YJ212接装机烟支长度调节装置的改进
2019-07-13姜冬子王金晨陈仁华王树坡宋慧星王新军
姜冬子,王金晨,陈仁华,王树坡,宋慧星,石 峰,王新军
山东中烟工业有限责任公司济南卷烟厂,济南市高新区科航路2006号 250104
ZJ112卷接机组是引进德国HAUNI公司PROTOS 90E卷接技术生产制造的国产高速机组,设计能力为10 000支/min,主要由YJ112卷烟机和YJ212接装机组成。烟支长度调节装置是YJ212接装机靠拢鼓轮的组成部分,其作用是在烟支长度出现偏差时对烟支长度进行调节。由于设备振动等原因,该装置上的锁紧螺钉容易松动,导致生产的烟支长度出现偏差,进而造成烟支质量不合格等问题。因此,在实际生产中需要经常对烟支长度调节装置进行停机调节,调节时间每次约10 min,影响了设备运行效率。近年来针对ZJ112卷接机组已有较多研究和改进,王金晨等[1-2]设计了ZJ112卷接机组电机电流采集系统以及卷烟纸、滤棒计量系统,实现了电机故障预测,降低了材料消耗;姜冬子等[3-5]改进了最终分切鼓轮切割机构,设计了搓板和SE烟条输送通道自动清洁装置,提高了设备有效作业率;文德明等[6]改进了电气控制系统,提高了控制系统的稳定性。针对烟支长度调节也有相关研究报道,陈祝磊[7]设计了YJ27接装机靠拢鼓轮定位量规,提高了烟支长度调节的精度和速度;苏铃[8]改进了YJ27接装机靠拢鼓轮,降低了烟支长度出现偏差次数;曾峰等[9]改进了卷烟设备烟支规格切换方法,减少了烟支长度调节时间。由于YJ212接装机烟支长度调节装置与YJ27接装机差别较大,上述研究结果无法在YJ212接装机上直接应用。为此,通过对靠拢鼓轮工作原理进行分析,对YJ212接装机烟支长度调节装置进行改进,以期减少设备维修劳动强度,提高卷烟产品质量。
1 问题分析
1.1 工作原理
烟支在卷制过程中,经过烟丝束成型、烟条成型、被切割成双倍长烟支等工序,通过蜘蛛手机构传送,由接装机将双倍长烟支一切为二并分离,在两支烟之间放入滤嘴段,同时在靠拢鼓轮上粘结接装纸片,经搓接成型后再切成两支符合规格长度的滤嘴烟支;然后由调头鼓轮把双排滤嘴烟支调整为滤嘴方向一致的单排滤嘴烟支,经系统检测后剔除不合格烟支;最后将成品滤嘴烟支输出接装机,传送给烟支储存输送装置。
靠拢鼓轮的作用是将“组烟”中的3段相互靠拢并与机器中线对正,然后将切纸轮上已涂有胶水的接装纸片粘贴在“组烟”上。靠拢鼓轮主要由鼓轮、浮圈装置和内、外托纸针块等部件组成,见图1。浮圈装置由浮圈和烟支长度调节装置组成,浮圈可以使“组烟”中的烟支与双倍长滤嘴段相互靠拢,两浮圈之间的最窄距离即为双倍长烟支长度;烟支长度调节装置安装在靠拢鼓轮上方,通过前、后压紧杆上的滚轮压紧靠拢鼓轮上的浮圈,将两侧烟支推向鼓轮中间,与双倍长滤嘴段靠拢,进而对烟支长度进行调节。
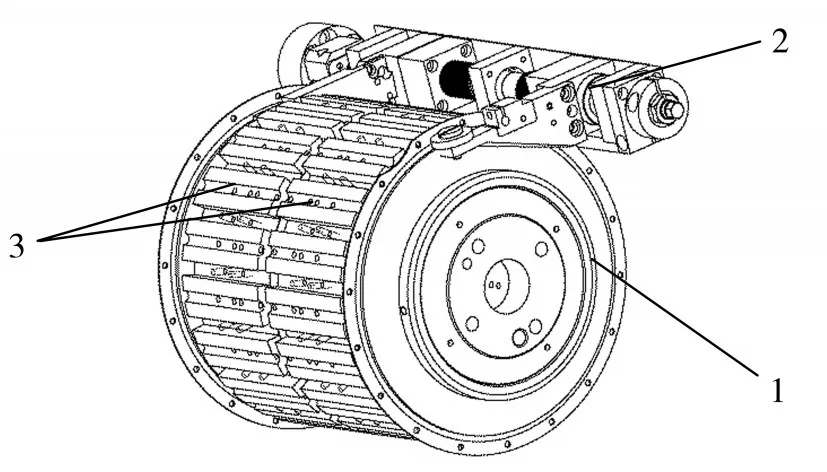
图1 靠拢鼓轮示意图Fig.1 Schematic diagram of closer drum
1.2 存在问题
生产中当烟支长度出现偏差时,需要对烟支长度调节装置进行调节,该装置结构见图2。在调节过程中存在以下问题:①烟支长度出现偏差时需要同时调节两浮圈位置,在调节过程中存在相互干涉现象。②装置上的锁紧螺钉容易产生松动,导致烟支长度出现偏差。③通常依靠人工经验调节烟支长度,没有参考量值,因此需要反复调节,操作繁琐,调节时间长。④该结构无自动清洁装置,导致烟末容易进入接装纸与烟支卷烟纸之间,产生夹末烟支;烟末还会进入调节螺杆与螺母之间的缝隙,造成螺杆转动不灵活,增加烟支长度调节难度。
2 改进方法
2.1 系统结构

图2 改进前烟支长度调节装置示意图Fig.2 Schematic diagram of cigarette length adjusting device before modification
改进后烟支长度调节装置主要由弹簧定位装置、齿轴式调节螺杆、主轴、吹气装置等部件组成,见图3。该装置由主轴(7)和锁紧块(1)固定,通过前调节支架(5)和后调节支架(3)固定前调节螺杆(9)和后调节螺杆(8),前调节螺杆(9)转动带动前压紧杆(6)沿轴向移动,进而通过滚轮(12)调节前浮圈位置;后调节螺杆(8)转动带动后压紧杆(2)沿轴向移动,进而通过滚轮(12)调节后浮圈位置;前调节螺杆(9)和后调节螺杆(8)可通过标注在压紧板(4)上的刻度进行量化调节。

图3 改进后烟支长度调节装置示意图Fig.3 Schematic diagram of cigarette length adjusting device after modification
2.2 弹簧定位装置
为解决锁紧螺钉容易松动等问题,设计了一种弹簧定位装置,由调节螺杆(1)、定位块(2)、定位钢珠(3)、压缩弹簧(4)和顶丝(5)等组成,见图4。改进后齿轮轴与弹簧定位钢珠配合使用,在前、后调节螺杆与调节支架配合处各加装一个弹簧定位钢珠,通过弹簧定位钢珠与齿轮轴的啮合,固定前、后调节螺杆的相位。调节完毕后,钢珠下落在齿槽内,避免设备振动及人为因素对调节装置产生影响,保证调节螺杆不松动。

图4 弹簧定位装置示意图Fig.4 Schematic diagram of spring positioning device
2.3 齿轴式调节螺杆
根据靠拢鼓轮安装位置及结构尺寸,将原前后调节螺母的同轴模式改为双轴模式,并将前后调节螺杆分别安装在两个轴上,避免前、后调节螺母在调节过程中相互干涉。其中,前调节螺杆总长度为110 mm,后调节螺杆总长度为235 mm,前后调节螺杆直径均为10 mm,螺纹为M8×1 mm,调节螺杆定位齿槽数量为10个,见图5。
2.4 主轴
为保证装置的稳定可靠,对主轴进行了校核。改进后主轴的弯曲应力应满足:

式中:σca为改进后主轴承受的弯曲应力,MPa;[σ-1]为主轴的许用弯曲应力,MPa,具体数值可查机械设计手册[10]。
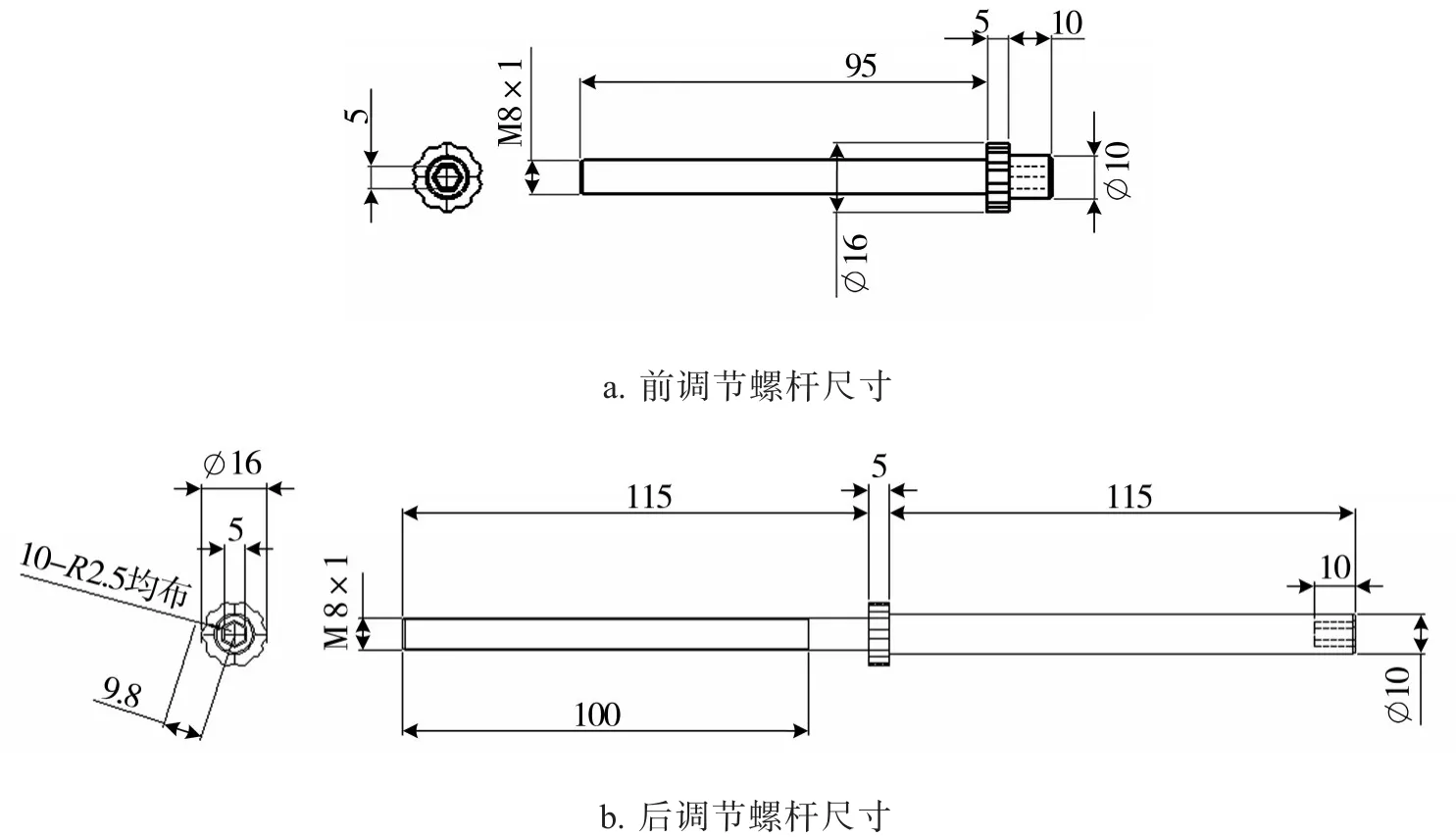
图5 调节装置前后调节螺杆尺寸图Fig.5 Sizes of front and rear adjustment screws of adjusting device
改进后主轴承受的弯曲应力计算公式为:

式中:Mca为主轴所受的当量弯矩,N·mm;W为危险截面抗扭截面系数,mm3;M为主轴所受的弯矩,N·mm;α为将扭矩折合为当量弯矩的折合系数;T为主轴所受的扭矩,N·mm;d为改进后的主轴直径,mm。
根据改进后主轴尺寸和质量,主轴所受的弯矩M约为4 800 N·mm,折合系数α取值0.6,因主轴不承受扭矩T为0,主轴直径d为20 mm,利用公式(2)(3)(4)计算可得:

主轴材料为45钢,由机械设计手册[10]查得[σ-1]=60 MPa,所以σca<[σ-1],满足公式(1),因此主轴设计符合要求。
2.5 压紧板标注刻度
为解决调节烟支长度时无参考量值等问题,根据齿轴调节螺杆尺寸、弹簧定位装置设计了压紧板,尺寸为53 mm×19 mm,并按照齿轴调节螺杆上的10个定位槽,在压紧板上标注10个刻度,见图6。选用M8×1 mm的细牙螺距作为齿轴调节螺纹,调节螺杆每旋转一周,调节支架滚轮控制浮圈移动一个螺距,即调节烟支长度时,每旋转一个刻度(移动一个齿槽),烟支长度变化1/10 mm(0.1 mm)。通过压紧板上的刻度,能清晰地看到前后调节螺杆旋转刻度以及调节烟支长度范围。

图6 压紧板标注刻度示意图Fig.6 Schematic diagram of scale marking on compression plate
2.6 吹气装置
图3可见,改进后在主轴(7)的中间位置通过气管支架(10)加装了气管(11),对靠拢鼓轮上方的烟末进行吹气清理,防止烟末粘附在接装纸片上,从而有效清洁调节装置表面的烟末,提高卷烟产品质量。
3 应用效果
3.1 试验设计
材料:“泰山(红将军)”牌卷烟(山东中烟工业有限责任公司济南卷烟厂提供)。
设备:ZJ112卷接机组(常德烟草机械有限责任公司)。
方法:①ZJ112机组生产速度设定为9 500支/min,分别统计改进前后3个月烟支长度出现偏差次数;②当烟支长度出现偏差时,分别统计改进前后烟支长度调节时间,重复5次;③ZJ112卷接机组生产速度设定为9 500支/min,烟支长度调节装置改进前后每10 min取样一次,每次取样1 000支,重复 10 次,按照 GB/T 5606.3—2005[11]的要求对烟支质量进行检验,计算烟支夹末率。
3.2 数据分析
由表1可见,设备正常运行3个月中烟支长度出现偏差次数由改进前的13次减少到2次,减少84.6%,有效提高了设备有效作业率。
由表2可见,当烟支长度出现偏差时,烟支长度每次调节时间由改进前的8.7 min减少到2.9 min,减少66.7%,提高了设备维修效率。

表1 改进前后烟支长度出现偏差次数对比Tab.1 Frequency of cigarette length deviation before and after modification (次)
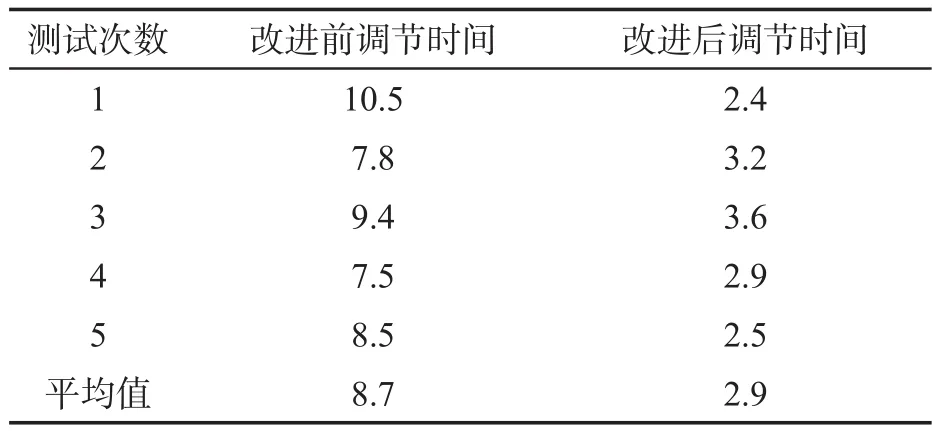
表2 改进前后烟支长度调节时间对比Tab.2 Time needed for cigarette length adjusting before and after modification (min)
由表3可见,烟支夹末率由改进前的0.77%降低到0.25%,降低67.5%。通过增加吹气装置对靠拢鼓轮附近的烟末进行清洁,有效降低了烟支夹末率,提高了卷烟产品质量。

表3 改进前后烟支夹末率对比Tab.3 Percentage of dust-sandwiched cigarette before and after modification
4 结论
通过设计弹簧定位装置、改进齿轴式调节螺杆和主轴、在压紧板上标注刻度、增加吹气装置等方法,对YJ212接装机烟支长度调节装置进行了改进,有效解决了原装置调节过程中相互干涉、锁紧螺钉易松动、调节时间长、烟支夹末率高等问题。以济南卷烟厂生产的“泰山(红将军)”牌卷烟为对象,对烟支长度调节装置进行测试,结果表明:改进后烟支长度出现偏差次数减少84.6%,烟支长度每次调节时间减少66.7%,烟支夹末率降低67.5%,有效提高了卷烟产品质量,降低了设备维修劳动强度。
