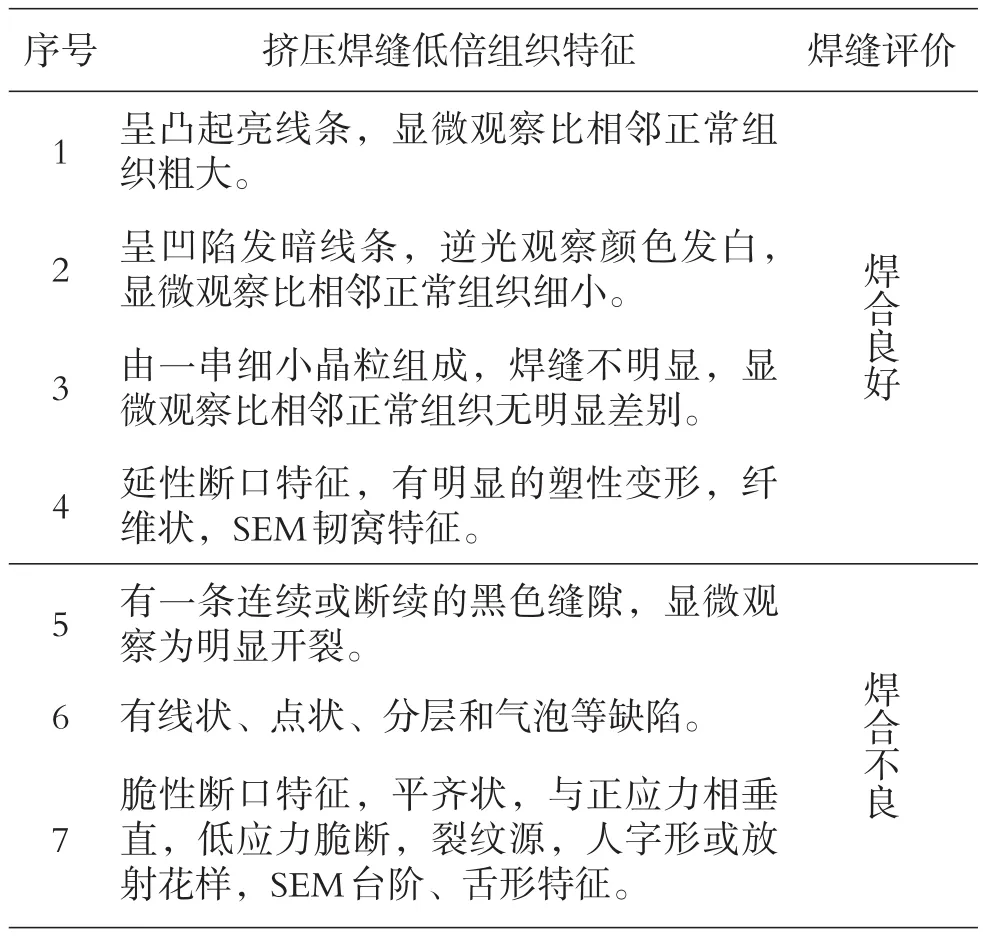
表1挤压焊缝低倍组织特征
2.1.2 显微组织检测
对于挤压焊缝质量检测而言,显微组织检测有时用于辅助低倍检测。图4、图5分别为某型号6005A铝合金型材挤压焊缝显微组织检测结果。其中,图4为焊合不良、图5为焊合良好。

图4 6005A型材焊缝显微图(焊合不良)

图5 6005A型材焊缝显微图(焊合良好)
2.2 破坏性折断检测
2.2.1 检测方法
挤压焊缝破坏性折断检测的原理是对铝型材试样挤压焊缝进行连续弯曲加载,直至达到试样最大变形量或发生断裂。
试样折断后,根据断裂位置和焊缝断口评定是否焊合良好。图6为折断试验装置[8]。
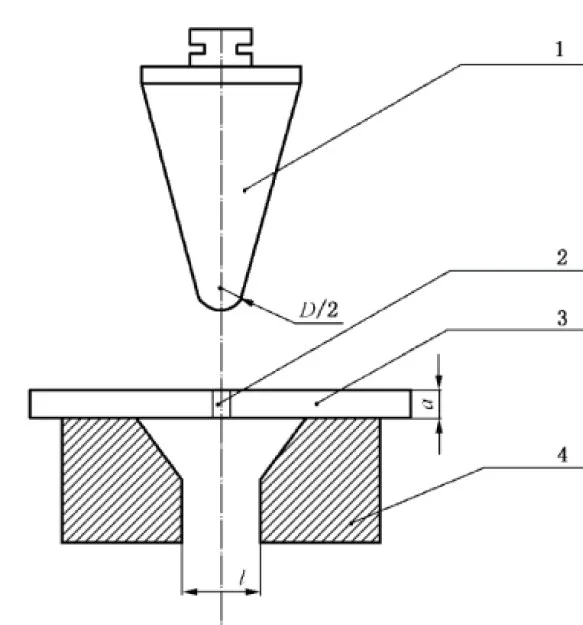
图6折断试验装置示意图
2.2.2 检测结果评定
首先必须确定试样的断裂位置,既确认是否在挤压焊缝处断裂。如果试样未沿着挤压焊缝断裂或在挤压焊缝附近区域断裂,即挤压焊缝未断裂,则可判定为焊合良好。如果试样沿挤压焊缝断裂(或断面即为挤压焊缝),则需根据挤压焊缝断口判定是否焊合良好。若挤压焊缝断口呈凸凹纤维状特征,即延性断裂,可判定为焊合良好;若挤压焊缝断口呈平齐状特征,即脆性断裂,可判定为焊合不良。
图7为焊合不良的挤压焊缝典型断口模型。图8、图9为挤压焊缝折断试样断口实物图,其中图8为焊合不良、图9为焊合良好。
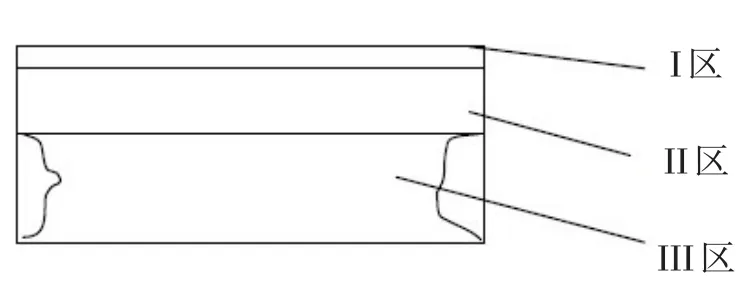
图7焊合不良的挤压焊缝典型断口模型

图8挤压焊缝焊合不良试样

图9两种挤压焊缝焊合良好试样
从图中可以看出,图8试样挤压焊缝断口完全为脆性断裂II区特征,呈平齐状断口,判定为焊合不良。图9试样挤压焊缝断口呈延性断裂III区特征,判定为焊合良好。
3 结论
(1)大规格复杂截面铝型材挤压焊缝的质量检测,可以采用金相检测和破坏性检测两种方法相结合进行。
(2)金相检测以低倍检测为主,辅以显微组织检测,破坏性检测一般采用折断方法。
(3)挤压焊缝折断检测及其评定方法,主要是根据焊缝是否断裂及其断口分析进行判定。