白车身焊装线柔性方式研究
2019-06-30刘国斌
刘国斌
【摘 要】白车身焊装线作为白车身的生产主体,其柔性能力决定了主机厂的生产能力及不同平台车型的生产能力,通过研究白车身焊装线柔性方式,提高柔性生产能力,缩短新产品生产准备时间。
【关键词】白车身焊装线;柔性生产;白车身
【中图分类号】U468.2 【文献标识码】A 【文章编号】1674-0688(2019)11-0028-03
白车身作为汽车的安装骨架,其制造过程复杂,需要工装精确定位后再进行焊接。近年来,汽车市场竞争激烈,为了实现产品快速开发及降低新车型导入成本,需要焊装生产线实现柔性生产。以下是几种柔性方式。
1 同平台白车身简易线模式
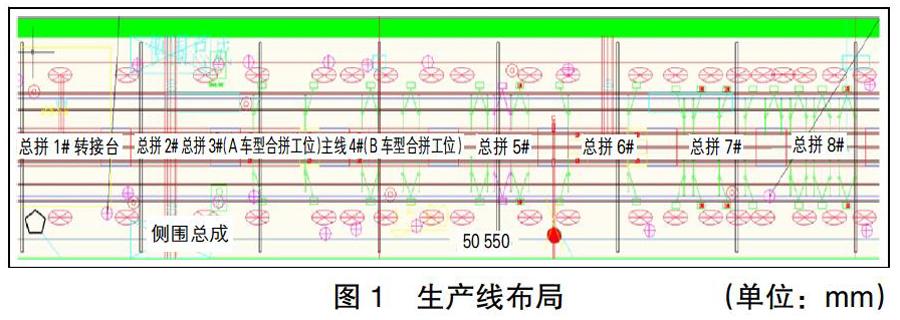
同平台车身产品特点在于下车体基本一致,主要差异在于上车体,该方式通过相同工艺的工位采用并列排列的方式实现白车身柔性生产,比如主线的合拼工位,通过并列放置不同车型的合拼工位进行不同车型的定位焊接。如图1所示,通过总拼2#预装不同车型侧围,A车型通过3#进行合拼,B车型通过4#工位进行合拼。
该方式要求场地比较大,在前期生产线的开发时需要确定产品的输入,后续需要增加导入的车型,更改较大,时间周期长,具有一定的局限性。
2 同平台白车身柔性夹具模式
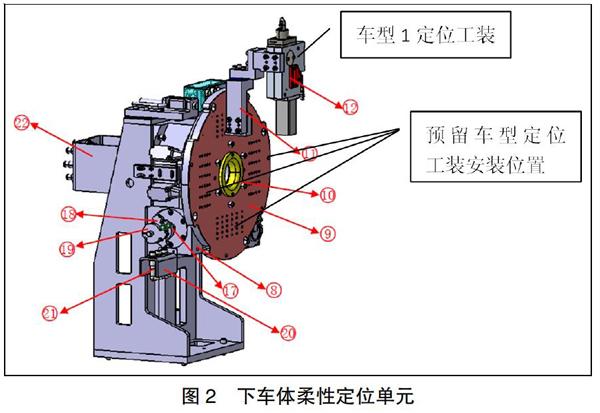
由于同平台白车身的特点,因此采用多自由度机构实现不同车型的定位切换。该方式通过可切换的下车体定位单元与上车体定位单元组成,下车体定位单元如图2所示,通过电机带动高精度转台实现4种状态的精确定位,对下车体进行精确定位。
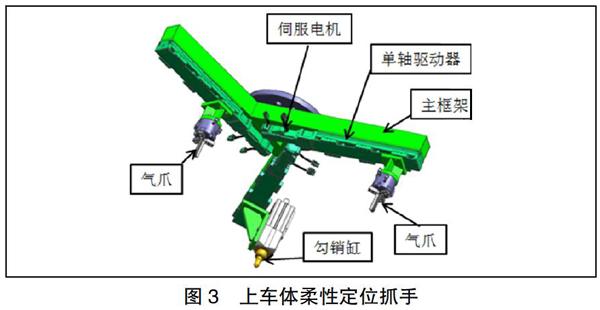
上车体通过柔性定位抓手对上车体进行精确定位,定位装置如图3、图4所示。
上车体柔性定位抓手通过伺服电机带动定位气抓移动到达精确位置锁定后对上车体进行定位。
通过柔性上、下车体定位单元组合使用,实现对车身的定位焊接,实现白车身生产线的柔性生產。该方式实现产品柔性设备投入少,开发快,但是受限于产品的一致性的约束,对车型的平台化水平及产品长期规划要求较高,不能灵活应对汽车市场的需求,具有一定的局限性。
3 多品种白车身柔性混批生产线模式
多品种白车身柔性生产线(如图5所示)可以在生产线上进行多车型的混批生产,兼容不同平台的车型生产。以下车体门槛内板上件定位焊接工位为例,该工位实现柔性需要解决以下问题:下车体定位输送实现可切换;门槛板上件料框实现柔性可切换;定位抓手实现柔性可切换。
下车体输送定位采用快速切换工装实现,通过机器人从库位中抓取夹具放置在滑撬本体,通过机械自锁机构对切换实现精确定位,满足柔性定位要求。切换原理如图6所示,通过机器人抓取A、B、C、D 4组下车体定位单元,实现不同车型的定位夹具切换。
门槛上件料框采用可切换推拉方式实现,不同车型开发不同的精确料框,通过每个工位固定在地面的对接机构对不同料框实现精确定位,通过机器人对零件的抓取然后对零件进行精确定位。其组成方式如图7所示,该机构主要由地面定位机构与精确定位小车组成,通过地面定位机构对不同车型的料框实现精确定位,满足机器人重复定位上件精度要求。
由于不同车型零件差异较大,因此很难通过机构的柔性兼容所有车型。实现不同车型的抓手定位通过可快速切换的抓手进行,在工位布置2个车型的抓手放置架,通过停产时对不用生产的抓手及将要生产的抓手进行切换实现批量混批生产。最终形成的柔性定位布局方案如图8所示。
该方式可以实现多车型混批生产,但是由于场地的局限,相应工位放置的车型定位装置有限,只能实现混批生产,不能实现实时混流生产,切换后的工装需要较大的场地进行放置。
4 智能切换白车身柔性生产线模式
该方式在混批的基础上进行改进,由人工进行切换的料框抓手等车型装备通过AGV小车进行,切换后的夹具由AGV拉到相应的立体夹具库进行存储,实现智能实时切换车型的生产(如图9所示)。
通过白车身柔性生产线的开发与建设使用,提高工厂生产车型的品种多元化,提高市场的响应速度。
参 考 文 献
[1]朱耀祥,融亦鸣.柔性夹具与计算机辅助夹具设计技术的进展[J].制造技术与机床,2000(8).
[2]蔡瑾,段国林,李翠玉,等.夹具设计技术发展综述[J].河北工业大学学报,2002,31(5).
[3]吴玉光,高曙明,陈子辰.组合夹具设计的几何原理[J].机械工程学报,2002,38(1).
[4]余建军,任治军,王辉.先进焊接工装夹具及其在机械装备制造业中的应用[J].机床与液压,2011,39(12).
[5]贾建华,范建蓓.柔性夹具在现代制造业中的应用与展望[J].机电工程,2005,22(12).
[6]方和平.柔性夹具的发展与应用[J].现代制造工程,2002(1).
[7]张冠伟,张世昌.用于柔性生产线方案设计的分层工艺规划方法[J].计算机辅助设计与图形学学报,2003,15(10).
[8]史亚贝,刘欣宁.采用AGV小车的柔性生产线技术方案设计[J].机械设计与制造,2017(7).
[9]毕岩,房长兴.发动机缸体柔性生产线自动上下料装置研究[J].制造技术与机床,2018(2).
[10]倪俭.柔性生产线工艺设计[J].现代制造工程,2002(3).
[11]任燕.工业机器人在柔性生产线中的应用[J].自动化与仪器仪表,2015(10).
[12]周桐,王雄祥,李健,等.柔性夹具动态特性对随机振动试验的影响[J].机械科学与技术,2005,24(12).
