机械阀在薄板类零件铆螺母工序上的应用
2019-06-30李俊
李俊

【摘 要】随着我国经济发展模式的转变,工业结构也进行升级,作为工业的代表,汽车产业发展迅猛。汽车类焊接夹具也在更新换代,以前是气动、电动、电气混合型夹具,现在出现三维柔性焊接夹具、机器人焊接系统等夹具类型,极大地方便了产品线的更新换代和企业的需求。我们也在对以前的夹具加装配件,让其具有柔性多功能。文章所使用的机械阀是焊接夹具上常用的部件,它可以根据产品不同的需求发挥不同的作用。如今,薄板类零件如汽车天窗门框类基本上都是铆接,文章主要介绍机械阀在拉铆工序上的气路原理及气动铆螺母枪的使用。
【关键词】机械阀;夹具气路系统;拉铆技术及工具;夹具发展
【中图分类号】TH131 【文献标识码】A 【文章编号】1674-0688(2019)11-0083-03
0 引言
随着科学技术的不断进步,汽车工业蓬勃发展,人们对汽车这类交通工具也更加注重其美观的外表和产品质量。汽车焊接夹具也在不断提高其工艺和应用多元化,随着车型的不断变化,从夹具成本考虑,为了满足主机厂顾客的需求,我们在创造新夹具的同时,也可以对现有夹具进行创新。机械阀是一种夹具常见的辅件,也从以前的按钮机械阀发展成有杠杆机械阀、滚轮机械阀,这也让我们有了更多的选择。
1 机械阀的工作原理
本文采用的是“亚德客”CM3R-06滚轮杠杆型机械阀。亚德客公司在国内和国际上是知名的气动器材大型企业。亚德客公司向客户提供的主要产品有气动控制元件(如流量控制閥与方向控制阀)、气动执行元件(如标准气缸与迷你气缸)、气动辅助元件(如气动三联件)等。“亚德客”CM3R-06有着以下优点:①截止式结构,密封性好,换向灵活,无需加润滑油。②多位置安装,安装使用方便。{3}控制头为金属材料,寿命长,稳定可靠。焊接夹具上的气缸、气阀绝大部分使用的都是亚德客公司的产品。结构图如图1所示。
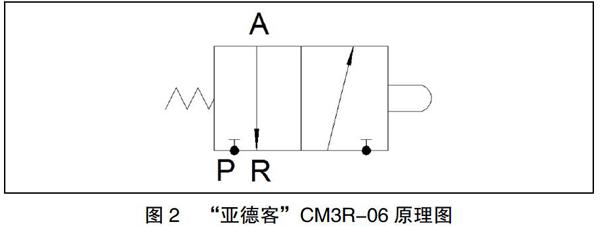
从结构上看,它运用了简单的杠杆原理,当有物体使得滚轮产生垂直方向向下的位移(根据说明书上位移公差为3~4.8)时,就能使P和A连通,否则P不能通向A,本文介绍的是在铆螺母工序上的应用,所以为了配合机械阀工作,我们在安装它的支基旁安了“F”形的连接板,连接板上配了插销和弹簧,还有弹性锁紧垫圈,插销顶部圆心处做一个小圆弧坑,方便铆螺母时螺母定位,到时拉铆时不至于打斜。拉铆时铆钉顶插销,插销底部便会顶向机械阀滚轮通过杠杆原理使机械阀工作。拉铆完毕拿出工件时,弹簧和垫圈使插销复位,便可拉铆下一件工件。机械阀气路图如图2所示。
简单地说,这个机械阀是二位三通阀,有2个位置、3个气口(工作口A、进气口P、排气口R),它有两种,本文用的是常闭,即原始位置P自己封住,A通R。换向后,变成P通A,R自己封住。
2 夹具气路系统的组成
2.1 气路系统主要元器件
焊接夹具传动系统一般由4个部分组成。①产生气压的装置(如空气压缩机),它的作用是将机械能转换成气体的压力能,简单来说,它是由电动机驱动压缩机,带动连杆往复运动,使得腔体内容积产生变化。②控制部分装置(如压力阀、流量阀、方向阀),它的作用是控制和调节空气的压力、流量和方向,是焊接夹具的灵魂,有了它夹具就出现了多种用途。③能量输出装置(如气缸),它通过气管接头将气体的压力能转变为机械能,以便使与气缸相连的夹紧臂实现如定位、夹紧的作用。④辅助装置(如气管,气动三联件,导向装置),它们通过在工作台上与控制装置和输出装置相连后起到连接、过滤、润滑、减小噪音、辅助定位工件等作用。
2.1.1 气缸
气缸是将气体的压力能变为机械能的装置。在气压传动系统中,它通过输出能量来驱动夹紧机构、定位机构。
平常,我们使用的气缸是由缸筒、密封件、活塞、活塞杆、端盖组成的。通过查阅《简明机床夹具设计手册》了解到气缸按活塞结构可分为活塞式气缸与膜片式气缸;按安装方式可分为固定式气缸、摆动式气缸与回转式气缸;按气体作用力方向可分为单向作用气缸与双向作用气缸;具体看夹具的功能来使用。
对于汽车焊接夹具,采购气缸时一般根据场地和夹具大小及是否干涉操作综合考虑,例如用于连接夹头进行开夹和关夹的操作,采用摆动式单向作用气缸比较多,如亚德客公司的标准气缸、华通公司QGS系列。但夹持卡扣零件或支架类的小零件不能使用标注气缸,因为它有缓冲,而且夹紧力大,占地方,这时我们可以选薄型气缸,例如亚德客公司的SDA32X系列。
2.1.2 气阀
气阀按其功能可分为压力控制阀、流量控制阀、方向控制阀三大类。压力控制阀可以分为以下几类:①调压阀,一般装在分水滤气器与油雾器之间,使通过它的空气含水分少,且不含油分。②安全阀,在一般汽车焊接夹具里使用较少,不予叙述。③顺序阀,相当于顺序一、顺序二……控制气缸顺序动作,一般在使用端附近,方便操作工使用。④卸荷阀,续压器供气致使压力高于调定值时,通过卸荷阀排气,使气源卸荷,蓄压器稳定。
对于汽车焊接夹具使用的顺序阀关夹绿色按钮、开夹红色按钮,注意备注工序,否则操作工极易误操作,这是经常容易忽视的问题。顺序开关的安装位置最后在工作台上确认,生搬硬套容易干涉夹具或导致操作工使用不方便。
2.1.3 辅助元件
焊接夹具上常见的辅助元件如气动三联件,就是上文所述的分水滤气器、调压阀、油雾器组成的,这都是现成的直接买一套就行,密封性也比较好。气管接头有螺纹接头和弹簧卡套接头、快速接头。以前用得较多的是螺纹接头,但后来发现操作工焊接时焊钳极易碰对导致其损坏,拆装麻烦,使用久后也会有不同程度的漏气现象。现在使用弹簧卡套和快速接头连接可靠,装拆方便,可大量采购,不生锈,易储存。
2.2 气路系统
2.2.1 气路回路
任何复杂的气动控制系统,都是由一些具有特定功能的基本回路组合而成的。气动控制系统的设计方法可归纳为两大类:直观组合法和逻辑分析法。直观组合法是按照夹具作业顺序的要求,利用基本回路和常用回路,考虑自锁、互锁、启动、急停、复位、延时等要求,适当加以组合满足顾客要求的控制回路。逻辑分析法比较复杂,它是把整个焊接线的夹具的所有动作分为一系列模块,每个模块有一个名称,所有模块的气控集合在逻辑控制箱里。
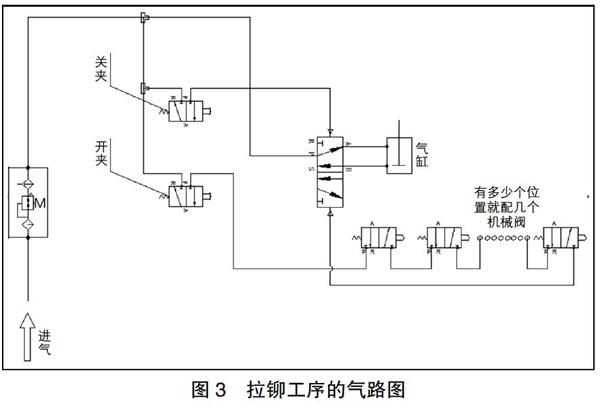
本文介绍的控制回路是一种串联的方法,每一个拉铆的位置配一个机械阀,用气管连接起来,最后排气口与开夹控制阀相连,这样便实现了开夹的同时,零件也会被插销升起来。由于此处只涉及拉铆气路,因此省略其余回路,气路图如图3所示。
2.2.2 气路系统的故障检查与维修
气路系统的故障原因有很多,例如:①元件加工、装配不良。零件装错、装反,螺钉拧紧时用力过大造成卡死。②对元件的性能和功能了解不够,导致出图设计回路时出现错误。③图纸交接给装配工时没交代清楚,导致安装不符合要求。④元件损坏或老化,维护管理不善。
气路系统的维修有2种方法:①经验法,依靠夹具维修者的实际经验,通过看和听锁定问题部位,运用合适的手段解决问题。经验法主要看夹具维修者的经验,老师傅一般很快便会找到问题,然后对症下药,经验不足的维修者只能慢慢摸索,但有时即使是老师傅对于故障处理也存在一定的局限性,而且不一定能完美解决。②推理分析法,利用逻辑推理,从进气到开关按钮,再到气缸动作,最后开夹取零件完成一整套流程,在这过程中,一项一项排除故障因素,最后找到问题的所在。因为对夹具演示过一遍,所以解决方案也会比经验法更有说服力,也更完美。
3 铆接技术及拉铆工具
3.1 铆接技术
铆接技术实际上是一种对零部件进行成型或者固定的技术,通过液压或者气压设备,其铆头接触到板材或零件时会产生压力使需要连接的零件部位连接起来。对比焊接,铆接容易控制变形,产品质量好控制,而且现在的铆接工艺也是多元化的,既要考虑产品的成本又要选择适合的铆接工艺,正因为铆接技术的常用性,所以一辆小轿车上60%的零件和材料都需要铆接。铆接技术的分类:直向冲压铆接、自动送钉铆接、无铆钉铆接。
本文使用的工艺是拉铆螺母,简称铆螺母。该工艺的出现是因为对于薄板类和薄管类零件焊接时容易焊溶、焊穿,而且焊渣容易溅射在螺杆上或螺母内螺纹里造成装配上的困难。汽车多使用封闭平头全六角拉帽,冲压件上也会有冲压好的六角孔,这时使用气动铆螺母枪便能完成作业。
3.2 拉铆工具
拉铆工具分类:按用途分为铆钉枪、铆螺母枪;按动力源分为手动工具、气动油压工具、液压工具、电动工具等。
拉铆有工具确实很方便,但是一把工具价格动辄几千元,像进口的铆螺母枪价格上万元。下面介绍在没有工具的情况下怎么铆螺母。在产品质量检查时,偶尔会发生一两颗螺母漏铆的情况,这时去申请用一把螺母枪也比较麻烦,用内六角扳手也能实现铆螺母,而且该工具也常见。我们除了要准备内六角扳手,还要准备一颗比拉帽长的M6内六角台阶螺杆(本文是针对汽车铆螺母孔,它们一般是M6的)。把台阶螺杆扭进拉帽里一直扭,因为拉帽是内六角的,无法转动,就会向零件侧压缩变形,这样也能达到铆螺母的效果。
3.3 “斯威特”气动拉铆螺母枪使用心得
本文是在薄板上拉铆螺母,首先根据螺母直径选定铆枪头,然后将螺母穿入铆枪头(注意不要把螺母放到螺母孔再用枪头压下去,避免打歪和损坏枪头,公司使用的是“斯威特”),把枪头对好螺母孔,按稳后按住开关,这时铆枪头依靠压缩空气产生的向后拉力,使螺母凸台上端由于空气压缩变形紧紧贴住薄板工件,这时螺母便牢牢固定在薄板上。气动拉铆螺母枪属于贵重物品,平时做好检查,使用时先上些润滑剂,可以延长其使用寿命。
4 焊接夹具未来的发展
汽车焊接夹具未来的市场广阔,随着“互联网+”的不断推进,以后还会呈现出多元化的景象。但是万变不离顾客的需求,夹具的设计要符合以下要求:①必须满足顾客生产纲领,也就是生产节拍(包括操作工装配零件的时间、夹具夹紧的时间、焊接时间、夹具打开的时间、工件搬运的时间)。②焊接零件的关键部位及其定位,因为夹具定位方式很多种,夹紧方式也很多种,在设计时要考虑下一序的定位和白车身总成上的定位,做到基准统一,从而提高零件质量。要是误差累计过大,后面工序很难调整,后期极易造成孔偏和超边。夹具成本方面肯定也会与顾客对零件的定价挂钩,只能在性能上和柔性上下功夫,凸显出夹具的性价比让顾客选择。综上所述,汽车焊接夹具的未来其实离不开汽车行业的推动,只有汽车行业产品实现多元化、精密化,汽车焊接夹具才能向着多元化、智能化、柔性化的方向發展。本文结合工作实践介绍了一些经验,为夹具设计者提供思路和参考。
参 考 文 献
[1]马松.工装夹具设计的思考[J].企业科技与发展,2014(1):11-14.
[2]吴拓.简明机床夹具设计手册[M].北京:化学工业出版社,2010.
[3]朱耀祥,普林祥.现代夹具设计手册[M].北京:机械工业出版社,2009.
[4]胡忆沩.实用铆工手册[M].北京:化学工业出版社,2012.
