680m3超大型浮选机在铜矿工业试验中的应用
2019-07-05沈政昌刘万峰史帅星杨为玥
沈政昌,刘万峰,史帅星,杨为玥,曾 晖,高 轩
(1.北京矿冶科技集团有限公司,北京 100160;2.北矿机电科技有限责任公司,北京 100160)
1 引言
浮选机是浮选工艺过程的核心装备。随着矿产资源禀赋越来越差、低品位难处理资源入选比例越来越高,选矿规模日趋扩大,与小型浮选机数量多、效率低、能耗药剂成本高的矛盾日益凸显,急需大型浮选机[1]。大型浮选设备具有安装台数少、占地面积少、易于自动控制、基建投资费用少、单位槽容积安装功率小、显著提高选矿处理能力和技术经济指标等突出优点[2-3]。从20世纪40年代起,浮选机就开始朝着大型化发展,特别是近年来在大型化方面取得了巨大进展,目前国内外均在开展600m3级别浮选机的研发设计,Outotec公司完成了620m3浮选机的研究设计,FLSmidth公司在2014年IMPC国际选矿大会上公布了660m3Super Cell浮选机[4]。北京矿冶科技集团有限公司基于BGRIMM浮选机趋势外推放大规则为理论依据开展了680m3浮选机的研发设计,并于2017年研发成功,同年联合江西铜业股份有限公司在其某大型铜矿山进行安装运行,用于尾矿再选回收铜的工业试验研究,工业试验获得了圆满成功。试验的成功为类似矿山实现矿山资源利用最大化、选矿综合效益最大化提供了可借鉴的宝贵经验。
2 680m3超大型浮选机特点
680m3超大型浮选机不仅适宜于常规粗扫选作业回收目的矿物,还适宜于对大宗尾矿的规模化处理。该浮选机主要技术特点主要表现为:
(1)基于目的矿物特性的浮选动力学调控。680m3浮选机设计过程中,根据“提高大型浮选机运输区高度有利于粗粒矿物回收”的理论观点,针对尾矿中矿物主要以未解离的粗颗粒矿物为主,矿粒易沉难浮的特性,对叶轮搅拌区做出大比例放大,提供足够的空间与时间,使气泡-矿粒能够有效接触矿化。而对运输区的放大以其高度提升为主,使易脱落的粗粒能够被运输到较高的区域,实现相对浅槽化浮选过程,使贫连生体粗颗粒矿物实现短距离快速回收。
(2)基于湍流耗散率调控的气泡矿化。680m3超大型浮选机在叶轮定子的设计上,基于湍流耗散率优化调控策略,使得叶轮搅拌区能够形成强有力的循环输出,又能产生均匀稳定的气、液、固三相速度梯度场。在叶轮腔区域,湍流耗散率高,速度梯度大,细粒级矿物可预先在此处实现气泡矿化。叶轮区域外,经过定子稳流调控作用,湍流耗散率适中,此状态槽内空间区域最大,粗粒连生体矿物主要在此与气泡发生碰撞粘附。随着矿化气泡携带者粗、细粒级矿物上浮,湍流耗散率逐渐降低,使矿化气泡能够平稳进入泡沫层被回收。
(3)基于大尺度循环流的流场控制。为解决粗粒悬浮的问题,在有限的叶轮搅拌作用域条件下,采用叶轮+导流筒+虚底结构,强制浮选槽内形成大循环,进而使粗颗粒在矿浆大循环条件下保持悬浮状态,避免沉积。
(4)基于小产率的泡沫富集调控回收。泡沫槽内置,以往的表层矿浆背着泡沫槽流动变为矿浆向着泡沫槽流动,在表层矿浆的带动下,泡沫会快速向泡沫槽移动,加快泡沫的回收;内置泡沫槽设计,比在浮选槽槽壁设置泡沫槽结构更小,且双边溢流,总的溢流堰长度更长,单位载荷更小,有利于泡沫的回收;浮选机槽体上部斜锥设计,向内倾斜,有助于推动泡沫向中部的泡沫槽移动。
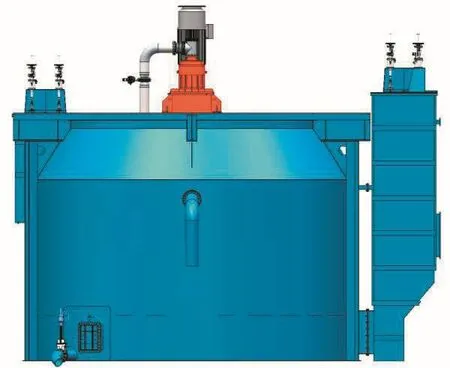
图1 680m3超大浮选机示意图
3 尾矿再选工艺方案的确定
某选厂近年来,随着矿石开采的不断深入,入选矿石变得难磨,原矿铜品位降低,选矿厂铜回收率呈下降趋势。生产实践表明,约占15%的铜损失于一段尾矿中,含铜在0.050%至0.070%之间。一段尾矿筛析结果表明,尾矿中+0.125mm粒级铜金属分布率占55.66%,+0.074mm粒级金属分布率占72.83%。经镜下产品鉴定,尾矿中损失的铜矿物主要以粗粒级贫连生体形式存在。因此若要进一步回收尾矿中损失的铜矿物,粗粒级铜连生体矿物无疑是回收的重点目的矿物。
影响矿物在浮选性质上有所不同的主要因素是其粒度分布及连生体分布[5],粗粒级矿物(特别是粗粒贫连生体)与气泡难黏附、易脱附[6],其回收一直是选矿界的难点之一。粗粒级矿物的回收除采用对粗粒级捕收力较强的捕收外,亦可采用对粗粒级矿物回收效果好的浮选机进行回收,但长时间以来,受现有药剂、设备技术和经济因素的制约,尾矿资源并未得到大规模回收利用,超大型粗颗粒浮选机研制的成功为粗粒级矿物的回收带来了良机。为了进一步回收一段尾矿中损失的铜,提高矿山的经济效益,采用超大型粗颗粒浮选机对该选矿厂一段扫选尾矿中损失的铜进行再选回收。
4 工业试验
4.1 工业试验流程
工业试验在选厂原流程改造的基础上进行。工业试验选定地点为18000t/d系统尾矿段,用于处理原工艺流程的扫选尾矿。在原流程扫选最后一台浮选机与680m3浮选机机之间设置四阀双开的特制中间箱,可实现原有生产系统与680m3浮选机工业试验系统的灵活切换。原系统扫选尾矿通过特制中间箱自流进入680m3浮选机,经大型浮选机浮选后尾矿自流排入原尾矿排放系统,浮选精矿再磨后返回至原生产流程的粗选作业。工业试验流程如图2所示。
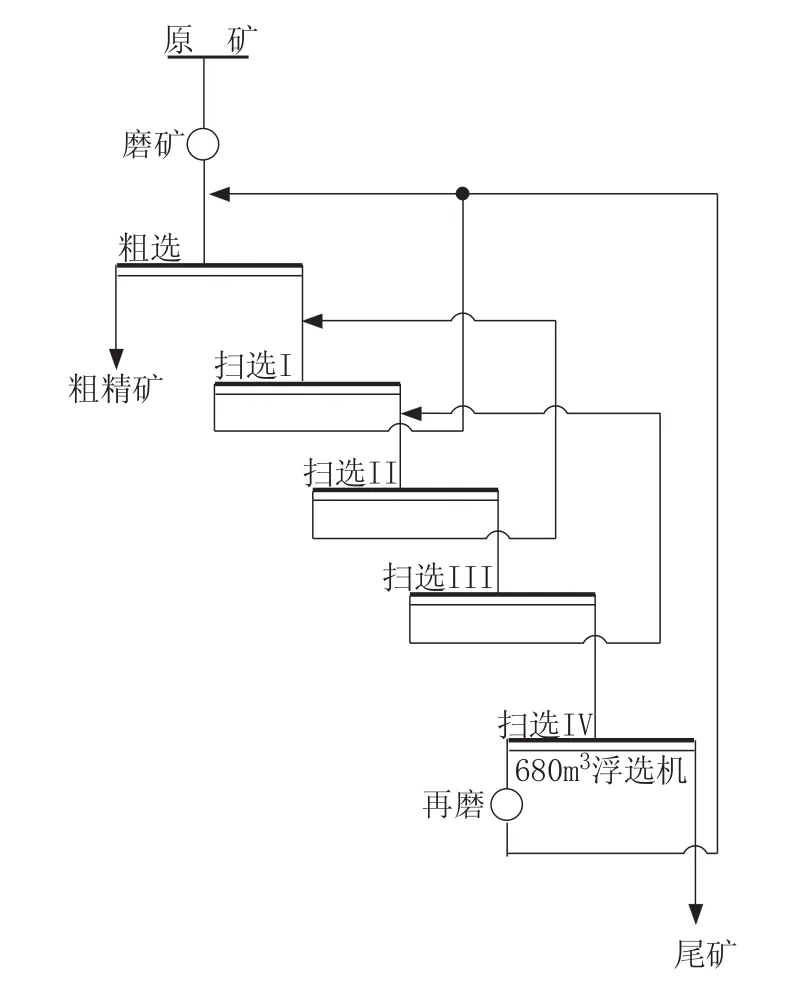
图2 工业试验流程
4.2 工业试验结果
工业试验在稳定生产运行后,进行了31天93个班,期间设备运行稳定可靠,并获得了可靠的工业试验指标。为了对比工业试验效果,将工艺流程相似、处理量相近和给矿性质一致的对比生产系统的同期数据进行了对比,结果见表1。
对比结果表明, 680m3浮选机所在试验生产系统比对比生产系统一段尾矿铜品位降低了0.009个百分点,一段铜回收率高2.08个百分点,二段精选作业回收率略低0.65个百分点,综合回收率高1.48个百分点。
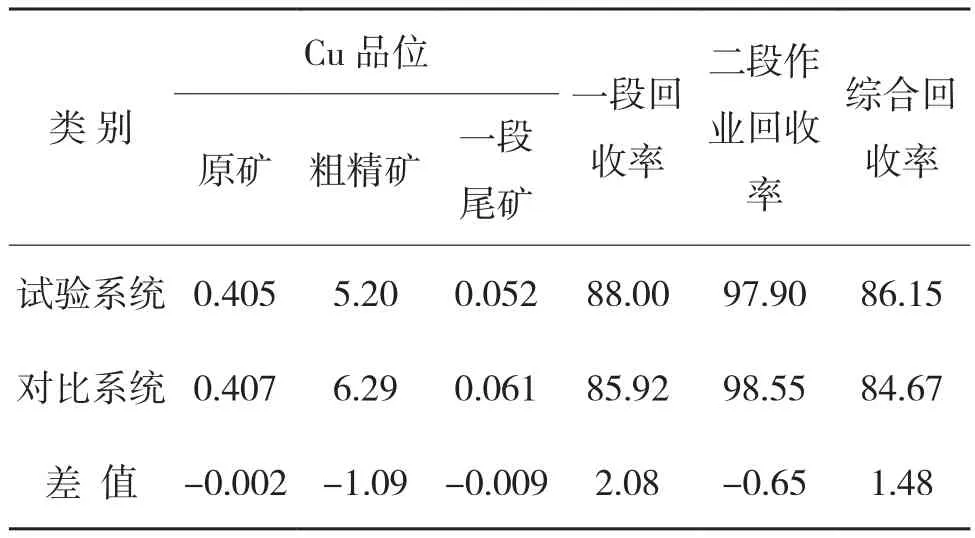
表1 工业试验结果对比表 %
5 结语
(1)采用超大型680m3浮选机回收铜粗粒贫连生体提高铜回收率的技术方案合理,试验期间680m3浮选机运行可靠,生产流程稳定。
(2)采用超大型680m3浮选机进行铜尾矿再选回收,指标提升明显,铜综合回收率提高1.48个百分点。
(3)超大型680m3浮选机工业试验的成功,为其在其他矿山的应用提供了可借鉴的宝贵经验。
