浅析辊道窑安装异形急冷风管对坯体的影响
2019-07-01潘雄
潘雄
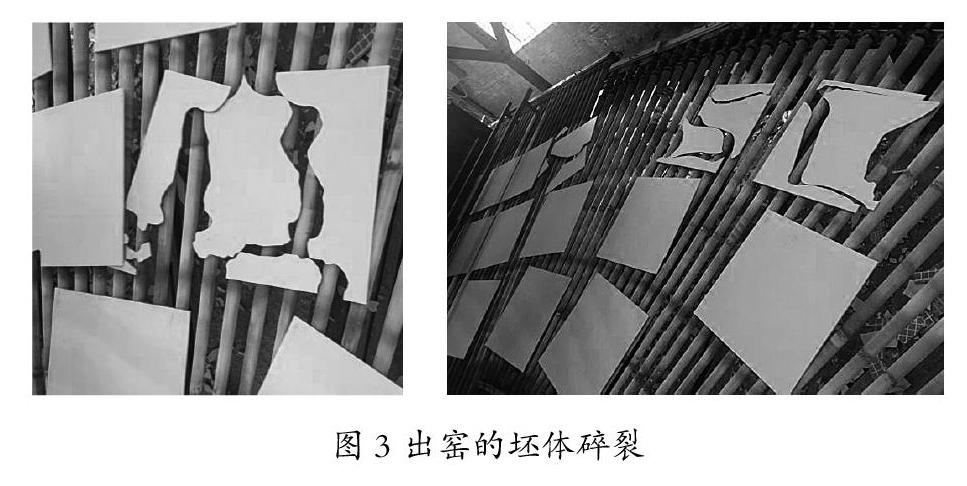
某厂辊道窑炉在维修改造时,为了便于以后在生产过程中利用急冷风来调节砖形,将原有正常设计的急冷风管全部改为只吹单边、吹中间,或吹两边,中间不吹的异形急冷风管(如图4)。在恢复生产后,当窑炉产量提升到一定产量后,很容易出现风裂砖或者砖边缘上有一点细小的裂纹,出窑产品也会出现碎裂现象(如图3),以及砖坯抗折强度低或出现切割裂现象,同时,只要窑炉出现1、2片的疏砖现象,其它砖也会出现风裂现象。请问这是什么原因造成,如何克服?
1. 急冷风在辊道窑炉烧成过程中的作用
众所周知,急冷风在辊道窑烧成过程中,主要有以下几方面的作用。
(1)对高温煅烧后的坯体进行强制和快速冷却,并使坯体达到陶瓷制品的物化性能和强度要求。
(2)急冷风在辊道窑烧成中起气幕作用,阻止烧成带的烟气倒流进入冷却带。
(3)利用急冷风上/下风压差、温度差调控坯体的变形度。
(4)通过调整急冷风量的大小,可以影响窑炉的压力和气氛制度。
2. 常规急冷风管与异形急冷风管的设计与安装原则
(1)常规急冷风管的设计与安装原则
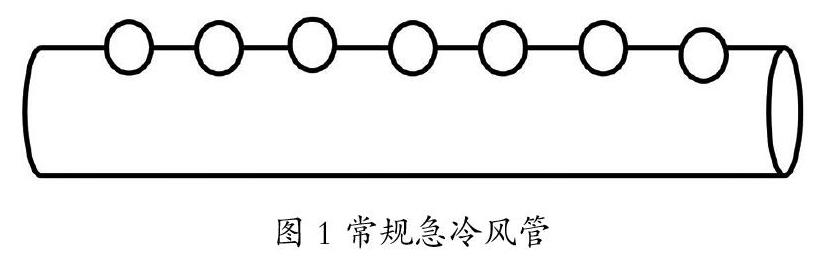
急冷风管直径或出风口孔径,通常是根据窑炉产量来计算出所需的风量而决定,然后在急冷段上、下对称分布安装,急冷风管以通管方式开孔且出风口呈垂直方向正对棒面,有些因生产过程调整需要,也有将急冷风管的出风口调到有一定的斜度的。如下图1所示。
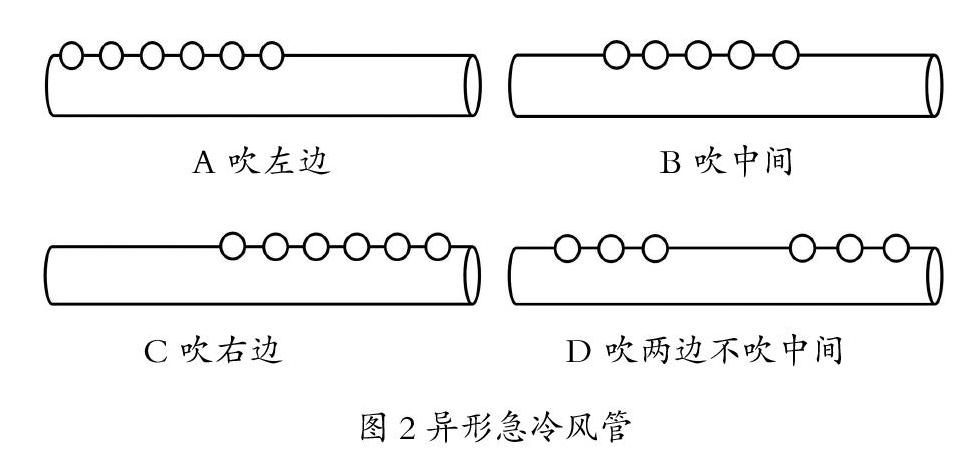
(2)异形急冷风管的设计及安装。
1)异形急冷风管的设计图
2)异形急冷风管的安装原则
一般情况下,急冷段异形风管的安装都是根据出窑坯体的变形情况而安装调整,或者事前已有安装的异形管,可根据砖形情况选择使用,通常情况下是在急冷段的前、中、后区域分别安装1 ~ 2支异形风管,其余的急冷风管还是保持正常设计的通孔风管为宜,切不可以将急冷风管全改成异形风管。
3.急冷风调节对砖坯变形度和质量的影响
(1)当同排砖坯出现前后边下弯变形大于左右边时,可通过调节不同区域急冷风管开度,即保持中、后段急冷风管的开度不变以及前段辊下急冷风管的开度不变,适当关小前段辊上急冷风管的开度,直至变形合格。
(2)当同排砖坯出现前后边凹变形大,左右边平直时,可通过调节不同区域急冷风管开度,即保持中、后段急冷风管的开度不变以及前段辊上急冷风管的开度不变,适当关小前段辊下急冷风管的开度,直至变形合格。
(3)当同排砖坯出现边左右下弯变形大于前后边时,可通过调节不同区域急冷风管开度,即保持前、中段急冷风管的开度不变以及后段辊下急冷风管的开度不变,适当关小前段辊上急冷风管的开度,直至变形合格。
(4)当同排砖坯出现左右边凹变形大,前后边平直时,可通过调节不同区域急冷风管开度,即保持前、中段急冷风管的开度不变以及后段辊上急冷风管的开度不变,适当关小后段辊下急冷风管的开度,直至变形合格。
(5)当同排砖坯出现边四边都下弯变形偏大时,可通过调节不同区域急冷风管开度,即保持前、后段急冷风管的开度不变以及中段辊下急冷风管的开度不变,适当关小中段辊上急冷风管的开度,直至变形合格。
(6)当同排砖坯出现四边凹变形偏大时,可通过调节不同区域急冷风管开度,即保 持前、后段急冷风管的开度不变以及中段辊上急冷风管的开度不变,适当关小中段辊下急冷风管的开度,直至变形合格。
(7)如果同排砖坯中,其中的某一片存在上翘或下弯变形过大时,则可以开启其对应的异形急冷风管,只吹坯体的局部变形位置协助解决。例如只吹单边变形的或只吹中间片变形的,另外的砖坯少吹急冷风或不吹冷风,如图4。
(8)如果急冷段全部安装异形风管时,在窑炉小产量时,对坯体不良反应的影响不明显。一旦单位产量增加后,极容易产生风裂缺陷。有时候还会出现单行砖坯的高温风裂或低温风裂现象,以及只要坯体存在一点细小裂纹,出窑的坯体就会碎裂,如下图3。
(9)要注意快烧与慢烧、大规格与小规格产品、厚砖与薄砖急冷风管开度与温度控制的区别。如果急冷温度过高,在缓冷前端观察坯体呈橙红色,很容易造成坯体出现高温风裂缺陷或抛光后入库过程的小崩角现象;如果急冷温度过低,在急冷后端观察坯体呈暗红色或暗黑色,就不能再往后面开启急冷风管,也就是古人常说的“鼓红不鼓黑”的道理,否则很容易造成坯体出现低温风裂缺陷或强度过低现象。如果缓冷在负压状态下控制以及溫度降速过快,则极易出现切割裂现象。
针对上述风裂问题,我们通过将辊上/下每个区域保留1 ~ 2条异形急冷风管,其它的更换为正常的直通风管,同时配合调整该窑缓冷段压力和缓冷段各分区抽热闸板的开度,使缓冷段由原来的全负压状态下控制改变为缓冷前段为正压,后端为负压状态下控制,该风裂缺陷得以解决。
总结分析,本次窑炉提产之后出现风裂砖现象,主要是该窑炉急冷段辊上下风管全部改装为异形急冷风管,导致坯体在经过急冷区域时,异形风管出风不均匀,截面温差过大,冷却不均匀,同时异形风管局部的风量过于集中,造成坯体局部降温过大而出现低温风裂。当提高急冷段温度时,又造成在异形管不开孔的位置,其对应的坯体缺少急冷风进行冷却而出现高温的热风裂现象。
咨询电话:
编辑部:0757-82269827 传真:0757-82269827
蔡飞虎:0757-82710910 (佛山市玻尔陶瓷科技有限公司)
程昭华:18823150088 (佛山市佳窑陶业技术有限公司)
潘 雄:13927769832(E-mail:Xrcpx@sina.com)
韩复兴:18237699507
秦 威:13927270859(佛山市达索陶瓷科技有限公司
【陶瓷添加剂“私人定制”专家】)
温千鸿:13380225254
王银川:13929929576(836611312@qq.com)
