焊接机器人在转向架构架焊接中的运用
2019-07-11张鑫鑫
张鑫鑫
(中车四方车辆有限公司,山东 青岛 266000)
焊接机器人是现代企业应用中很普遍的一种自动焊设备,能够解决大型结构部件多位置焊接不易翻身。焊缝空间复杂等问题,它具备机械手不受视角,位置等限制的有利条件,可以通过改变坡口形式提高效率和降低成本。
1 焊接机器人的应用优势
①保障均一性。对焊接机器人进行使用,能够在一定程度上提升焊接质量,能够焊接工艺就有均一性。焊接期间各个参数,如电流、电压和焊接素对、焊接干伸长度等对于焊接结果起到决定性作用。通过机器人进行焊接过程中,不同焊缝焊接参数均属于恒定的,能够降低对工人操作技术的需要。这种情况下,焊接质量足够稳定。采用人工焊接方式,焊接速度以及伸长速度都有一定的变化,这就很难实现焊接质量均一性。②改善劳动条件。对焊接机器人进行应用,工人只需要对工件进行装修,能够远离焊光以及烟雾等的伤害,针对点焊而言,不再使用人工搬运方式,减少人员工作量。③提高生产率。机器人不会出现疲劳现象,因此可以24h持续工作,随着高速焊接技术的应用,促使机器人焊接效率进一步增加。④产品质量容易控制。使用焊接机器人,生产节拍是固定的,能够按照生产计划进行。⑤能够缩短工期。对焊接机器人进行应用,能够适当缩短产品生产周期,同时能够减少设备投入,实现小批量生产。机器惹你和专机两者最大的差别就是,机器人能够通过程序的修改,适应不同形式爹工件生产。
2 转向架焊接技术条件
(1)侧架焊接技术。侧架焊接要求如下:①焊接环境温度需要控制在5℃以上。②在对构件进行焊接之前,一定要对其进行彻底清洗,对油污进行清理需要使用氧乙炔火焰。③借助特制焊枪,对焊缝空间曲线进行视教,然后通过电弧跟踪系统,对偏差进行纠正,解决手工焊接无法解决的问题,有效保障产品质量。④借助冷弧焊接方式,能够有效提升焊缝成形速度。
(2)侧架焊接质量要求。若发现定位焊缝存在气孔或者裂痕,则需要将其清除之后重新焊接。要求对焊缝两次施焊完成,当第一层焊接完成之后,发现有裂纹或者气孔,则不能对第二层进行焊接,需要将却吓你解决之后再进行补焊处理。不同部位焊缝上均不能出现裂纹或这弧坑现象,要求咬边在0.5mm以内,同时连续长度在100mm以内,当缺陷超过之后,则需要对焊缝进行适当的打磨,并且对其进行补焊处理。要求焊角的尺寸能够达到图纸规定,不能出现焊偏情况。

图1 机器人在构架、侧梁焊接示意图
3 焊机机器人系统在转向架构架焊接中的运用
(1)电气控制系统。在整个系统当中,电气动作主要受控于不同功能传感器和焊接机器人状态信号、示教器等状态信号和操作信号当中,这一部分的主要组成部分为PHG示教器、计算机和控制柜等共同组成。
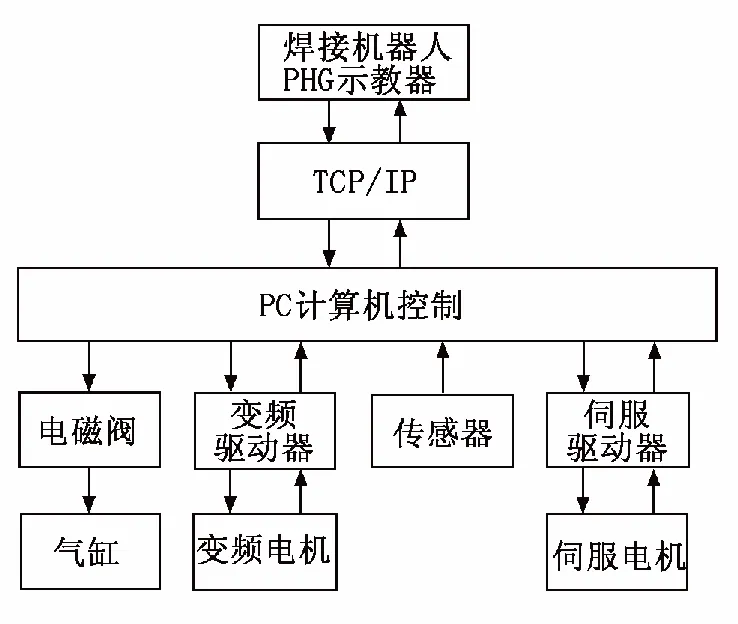
图2 焊接机器人控制系统组成框图
将PHG示教器作为该控制系统的中心,技术人员借助以太网和PC计算机相结合,从而实现对机器人状态的控制。PHG示教器是通过在线示教编程技术,选择可触碰示教器,在其上方设置红色按钮控制。当通电之后,则可以看到示教器屏幕上显示出机器人图标[1]。相应控制柜上方设有间盘,左侧面分别连接电缆,在间盘盒的内部存在驱动以及代码显示器。在控制柜的内部包含了计算机控制功能、总线板、I/O板和电弧跟踪板、焊机板等,同时还包含不同操作模式开关,并且还设置了不同形式的功能开关。计算机的主要内容为CPU主板和FCIF接口板等[2]。
(2)机械传动机构。①机械手。焊接机械手,能够实现11轴联动功能,焊接机器人6轴,而变位器为4轴,横向滑轨为1轴。该机器人一共有6轴共同组成,每个轴均存在其自身的旋转工作范围,具体编程过程中,需要注意的是,机器人各轴应当有各自的自由度,并且具有三个基础轴,同时还设置了三个手轴。对于机器人而言,其在不同轴上,均设置了红色的参考点几号,通过机器人修正,将其当成是机器人参考点进行应用。在2轴上,并没有释放按钮,这两个释放按钮主要被应用癌机器人碰撞之后,进行应用。其中5个外部轴分别有4个变为器轴以及1个横向滑轨轴。第7轴属于直轴,其和其他4个轴在操作方式上存在不同之处,它的有效工作范围大约为7m,剩余的4个轴则是变位器,这四个变位器的形状为L型,这些内容在系统当中被作为旋转轴,旋转轴最大旋转范围在±180°。同时还在4个变位器上安装了相应的释放按钮。②焊机。针对焊机而言,其使用的最大电流是550A,同时在相应焊机上方有一个操作板面,同时还设置了相应启动开关,对这一启动开关进行应用,能够促使电压以及电流达到显示。在面板的右侧位置,一共设置了4个按钮,这些按钮主要被应用在焊接材料、焊丝直径以及焊接方式的选择上。在相应面板上还设置了相应的温度报警指示发光管。在焊机的侧面位置设置的水位指示。而焊接的下侧位置有一定的放水开关。其中焊接电源在焊机当中属于比较重要的组成部分,能够实现数字化和智能化目标,这就能够在一定程度上促使焊接的整个过程得以满足。而送丝机构的内部分别设置了2个压丝轮以及2个送丝轮,其中还存在2个带头数字压丝调整手柄。此外,还存在部分附加装置接头。清枪机当中主要有铰刀、清理机构以及喷防飞溅气动机构等。
4 机器人系统应用情况
机器人系统能够在三维空间当中进行自由示教编程,主要操作方式有RC和CC方式。而焊接机械手在具体应用过程中,所适用的参数为:

表1 焊接参数和条件
机器人系统应用流程:第一步,使用行车针对组队合格的侧架吊到焊接变位器上,然后使用风缸将侧架所组成在焊接变位器夹具上进行固定处理,然后对侧架进行检查,查看其组架上定位是否良好,若良好,则发送焊接信号。第二步,使用焊接机械手,对左右支撑座进行焊机处理,按动相应按钮,焊接变位器启动,然后焊接变位器上所设置的两个支座中存在的四个焊缝,在具体焊接过程中,每一条焊缝均瑶分成两遍焊接,第一遍则是完成焊角的4mm,而第二遍则完成焊角8mm。此后,将夹具上的风缸松开,针对焊接完成的支撑座、侧架所组成借助行车吊下。对于不合格的焊缝而言,则需要清除缺陷,然后补焊处理。
5 结束语
对于机器人系统而言,对其进行应用,能够促使焊接变得更加稳定,焊接质量也得到提升,进一步提高工作效率。操作起来十分简单,而借助示教编程方式,能够制定出最佳焊接程序,促使焊角的尺寸和焊缝填充要求得到满足。借助焊接误差测量方式进行修整处理,能够充分满足焊接需要。对不同焊接缺陷所产生的原因进行分析,从中找到避免缺陷的措施。
