基于HMI的螺旋焊管机组设备监控平台建设
2019-07-09茆建军张朋年
茆建军,张朋年,刘 丁
(1.宝鸡钢管资阳石油钢管有限公司,四川资阳 641300;2.宝鸡钢管克拉玛依有限公司,新疆克拉玛依 834000)
0 引言
螺旋埋弧焊管生产是将钢卷进行拆对、矫平等工序后,对带钢边缘进行铣切,用递送机将带钢送至成型器卷成管坯,然后用自动埋弧焊机将管缝焊接起来,制成管径一致的螺旋焊缝钢管。公司焊管机组电气控制系统为PLC(Programmable Logic Controller,可编程逻辑控制器)主从多站点控制方式,采用PROFIBUS(Process Field Bus,过程现场总线)现场总线通讯,主站控制模块为西门子CPU 315-2 DP,分站由S7-300、S7-200以及MM440变频器、6RA70直流调速器等组成,硬件组态见图1。在此网络构件基础上建设基于HMI的螺旋焊管机组设备监控平台,能在监控屏直观显示各设备运行状态、参数、查看事件记录,并能通过人机界面设置相关参数和实现功能控制。
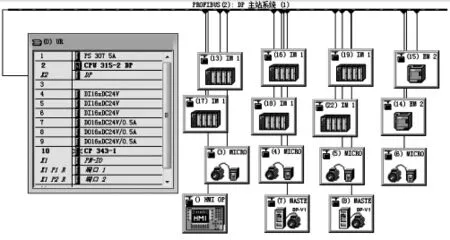
图1 硬件组态
1 监控平台功能规划
螺旋焊管机组设备HMI(Human Machine Interface,人机界面或触摸屏)监控平台包括数据采集、信息监控、功能控制、事件记录几大功能板块,系统功能结构见图2。
数据采集功能:由PLC主站程序代码实现,通过与分站信息交换,采集各关键设备运行状态、电压、电流、压力、转速等参数,进行数值转换及计算后存储到指定存储区域。
信息监控功能:通过DP(Decentralized Periphery,分散式I/0通信)通信网络将采集到的各种数据传送到HMI设备,实现触摸屏在线监控。

图2 系统功能结构
功能控制功能:在HMI设备上编制需要的功能控件和参数设定界面,通过特定布尔值的变换及存储区域数值的改变,调用PLC主站对应的程序代码块,完成设备功能控制及参数的设定和变更。
事件记录功能:利用WinCC flexible的报警管理功能实现。当设定的信号发生改变或模拟量值超出设定范围时,触发报警功能,HMI设备生成事件记录,操作人员可在过程报警界面查看事件原因、报警类别及事件触发的产生时间。
2 监控平台建设
2.1 在线数据采集
主站通过各分站PLC的数字量和模拟量输入模块采集各设备工作状态、合闸及故障信号、模拟量数值等数据,另外读取变频器、直流调速器的设备状态字得到相应工作状态和数值,将采集到的数据通过数值转换、运算、取整和数据传送指令,传送到指定寄存器地址,供HMI触摸屏画面进行直观显示。
2.2 设备信息监控
在HMI状态显示界面添加控件,将指针盘或数显控件与对应的模拟量寄存器地址进行链接,在屏幕上直观显示设备运行参数。在WinCC flexible创建图形列表,并在触摸屏画面进行调用,当设备运行状态发生改变后,对应的图形颜色和提示文字会相应发生变化。递送机上、下辊直流电机转速、电流显示界面见图3;4台铣边机电流、运转频率显示界面见图4。
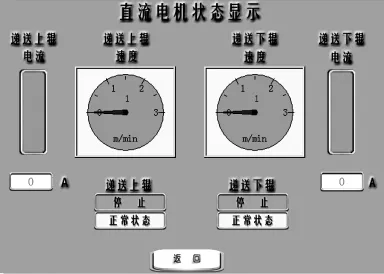
图3 递送机上、下辊状态及运行参数监控界面

图4 铣边机状态及运行参数监控界面
在机组递送机启动过程中,需满足一些必要的联锁条件以保证设备的正常运行。梳理出需要满足的这些条件,制作成相对应的流程图(图5)。通过监控画面,可以在递送机启动前,查看运行条件是否满足,相关设备是否正常启动;生产过程中设备突然停机时,能及时发现设备异常情况,确定问题产生的环节,减少维护人员查找故障的时间,提高生产效率。
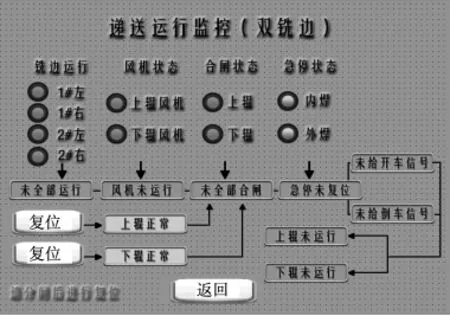
图5 联锁条件流程界面
2.3 设备功能控制
参数设定:以设定机组递送上限速度为例,在HMI画面中显示当前上限值,通过3种设定方式对递送上限速度进行设定(键盘输入、参数调整控件、电位器给定值),也可根据现场生产情况取消速度限制功能,设定完成后通过确定按钮使参数设定值生效(图6)。在PLC主站程序代码中将设定值用传送指令传送到指定的DB(Data Block,数据块)地址单元,使设定值能断电保持。

图6 参数设定界面
功能切换:在HMI画面中显示当前功能和增加进行功能切换的按钮控件,通过切换按钮改变对应的DB数据块地址的值。在PLC程序中编写实现不同功能的功能块,根据对应DB数据块地址的不同值来分别调用相应的块进行执行。
由于功能控制板块与生产工艺和制管质量有密切关系,不允许现场操作员工随意改动,因此将此板块功能放在HMI特定画面中,进入该画面需要用户特权,用WinCC flexible建立相关用户组,将权限分配给工段长或管理人员,输入正确用户名和密码后方可使用该功能。
2.4 事件记录
利用Win CC flexible的报警管理功能,生成报警事件记录。
开关通断、热继保护、运行状态、变频器警告或报警标志等布尔型变量,添加离散型触发变量,将触发器位与其PLC中对应的位地址进行关联,并设置报警类型、对应的文本显示等信息。当对应的值发生改变,将会生成事件记录,显示触发标志、现状和触发时间。查看事件记录可以对机组每次开、停车时间、各设备运转时间进行统计和分析,为精益生产提供依据,为设备维护人员排查故障提供指向性参考。
对于速度、温度、压力、位移等模拟量信号,利用模拟量报警功能完成。通过输入限制值和触发模式设定,可对连接的模拟变量进行监控,当超出限制值时生成事件记录,同时自动调用报警画面进行闪烁提示。当超出最大限制值时,可对指定位进行置1或置0操作,控制设备停机,对设备安全和生产质量进行保护。通过此功能可及时发现设备隐患,提高对设备故障的预判能力,降低设备故障率和减少质量事故。
3 结束语
螺旋焊管机组设备监控平台利用PROFIBUS-DP通信网络,通过HMI界面实时了解设备的运行状态、参数。采取人机交互方式,实现设备功能切换和工艺参数变更,避免了程序反复修改和调试。事件记录生成的运转日志和报警事件可对机组生产时间、设备运转状况及异常情况进行实时掌握和快速响应,及时发现设备隐患,对日常巡检、设备检修和故障排查方向具有指导意义。
随着系统功能的不断扩充完善,设备监控平台将在设备状况掌控、工艺参照和数据分析中发挥更加积极的作用。
