蒸汽发生器一次侧人孔螺栓孔修复工艺设计
2019-07-04余作长杨全超陈金华
余作长,杨全超,陈金华,叶 茂,彭 将
(福建福清核电有限公司维修二处,福建福清 350318)
0 引言
螺纹联接在核电厂应用广泛,直接影响核设备的安全,如压水堆核电厂电压力容器、稳压器、蒸汽发生器等大型核级设备均大量使用螺纹连接作为一回路、二回路承压边界。在螺栓安装、维护期间,由于螺栓安装不当、防咬剂涂抹不均、丝扣腐蚀、拧紧力不均等原因,均可能造成螺栓孔的损坏,需要进行螺栓孔的修复。螺纹孔发生严重损伤时,还需要对螺纹孔埋破坏性修复,这时一般需要去除旧螺纹孔后重新攻丝,安装螺纹衬套。这一修复工艺程序复杂,对设备的风险高,需专业的人员施工,并且需要严谨、细致的返修工艺方案。
压水堆核电厂稳压器、蒸汽发生器是核电厂重要关键设备,是质保一级、安全一级、抗震一级设备。稳压器人孔、蒸汽发生器人孔、手孔、眼孔在安装维护期间,由于螺栓安装不当、防咬剂涂抹不均、丝扣腐蚀、拧紧力不均等都可能造成螺栓孔的损坏,需要进行螺栓孔的修复。根据损伤程度,螺栓孔修复方法差异较大。
1 工况描述与分析
国内某核电厂1号机组1#蒸汽发生器二次侧眼孔、1号机组稳压器人孔螺栓孔均发生过螺纹孔严重损坏,需要进行返修事件。2次返修分别是由设备制造厂、在线机加专业厂进行返修,返修工装和工艺大体一致,但仍有较大差别,主要原因有:①螺纹孔的规格尺寸、螺纹孔布置;②核电厂稳压器、蒸汽发生器人孔螺纹孔返修工艺。根据螺纹孔的布置,螺纹孔向上(稳压器人孔)、螺栓孔水平(蒸汽发生器二次侧人孔、手孔、眼孔)、螺纹孔向下(蒸汽发生器一次侧人孔)。以稳压器人孔螺纹孔修复工艺、蒸汽发生器眼孔修复工艺为参考,设计蒸汽发生器一次侧人孔螺纹孔修复工艺,供实际发生缺陷时参考使用。
压水堆核电立式蒸汽发生器每台有2个一次侧人孔,使用法兰密封,属于一回路压力边界,其设计压力为17.23 MPa,设计温度为343,运行工作压力15.5 MPa,工作温度291.4。一次侧人孔位于蒸汽发生器下封头上,开口斜向下45°,安装标高约9.64 m,工作平台为8 m栅格板平台,法兰周围离房间构筑物距离约。法兰由16颗M48螺栓固定,螺纹孔深度84 mm,工况设定人孔螺栓孔中1个损坏严重,确认需要进行破坏性修复,因此采用方案为扩孔后安装螺纹衬套。
2 返修工装
2.1 工装的主要功能
根据修复工艺的流程,工装的主要功能就是精确定位镗床、液压攻丝机与人孔法兰,固定并确保工作时工机具运行稳定:①在尽量减少零部件的同时要求每个零部件重量尽量轻;②工装的加工精度不能高,但是在组装完成后定位精度满足要求;③还需要考虑镗床、液压攻丝机尺寸大小和现场操作空间的限制。因此,工装的主要功能为定位、连接、稳固。
2.2 工装的主要组成部件
工装主要由连接板、镗床底座和镗床支架、攻丝导向板、定位芯杆、辅助支撑架及相关紧固件组成:连接板用于连接工机具(镗床、液压攻丝机)一次侧人孔法兰,通过连接板将工机具固定在法兰上,并对法兰密封面进行保护,返修中间过程不拆除,保证工作过程中机器的稳定性;镗床底座和镗床支架用于镗床上部固定;攻丝导向板用于攻丝机的精确定位;定位芯杆用于辅助镗床和液压攻丝机定位螺纹孔;辅助支撑架则用于镗床和液压攻丝机下部支撑,确保稳定固定在人孔上,有水平调整、周向旋转、高度调节、前后左右移动等功能,在安装镗床和液压攻丝机时起辅助定位作用。
2.3 主要工具选择
修复工艺主要有以下3个步骤:扩孔、攻丝、安装螺纹衬套,主要涉及的工具包含镗床、攻丝机、丝锥、螺纹衬套安装工具及配套的液压站、空气压缩机。镗床的性能参数要求见表1。
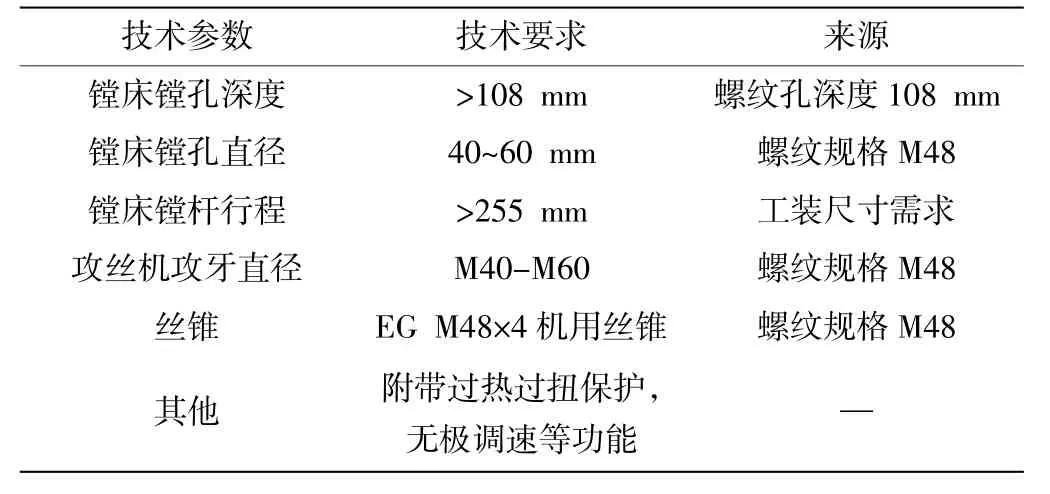
表1 镗床的性能参数
依据表1,最终选择LRM-LB-800便携式电动镗床、LRMHT-400液压攻丝机和EG M484的机用丝锥(图1)。螺纹衬套安装工具选用安装手柄和冲断器(图2)。
工机具期物资清单如下:
(1)便携式镗床 1台,配套镗刀,LRM-LB-800。
(2)连接工装(自行设计)1套。
(3)液压攻丝机 1台,配液压站,LRM-HT-400。
(5)螺纹衬套安装工具1个。
(6)量具有角度尺、百分表(带表座)、深度游标卡尺、内径千分尺、钢板尺、EG M484 螺纹通止规、M484螺纹通止规。
(7)开口扳手1套,内六角扳手1套。
(9)耗材有塑料布、丙酮、金属加工切削液、专用攻丝膏、不起毛白布、尼龙管刷等。

图1 丝锥

图2 衬套安装工具
3 返修工艺设计
3.1 修复目标
根据蒸汽发生器一次侧人孔座设计图纸要求,螺纹孔的尺寸为 M484 T84,Ra6.3,位置度,垂直度 0.6 mm。根据DIN 8140—1999《钢丝螺套标准》,选择A型螺套EG M484。
3.2 工艺步骤设计
主要工艺步骤包括工前准备、安装工装、安装及调整镗床、镗孔、安装及调整攻丝机、攻丝、拆除工装、安装衬套、验收、工完料尽。
第一步:对需要返修的眼孔螺孔进行标记。
第二步:用丙酮和不起毛白布清理密封面,并贴上核级胶带,对一次侧人孔和其余螺纹孔做好防异物封堵。
第三步:用压缩空气和尼龙管刷清理需返修的螺孔及安装定位工装的两侧2个螺孔(图3)。
第四步:检查所需处理的螺纹孔相邻两侧2个螺纹孔情况,并做好记录。

图3 螺纹孔防异物封堵
第五步:将连接螺栓拧到2个螺栓孔上,确保螺栓与人孔面平齐,用4颗M12内六角螺栓将连接底板固定到连接螺栓上,拧紧力矩35 N·m(图4)。
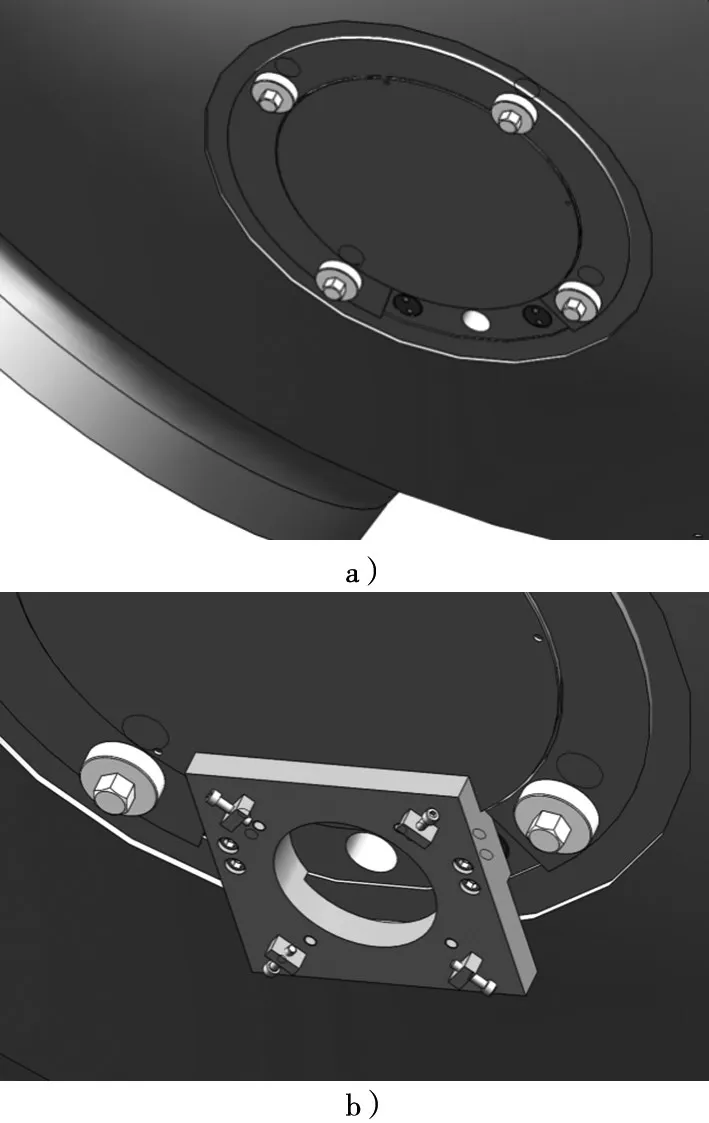
图4 安装连接底板
第七步:用4颗M12螺栓固定镗床底座到连接底板上,用3颗M12螺栓固定镗床支架固定到镗床底座上,力矩35 N·m(图5)。
第八步:使用辅助支架将镗床安装到镗床支架上(图6)。
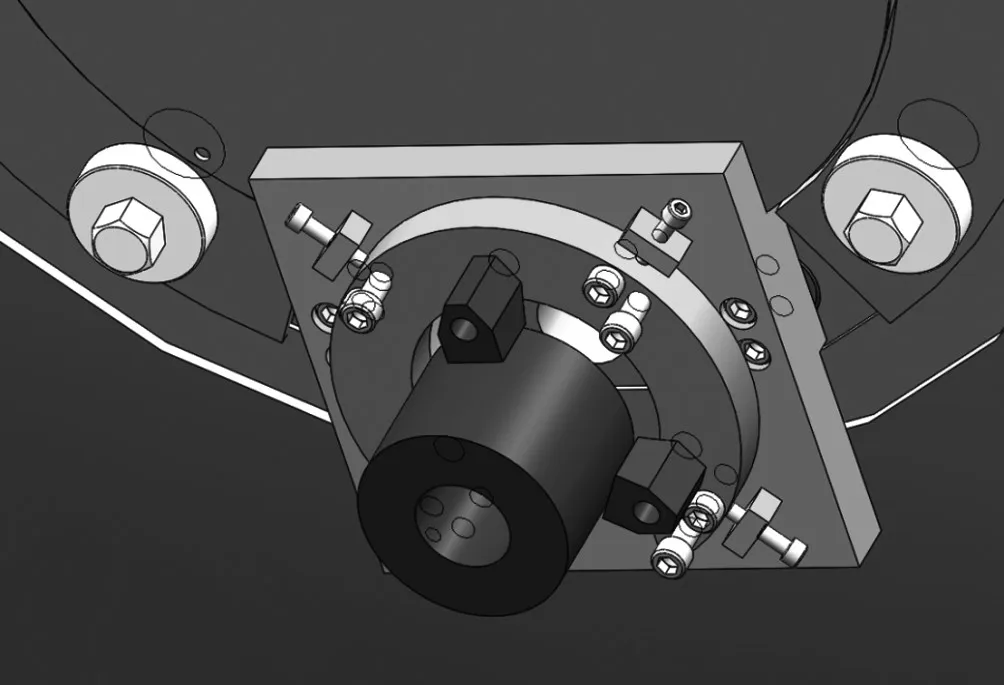
图5 安装镗床底板和支架
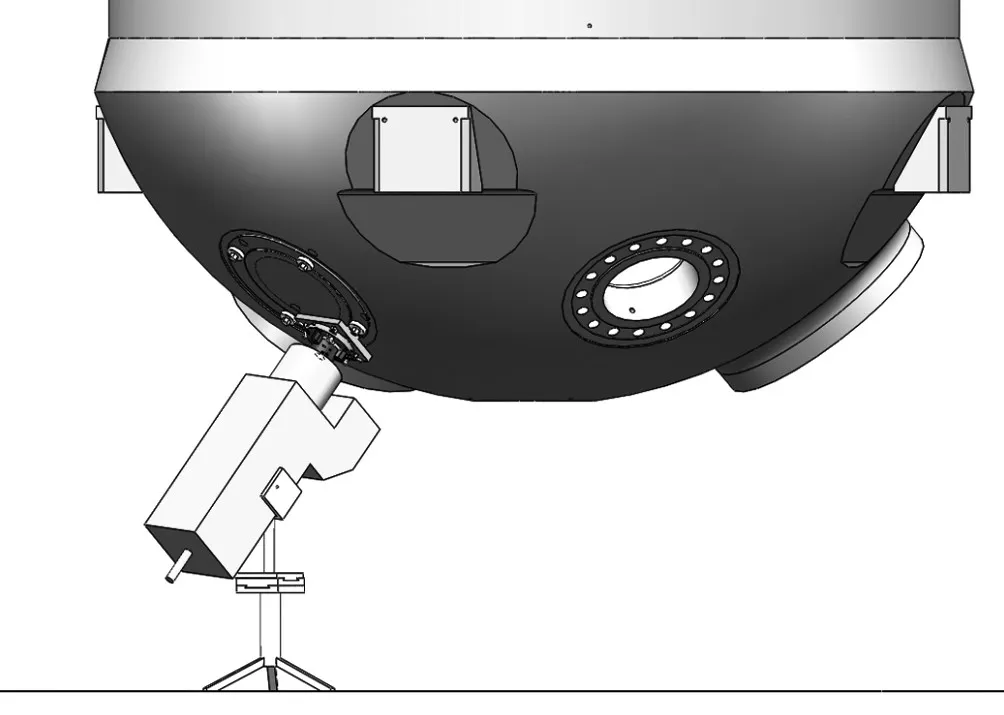
图6 安装和调整镗床
第九步:将定位芯杆旋入待加工孔内,确保旋紧。在镗杆的下端安装百分表,将百分表的测量杆接触到人孔座表面,并调整到合适的位置。缓慢旋转镗杆一周,读出百分表测量杆经过连接底板上4个垂直度调整螺栓所在位置数据。根据情况调整垂直度调整螺栓,调整完成后数差值约0.05 mm。用同样的方法调整同心度调整螺栓,读数差值约0.05 mm(图7)。
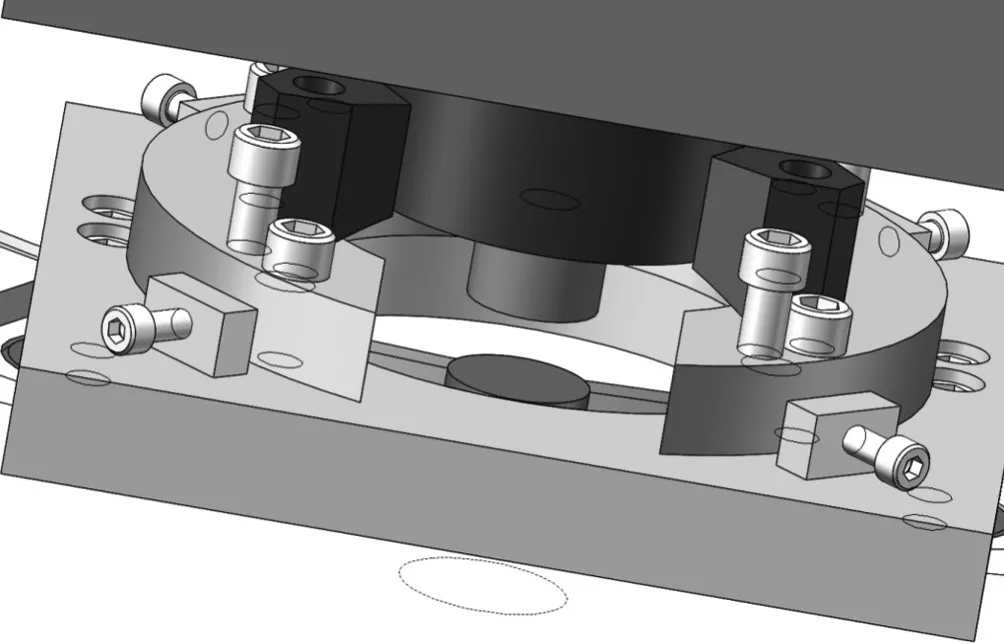
图7 镗床对中
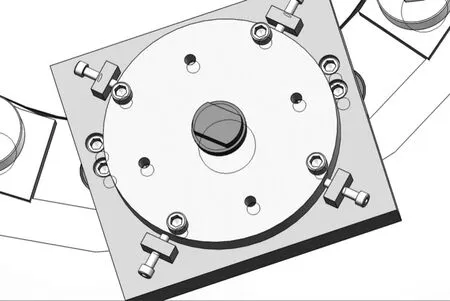
图8 安装攻丝导向板
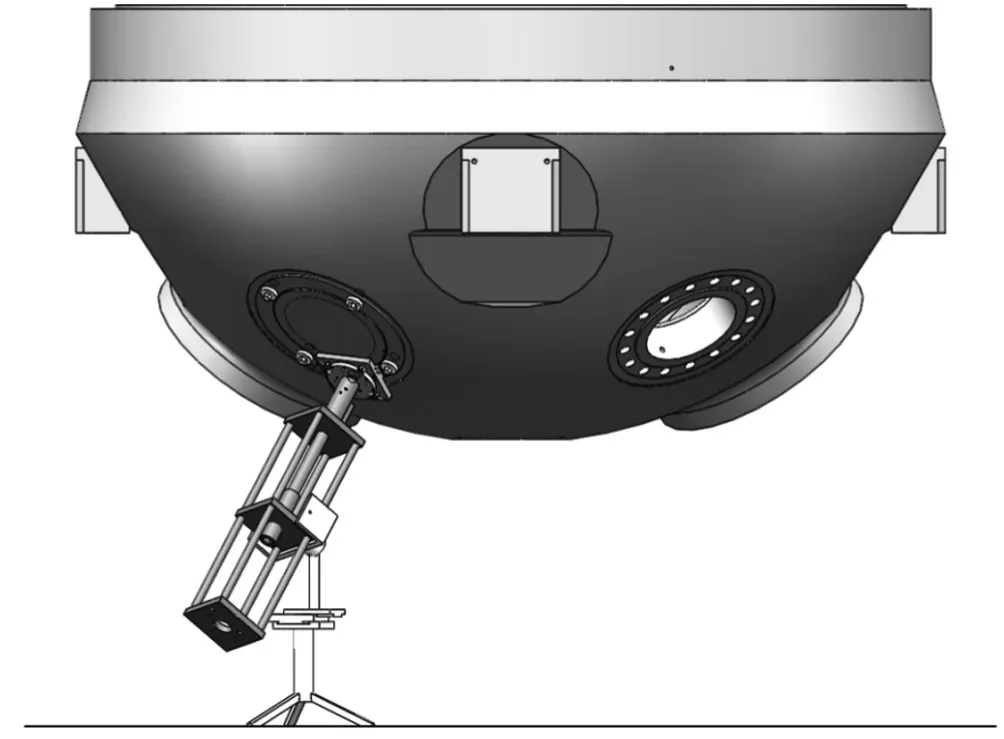
图9 安装和调整攻丝机

图10 攻丝
第十步:拆除定位芯杆,操作镗床进行镗孔,缓慢进刀,防止镗孔深度超出要求。设定转动速度,控制器读数为220~250;设定轴向进刀速度,控制器读数为50。根据DIN 8140—1999中关于ISO米制螺纹衬套的相关标准,安装EG M484螺纹衬套所需的最小底孔尺寸为105 mm,推荐镗孔的最终孔径在48.866~49.352 mm。分3步镗孔,每步镗孔尺寸分别为:46.4 mm,48.2 mm和49.05 mm,镗孔深度要求不小于108 mm。每一步镗孔结束需测量孔径和孔深,镗孔期间确保提供足够的冷却液(除盐水),在接近最终镗孔尺寸时增加测量孔内径尺寸的频度,确保镗孔尺寸合格后立即停止加工。
第十一步:镗孔结束后拆除镗床、镗床支架、镗床底座,用压缩空气和尼龙管刷清理底孔。使用深度千分尺测量镗好的底孔深度是否符合要求,使用内径百分尺、检查通棒、角度尺验证孔径的大小和垂直度。
第十二步:将攻丝定位芯杆拧入攻丝导向板后安装到镗好的孔,确定攻丝导向板的位置,用4颗M12螺栓固定攻丝导向板到连接底板上,力矩35 N·m,用圆周4颗调整螺栓辅助固定(图8)。
第十三步:将丝锥拧入攻丝导向板,使用辅助支架将液压攻丝机套入丝锥,固定位置后用4颗M12螺栓将液压攻丝机固定在攻丝导向板上,力矩35 N·m(图9)。
第十四步:攻丝,使用液压攻丝机一次攻丝成型,注意攻丝期间设定攻丝转速30~40 r/min(图10)。
第十五步:攻丝结束后拆除液压攻丝机、攻丝导向板、连接底板,用压缩空气和尼龙管刷清理底孔。使用EG M484螺孔垂直度测量工装、角度尺测量垂直度,用EG M484螺纹通止规对螺孔进行尺寸检查,并用深度千分尺测量螺孔深度。
第十六步:用螺纹衬套安装工具缓慢的拧进螺孔,拧到螺纹衬套距法兰面留有0.25~0.75圈空螺纹。取出工具,测量衬套的拧入深度合格后。用专用工具轻轻敲掉衬套安装柄,取出敲掉的安装柄。
第十八步:拆除连接螺栓,对2个螺栓孔进行检查,确保没有损害螺纹孔。
3.3 返修工艺的质量关键点
根据蒸汽发生器一次侧人孔座设计图纸要求,螺纹孔的尺寸为M484,最小螺纹深度为84 mm,表面粗糙度要求为Ra6.3,螺纹底孔的位置度要求为1 mm,垂直度要求0.6 mm。螺纹粗糙度靠螺纹衬套(成品备件)控制,位置度、垂直度靠返修工装设计及返修工艺镗孔、攻丝步骤控制。
3.3.1 工装设计
(1)连接底板、镗床底座、攻丝导向板(镗床支架是镗床自备部件)3项自行设计的工装的强度、刚度(包括紧固件连接的强度、刚度)是保证返修工艺的重要点,如果这3项工装的强度、刚度不满足要求,在返修中可能引起镗孔尺寸精度、形状公差(垂直度)、位置公差(位置度)。
(2)定位芯杆(镗孔前的定位芯杆、攻丝前的定位芯杆)保证镗床、攻丝机对中的重要部件,它们的尺寸精度、形位公差是保证返修工艺的重要参数。
(3)辅助支架的设计主要目的是配合镗床、液压攻丝机的对中以及工作中提供辅助支撑,确保工装的连接强度、刚度。
3.3.2 工艺步骤
(1)返修工艺中第九步:镗床镗孔对中调整步骤,直接影响后续攻丝(螺纹孔)的形状公差(垂直度)、位置公差(位置度),是一个关键步骤,必须将镗床与螺纹孔的径向、轴向对中数据调整到满足要求才能进行下一步骤工作。
(2)返修工艺中第十二步:攻丝机的对中调整步骤,直接影响后续衬套安装后尺寸是否达标,因此是一个关键步骤,必须将攻丝机与镗好的孔的径向、轴向对中数据调整到满足要求才能进行下一步的工作。
3.3.3 异物控制
异物控制即(螺纹)孔的清洁度控制:工装安装前螺纹孔如果有异物可能导致新增螺纹孔缺陷;施工过程中镗好的孔的清洁度直接影响加工精度,如果攻丝过程中孔中夹杂着铁屑,可能会产生新的损伤;攻丝后螺纹孔的清洁度对后续衬套安装也影响较大。因此工装之前、每一步镗孔和攻丝结束后需对该孔用压缩空气吹扫和尼龙管刷清洁螺纹孔,用内窥镜做好检查。
4 总结
已有稳压器人孔螺纹孔、蒸汽发生器二次侧眼孔的返修经验,再进行蒸汽发生器一次侧人孔的返修总体难度不大,但是要重点关注以下2点。
(1)需要加强返修工装的强度、刚度,并专设辅助支架以便于镗床和液压攻丝机对中调整加强返修过程的工装连接强度和刚度。
(2)关键返修工艺步骤在于镗床和液压攻丝机的对中,定位芯杆的设计、加工精度需要重要保证。
