调制解调器外壳注射模设计
2019-07-04勇兰州兰石能源装备工程研究院有限公司甘肃兰州730050
刘 勇兰州兰石能源装备工程研究院有限公司(甘肃兰州 730050)
1 引言
调制解调器是计算机与电话线之间进行信号转换的装置,由调制器和解调器两部分组成。调制器是把计算机的数字信号(如文件等)调制成可在电话线上传输的模拟信号的装置,在接收端,解调器再把模拟信号转换成计算机能接收的数字信号。通过调制解调器和电话线就可以实现计算机之间的数据通信。外置式调制解调器放置于机箱外,通过串行通讯口与主机连接。这种调制解调器方便灵巧、易于安装,闪烁的指示灯便于监视调制解调器的工作状况。这些调制解调器除了可以进行数据传输以外,还具有传真和语音传输功能。本文介绍调制解调器外壳的注射模设计要点。
2 塑件分析
调制解调器外壳由上壳和下壳两部分组成,如图1所示,材料为HIPS,收缩率为0.45%。上壳外形最大尺寸为102.00×105.50×22.34mm,平均壁厚为1.80mm,塑件质量为30.32g;下壳外形最大尺寸为102.00×103.67×23.20mm,平均壁厚为1.80mm,塑件质量为25.98g。塑件的技术要求为不得存在披峰(飞边)、注射不满、流纹、光泽不好、气孔、翘曲变形、银纹、气体烧焦、冷料、喷射纹、气泡和变形等各种缺陷,要求上壳和下壳组装后尺寸一致,美工线间隙均匀,结合面平整,手感顺滑。塑件注射成型中不得使用脱模剂。
从图1可以看出,上、下壳均为矩形扁平壳体,顶面和部分侧面有多个直径ϕ2.9mm小孔,孔间距为4.2mm,这些通孔为散热孔,只有个别孔为盲孔。上壳的3个侧面无脱模斜度,另外一个侧面有两处矩形倒扣;其中一侧面和顶面交界的棱边有4个倾斜的矩形指示灯孔,因此这个侧面需要设计倾斜的定模滑块。下壳的3个侧面同样无脱模斜度,这些侧面还存在其它的孔。综上所述,上下壳的各个侧面均需要设计滑块抽芯机构。
3 模具设计
3.1 型腔数量的确定

图1 调制解调器外壳塑件图a——上壳 b——下壳
调制解调器外壳由上壳和下壳两部分组成,每个塑件各出一穴,构成1+1的家族式模具。模具设计图如图2所示,模架为富得巴标准模架MDC FC4050 A80 B80 C110 H OH330,为保证加工精度,模架精框、滑块槽、码模槽和斜楔斜面等均在专业模架厂家一次加工到位。选择的注塑机为200t注塑机,经核算,塑化能力和合模力符合要求。
3.2 进浇方式设计
塑件属于外观有较高要求的电子塑件,加之上壳和下壳四周边均有大型滑块,浇口的设计只能采用点浇口从塑件顶面一点进胶。浇口的具体位置为选择在ϕ2.9mm盲孔内,不易被观察到,不会影响塑件的外观。
3.3 侧向抽芯机构设计
上壳棱边的矩形指示灯孔,需要设计倾斜的定模滑块12,另外两个侧面均设计了动模大滑块。上壳有缺口的那个侧面有两个矩形小孔,需要分别设计两个小型滑块,由于抽芯距离较短,滑块较小,将此小滑块20设计在模具的中心。定模斜滑块12由斜导柱8驱动,滑块的行程由限位螺钉10限位,弹簧11起到辅助斜导柱8的作用,耐磨板9同时也起到锁紧滑块的作用。所有的动模滑块也用斜导柱驱动,在滑块的斜面均镶嵌了耐磨板,在模具配模时起到调整作用,也便于模具的维护。
3.4 顶出系统设计
上壳由多支顶杆和一支司筒顶出,下壳由多支顶杆和4支斜顶顶出,设计斜顶17主要是为了脱出塑件内部的扣位。
3.5 冷却系统设计
为了保证注射成型周期,模具设计了良好的冷却系统。在定模和动模分别设计了多条冷却回路。除了中间两个小滑块之外,定模斜滑块和其余的动模大滑块均设计了冷却回路。在模架的浇口推板上也设计了冷却回路,这一切都有利于精密塑件的注射成型。
3.6 模具设计要点
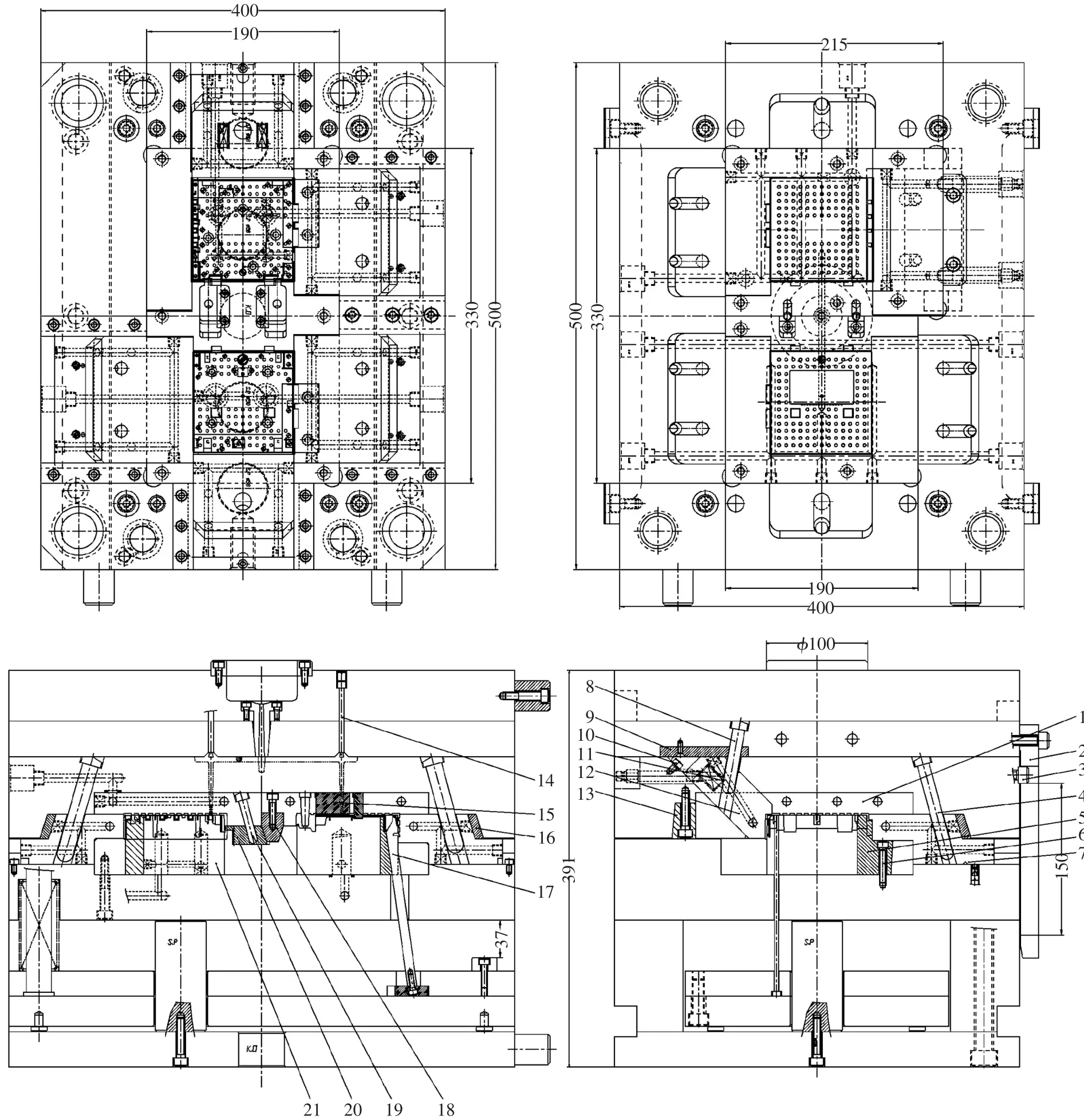
图2 调制解调器外壳模具图1.定模型腔 2.拉板 3.限位螺钉 4.斜导柱 5.动模快换镶件 6.螺钉 7.滑块 8.斜导柱 9.耐磨板10.限位螺钉 11.弹簧 12.定模斜滑块 13.型芯挤紧块 14.拉料针 15.定模镶件 16.耐磨板17.斜顶 18.斜楔 19.斜导柱 20.小滑块 21.动模镶件
顶面和部分侧面有多个直径ϕ2.9mm散热孔,这些小孔的分型面和脱模斜度设计十分关键,小孔的分型面全部选择小孔出在定模上,这样便于模具加工。如果脱模斜度不够,则塑件容易粘在定模或滑块上。实际选择小孔的脱模斜度为小孔大端为ϕ2.9mm,小端为ϕ2.6mm。模具加工的另一个要点是这些小孔全部原身留出,而不能采用镶针,由于孔间距只有4.2mm,定模需要选择4mm以下平底刀高速加工,确保加工后的粗糙度值较低,避免手工省模和抛光。
4 结束语
通过模具投产以来的使用情况来看,模具各项指标完全达到了模具样书的规定。经生产实践验证,模具动作平稳、可靠,开合模顺畅,生产效率高。该模具目前已投入大批量注射成型生产,其成型的塑料件质量稳定,满足用户要求。该模具的成功研制可为同类塑件的模具设计提供有益的借鉴。
