模块化管道自动焊接在核岛二次预制中的应用研究
2019-07-08罗林潘国祥任柱马庆会刘城于天石
罗林 潘国祥 任柱 马庆会 刘城 于天石
摘 要:核岛建设现场环境复杂,因此对一些管道采用二次预制的方法减少现场施工的难度,其主要采用手工钨极氩弧焊,但是其焊接效率低,焊接工作稳定性差。为了改善这些问题,特意引进模块化管道自动焊接工作站,其可以很好地解决手工在管道二次预制中的问题,并且已经在施工现场成功应用。
关键词:核电建设 模块化管道自动焊接工作站 管道二次预制 流水线生产
中图分类号:TG414 文献标识码:A 文章编号:1672-3791(2019)04(a)-0061-02
目前核电建设安装中管道的连接方式主要以手工钨极氩弧焊为主,其电弧和熔池可见性好,操作方便;基本没有熔渣产生,便于焊后处理,合格率高。但在室外作业时需采取专门的防风措施;工作效率较低;对焊工技术水平依赖性强;辐射较大,长期工作有损于身心健康。除此之外,焊接时需要多人配合焊口组对,耗费人力较多。为了提高焊缝质量稳定性,提高施工效率,该文将结合现场焊接实践活动,通过对模块化管道自动焊接工作站配套设施进行设计,对相关参数进行实验确定,使自动焊机成功得到应用,最终达到提高生产效率及焊接质量的目的。
1 手工钨极氩弧焊在核岛建设中的不足
手工钨极氩弧焊完成了国内大部分核电站电管道预制工作,但其在焊接过程中仍存在一系列问题。(1)焊接质量对人的技术依赖性非常强,容易受到人工心理、生理条件的变化以及周围环境的干扰而下降。尤其在恶劣的焊接条件下,操作工人容易疲劳,难以较长时间保持焊接工作稳定性和一致性,而且每焊接一段时间必须休息以缓解疲劳,降低焊接效率。(2)培养一个合格地焊工至少需要3~5年的时间,需要至少20万的资金支持,时间周期长,成本大。并且新培养的焊工技能及经验比较欠缺,影响焊接质量及工艺成形,造成焊口返工,降低劳动效率,浪费人力成本。另外,焊工取证从考前练习到考试合格,至少需要6个月时间,时间周期长,在这期间不能进行现场施工,间接增加了焊工培养的成本。(3)焊接过程中保持焊接参数的稳定非常重要,而手工焊接焊接参数由焊工自己掌握,很容易出现失误,使得焊缝產生缺陷,降低焊接一次合格率,极大程度上降低了生产效率。
2 模块化管道自动焊接工作站介绍
在我国核电大发展的前提下,仅仅依靠“人海战术”来弥补施工技术及能力的不足已经成为过去,要保持核电的核心竞争力,唯一出路就是通过技术革新来提高自身的施工能力,从而大幅提高施工效率及施工质量,以满足国家核电战略的需要。自动焊作为一种先进的生产工艺,具有焊接效率高、焊缝质量好、操作简单、施工环境好、便于管理的特点,且在国外核电领域有广泛、深入的应用。
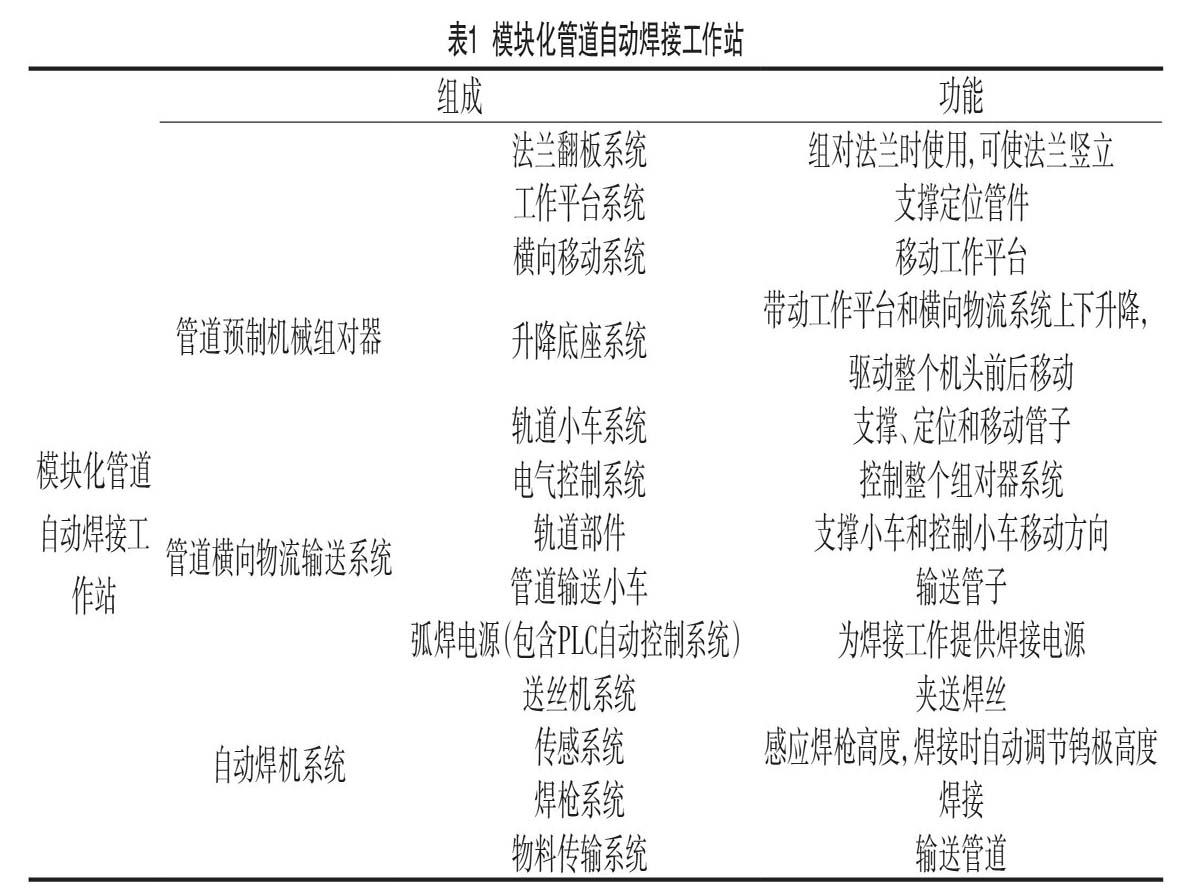
模块化管道自动焊接工作站主要包自动焊机和组对器两部分,两部分以横纵交叉的井字型轨道连接。自动焊机包含弧焊电源(包含PLC自动控制系统)、送丝机、传感系统、焊枪和物料传输系统,组对器包含组对平台机构、运输小车系统等。
自动焊机可以精确定位焊缝的位置,保证焊接过程的可操作性、连续性和焊接质量。
通过转台的转动带动被水平夹紧的管件旋转使得枪头在同一位置进行施焊,熔池易于观察,操作者可以以很合理的身姿进行操作。
组对器由电机驱动的操作平台和两台带有V型块的从动纵向物流运输小车组成,通过手操盒控制平台上下、左右、前后以及站立、平躺将预焊接的管子、弯头、法兰等进行组对,人工施焊进行点固焊后通过纵向物流运输小车运送至自动焊接轨道准备进行焊接。
3 具体实施应用
前期安排专项人员到自动焊机厂家进行调研学习,依照相关要求规划流水线生产,具体实施步骤如下:(1)人员的培养:确定专项施工人员,进而有针对性地培养专项施工人员的技能,如自动焊机操作、编程的学习等,以达到各工序的耗时皆得到缩减的效果。(2)焊接生产线设计:首先需要对车间整体布局进行分析,按照车间工作工序合理设计自动焊机与组对器工位的位置,便于管件的运输与存放。(3)试运行阶段:同时在该阶段也会出现一些预期外的问题,则需要厂家及专项人员配合解决,并将问题及解决方案记录便于后续推广反馈学习。(4)运行阶段:按规程组对焊接,形成流水线作业,并做好记录。
4 模块化管道自动焊接工作站在核岛建设中的优势
模块化管道自动焊接工作站主要包自动焊机和组对器两部分,两部分以横纵交叉的井字型轨道连接。其可以完整地形成一条流水线,其优点如下:(1)自动焊机焊接过程由机器完成,人员只需要操作几个按钮就行,保证焊接质量,提高工效、节约能源、安全生产,易于实现自动化大规模生产。(2)自动焊接部分采用机器操作,人员只需要调节按钮即可,减少人员劳动强度,加快工作效率;组对部分全部在机器上进行,不需要人员对管件的搬动,减少劳动强度。(3)自动焊机和组对器可以同时进行,且不需要多人操作,减少人员浪费,提高工作效率。(4)自动焊机操作简单,操作人员只需要几个月的培养,也不需要焊工技能有多么高超就能对其进行操作,减少企业在焊工培养方面的压力。(5)模块化管道自动焊接工作站操作简单,只需要一小块地方就能进行建造,在核岛建设中易于推广。
5 结语
模块化管道自动焊接工作站,是一种组对焊接一体化的设备,在核岛建设中可以代替人工对管道二次预制的焊接工作,且可以形成一条简单的流水线工作。其占地面积不大,操作简单,人员培养不复杂,易于推广,在红沿河现场的成功运行为其他项目部和预制场的引进奠定了基础。
参考文献
[1] 王海东.焊接新技术在我国核电安装领域的研究与应用[J].金属加工(热加工),2016(6):8-10.
[2] 中国核电建造首次应用自动焊接技术[A].工程焊接2011年第1期(总第13期)[C].中国工程建设焊接协会,2011.
[3] 李洋.核电设备制造中高效焊接技术的应用现状[J].科技创新导报,2016,13(21):42-43.
[4] 张小强,刘艳东,蒋庆梅.大口径管道自动焊技术的设计及施工要求[J].焊接技术,2016,45(9):111-114.
[5] 冯英超.核电站TIG全位置自动焊打底工艺分析[J].电焊机,2012,42(2):57-61.
