瓷砖无水抛光加工工艺研究
2019-06-30徐斌

摘 要:为了解决瓷砖加工过程中高能耗的问题,本文提出正反置瓷砖无水抛光加工工艺。通过集成冷却除尘罩的方法解决瓷砖无水干抛过程中瓷砖表面热量散热难题,并设计了集成冷却除尘功能的磨头罩结构。提出风冷式磨块和热管磨块,利用风冷技术和热管技术解决瓷砖无水干抛时,磨块散热冷却的难题。本文提出的风冷式散热技术和热管技术可以应用到现有的瓷砖水抛光和微水抛光,以及瓷砖干磨边轮的降温。
关键词:瓷砖;正、反置;风冷; 热管;干抛
1 前言
2015年6月份广东一鼎科技公司首次提出陶瓷砖反置式微水抛光加工工艺,目的是解决陶质瓷砖在加工过程中吸水率过高,后期需要干燥,造成能源浪费的问题。2015年6月份广东科达洁能股份有限公司的博士后徐斌博士[1],也就是本文作者,在参加广州陶瓷设备展会看到广东一鼎科技公司,利用全息投影展出的反置式微水抛之后,当即提出陶质瓷砖正置式微水抛光加工工艺,并于7月份实验成功,验证了陶质瓷砖正置式微水抛光加工工艺的可行性和正确性,深加工事业部立刻着手研发正置式微水抛光机,于2016年3月在山东临沂一家陶瓷厂投产成功,对陶质瓷砖正置式微水抛光加工工艺进行了产业化应用。
2016年9月在意大利石材的展会上,安哥拉石材设备集团公司推出了石材无水抛光加工工艺并推出概念机。2017、2018年在广州陶瓷设备展会上,安哥拉公司以图片形式展出了石材无水抛光机的概念机。2017年本文作者与意大利陶瓷设备的销售工程师座谈,询问安哥拉无水干抛光机的情况,他们均表示没有在市场上见过,也没有听说过在哪里应用。国外同行均表示:瓷砖干磨边工艺是中国人首先搞出来的,瓷砖无水抛光加工工艺中国同行也可以先行去搞出来。
瓷砖加工是高能耗、高污染的过程,特别是近来中国环保要求异常严格,零污染、低能耗是瓷砖未来加工工艺一个必然的趋势和迫切的要求。为此本文作者提出瓷砖无水抛光加工工艺,在分析瓷砖无水抛光机结构的基础上,设计了瓷砖表面冷却系统,设计了气冷式磨块结构。同时首次提出热管磨块的概念,将热管理论引入到磨块,设计了热管磨块结构,对磨块进行冷却,最后设计了除尘系统。本文的研究成果,可以加快瓷砖无水抛光加工工艺在瓷砖加工行业中的应用。
2 瓷砖无水抛光加工工艺原理
瓷砖表面磨削加工由于在去除瓷砖毛坯材料过程中会将大部分的机械能转化为热能,若这些热量不能及时从磨削弧区疏导出去,由此产生的磨削高温极易引起瓷砖表面热损伤、砂轮寿命缩短的恶劣后果。为达到及时冷却的目的,传统解决办法是在瓷砖表面磨削加工中使用水质冷却液。
由于磨削弧区相对较为封闭,为了能够有效地将冷却液送入到磨削弧区强化换热,其用量和射流速度变得越来越大,而大量使用冷却液又会引发一系列负面问题,如废液处理不当将严重污染环境、大量使用冷却液将增加生产成本、能源消耗以及冷却液使用过程会对操作人员的身体健康造成损害等,这与当前的绿色制造的环保理念相悖。
本文提出瓷砖无水抛光加工工艺分为两种:一种是正置式瓷砖无水抛光加工工艺;一种是是反置式瓷砖无水抛光加工工艺。
目前瓷砖表面抛光加工工艺均采用水质冷却,一方面水质冷却液冷却磨块和磨削区域。因为在磨削瓷砖材料时,产生的大部分热量积聚在磨削弧区,由于瓷砖材料本身的导热性差,造成磨削弧区温度急剧升高,如果不能及时有效地控制磨削弧区的温度,就有可能导致瓷砖表面发生如氧化、烧伤、产生残余应力和微裂纹等热损伤。同时磨块也会因为高温使磨粒粘结剂融化,磨粒脱落,加快磨块的损耗,降低磨粒的切削力。传统的冷却方法是向磨削弧区浇注大量冷却液。第二个方面水质冷却液将瓷砖表面的磨屑冲离磨削区域,以免磨屑划伤已经加工好的瓷砖表面,防止对瓷砖表面造成二次伤害,影响瓷砖表面的光泽度。
瓷砖无水抛光加工工艺必须要解决三个棘手的問题:一是瓷砖表面磨削加工区域的冷却;二是磨块的冷却;三是磨屑的去除。
瓷砖无水抛光加工工艺采用空气或冷空气冷却瓷砖表面磨削加工区域,利用高速流动的气流带走热量积聚在磨削弧区的热量。采用虹吸原理抽吸磨削之后残留在磨削区域和瓷砖表面上的磨屑。采用气冷式磨块,消除磨块在磨削瓷砖时,产生的热量,保证磨块的正常使用。同时还设计了一款热管磨块,利用热管利用冷却磨块,保证磨块的正常使用。
3 正置式瓷砖无水抛光机结构
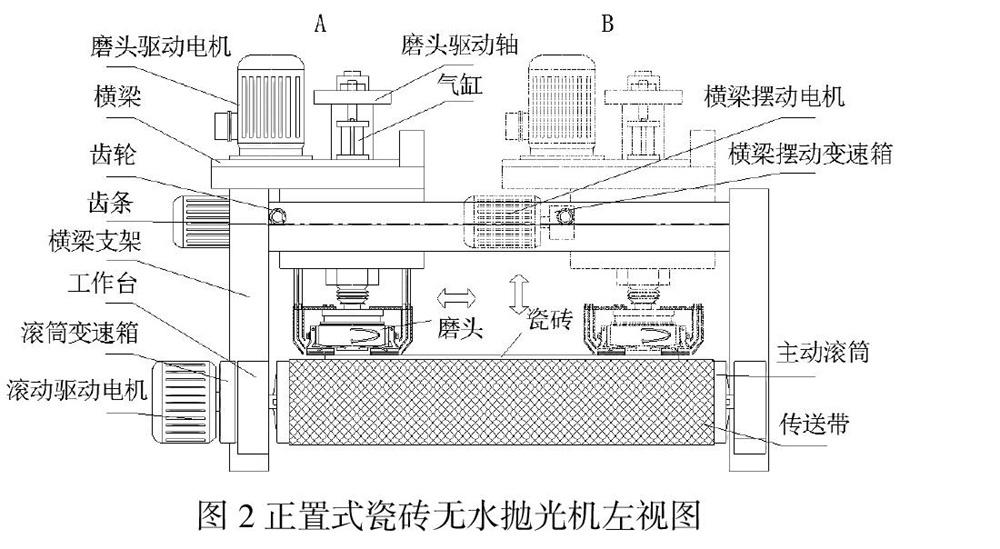
正置式瓷砖无水抛光机的结构如图1、2所示,这种机型采用的是普通瓷砖抛光机的结构形式。因为现在的瓷砖抛光机结构已经成熟,结构已经完善,实用性很强。
如图1、2所示,正置式瓷砖无水抛光机去掉了所有的输水系统,加入了风式除尘系统。正置式瓷砖无水抛光机大结构分为三个部分:一是瓷砖输入系统;二是横梁摆动系统;三是磨头驱动系统。
瓷砖输入系统由滚筒驱动电机、主动滚筒、从动滚筒、传送带、瓷砖组成。其工作原理如下:瓷砖放置于传送带之上,滚筒驱动电机驱动主动滚筒,通过传送带使从动滚筒旋转,进而驱动放置其上的瓷砖源源不断地向前进给。
横梁摆动系统由横梁、横梁摆动电机、横梁摆动变速箱、齿轮、齿条组成。磨头的抛光系统都是放置在横梁之上,横梁摆动电机通过横梁摆动变速箱驱动安装在横梁上的齿轮旋转,齿轮沿着齿条直线移动,进而驱动横梁沿着来回的移动。
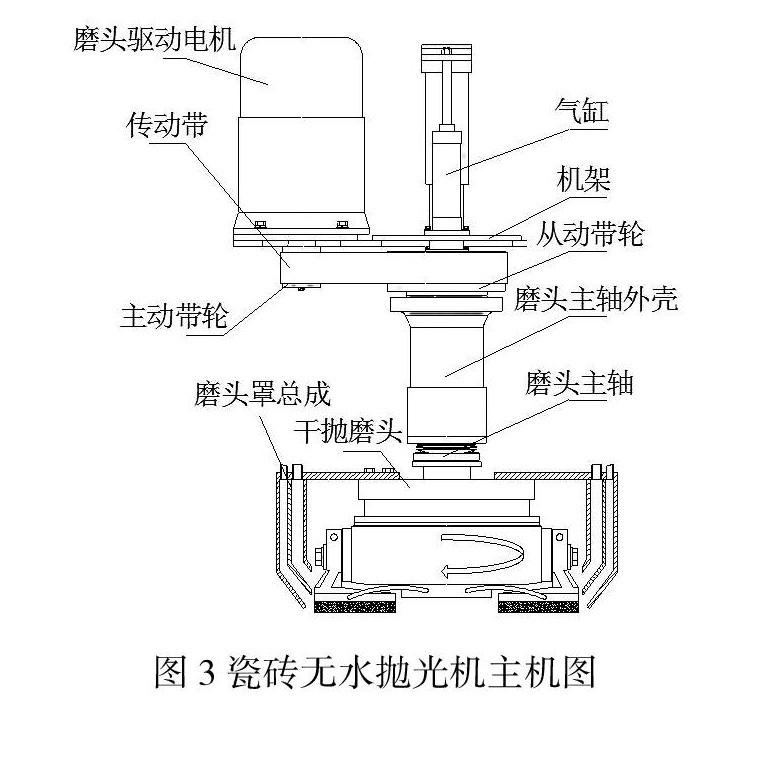
磨头驱动系统,如图3所示。该系统由磨头驱动电机、主动带轮、传动带、从动带轮、机架、磨头主轴、磨头主轴外壳、气缸、干抛磨头、磨头罩总成组成。
磨头驱动电机驱动主动带轮旋转,并通过传动带将运动和动力传递给从动带轮,从动带轮与磨头主轴连接在一起,进而驱动安装在磨头主轴下端的干抛磨头旋转。气缸驱动旋转的磨头压在瓷砖表面,对瓷砖表面进行磨削。磨头罩总成是安装在磨头上的,可以随着磨头一起上下移动。
4 瓷砖和磨块风冷和除尘方法和结构设计
瓷砖和磨块风冷和除尘结构,如图4、5、6所示。瓷砖和磨块风冷和除尘结构集中在一起,形成一个封闭式结构,这个结构就是磨头罩总成。磨头罩总成是一个圆柱形,下端是圆锥体收缩结构。整个磨头罩总成将磨头围成一个封闭式结构。为了更换磨块的方便,将磨头罩总成分为两个部分:左罩和右罩。如图5、6所示。左罩和右罩通过合页连在一起,并通过门锁进行封闭。左罩是固定在磨头的上端盖上,右罩是活动的。磨头上端盖是不随着主轴旋转的,它与磨头固定筒连接在一起。磨头罩总成可以随着磨头整体上下移动,如图3所示。
如图4所示,左罩和右罩,结构完全相同,是对称的结构形式。现在以左罩为例进行说明。
磨头罩左罩是一个半圆柱体加半圆柱体结构。由隔板1、隔板2分为了三个腔体:一是吹气腔体;二是吸尘腔体;三是磨头腔体。如图5所示,这三个腔体均成半圆结构,围绕在磨头的周围。吹气腔体在最外层,吸尘腔体在中间,磨头腔体在最里面。
吹气腔体有外气管连接,将外界的冷空气或者空气,或者其他类型的,具有冷却效果的气体,又气管直接引入到吹气腔体。空气是经过高压泵加压后的气体,高速的被吹入吹气腔体,经过吹气腔体吹向瓷砖表面和磨块。吹气腔体下端是一个倾斜的收缩口,可以将气体更加集中的吹向磨块与瓷砖磨削区域。高速的气流吹走瓷砖表面的热量,并吹散磨削区域积聚的磨削热。同时将磨削之后的磨屑吹起,散步在磨头罩的腔体之中。
吸尘腔体的吸尘口处在吹气腔体的上方,吸尘腔体要比吹气腔体宽大。因此吸尘腔体的吸尘口要比吹气腔体的吹气口要宽大很多,这样便于抽吸粉尘。吸尘腔体采用的是负压虹吸的原理,吸尘腔体上端设有一个吸尘管,吸尘管外接一个吸尘风机。由于吹气腔体吹出的高压气体将瓷砖表面的热量出走的同时,也带走了磨屑,将其吹在半空中,这些漂浮的粉尘处在吸尘腔体的吸尘口处,被虹吸的气流吸进吸尘腔体,进入吸尘口。既带走了热量,也带走了粉尘。同时流动的空气也对磨头箱体进行散热。
5 磨块风冷式散热方法和结构设计
前述的结构部分解决了瓷砖表面加工磨削区域磨削热、以及瓷砖表面热量问题。但还不能完全解决瓷砖表面加工磨削区域磨削热。磨块磨削加工瓷砖表面时,磨粒与瓷砖表面瞬间摩擦,瞬时产生的摩擦热很高。若不能及时消除这些磨削热,会烧伤瓷砖表面,同时也会烧伤磨块,造成磨块上粘结剂的软化,致使金刚石磨粒脱落,或者抓力下降,降低金刚石磨粒切削瓷砖的能力。
虽然前述的吹气腔体的高压冷气或者空气直吹磨块与瓷砖的接触区域,但是也不能直接到达磨粒与瓷砖接触的区域,只能在外围进行降温。冷却的效果不能达到极致。
为了解决这个问题,既能降温又能延长磨块的使用寿命,需要对现有磨块重新设计。本文提出的风冷式磨块的三维图如图7所示,其三维展开图如图8所示。
从图7的外貌看出风冷式磨块由磨粒块和磨块块基体组成,似乎与普通磨块无异,但是从图8的三维分解图看出其内部结构与现有磨块是不同的。
从分解的风冷式磨块看,风冷式磨块主要有三个部分组成:磨粒块部分、基体部分、安装座部分。磨粒块部分在最上面,基体部分在中间,安装座部分在最下面。
下面分别分析这三部分的结构。
(1)磨粒块部分
如图9所示,磨粒块由干磨粒块、磨粒块承接基体、安装卡扣组成。干磨粒块安装并固定在磨粒块承接基体上,干磨粒块并不是整体,而是有若干个干磨粒块组成,干磨粒块之间有冷却沟槽。什么要这么设计呢?由前面所述可知,吹气腔体吹处的高压冷气是吹向磨块与瓷砖的接触区域的。为了使这些高压气体进入到磨削区域,必须要设计冷却沟槽,方便气流进入。同时也方面磨削去除的瓷砖磨削方面从磨削区域流出,避免磨屑二次划伤瓷砖表面。
为了使冷却空气直接进入磨削区域,在磨粒块承接基体上,设计了很多小的气孔,如图10所示。这些小气孔在冷却沟槽上。冷却高压气流通过这些小孔直接垂直的吹到磨粒與瓷砖接触的区域,最大化的冷却磨削加工产生的磨削热。同时更好的冷却磨块和瓷砖表面。
磨粒块承接基体安装有卡扣,是为了将磨粒块承接基体安装在中间的基体部分上,同时便于更换磨粒块,磨粒块磨损结束之后,直接将磨粒块承接基体的卡扣从基体的卡槽上拿出更换,简单方便。
(2)基体部分
磨粒块部分是安装在基体部分上的,基体部分的结构,如图11所示。基体部分是一个半开放式的箱体,箱体的基体部分设置有若干个卡槽,这些卡槽与磨粒块承接基体上的卡扣是配合在一起的,用来固定卡扣。基体部分底部是一个底板,底板的上面布满了小气孔,这些气孔与磨粒块承接基体上的小气孔一一对应。底板处设有一圈橡胶垫,目的是缓冲磨粒块承接基体的振动,同时也起密封作用,减少高压冷却气体的溢出。
(3)安装座部分
上述的基体部分与安装座部分固定在一起,安装座部分如图12所示。安装座部分是一个空心的结构。在最下面梯形的连接座侧壁上开有一个长形气口。高压冷却气体从长形气口气口进入空心箱体,经过中间基体部分底板上的气孔,由磨粒块基体承接部分上的气孔喷射而出,在干磨粒块之间的冷却沟槽间冷却磨块。
(4)磨块座部分
磨块座部分如图13所示,该磨块座与普通磨块座没有太大的区别,位移不同的是在磨块座燕尾槽的侧壁上开设了一个圆形气孔,这个气孔与安装座部分侧壁上的长形气口对应。为什么安装座部分侧壁气口是一个长形的。因为安装座部分是滑动进入燕尾槽配合,位置并不是很固定,为了能与圆形气孔更好的配合,才用一个长形气孔,可以使圆形气孔与长形气孔在一个很大的宽度范围内配合。
磨块座上的气孔与外接气管连接在一起,如图14所示。磨头的中间设置一个气管,磨头底部设置一个分流箱体。高压气体经过气管进入到分流箱体,分流箱体均匀地外接着若干个橡胶软管,或者其他材料的软管,这个软管的另外一端连接在每个磨块座的气孔处。进入到分流箱体的高压气体经过各个橡胶支气管,被输送到各个磨块座上。
(5)风冷式磨块磨头的工作原理
风冷式磨块磨头的工作原理如图15所示,冷却空气或者普通孔,或者其起到冷却作用的气体,经过高压泵加压之后,经过管道被输入到磨头中间的气管里,高压气体经过气管进入到磨头底部的分流箱体,经过分流箱体的分流,高压气体被分别输入到各个与磨块座连接在一起的橡胶支气管中,进而通过磨块座燕尾槽槽壁上的圆气孔,将高压气体输入到磨块安装部分的空心腔体中。
高压冷却气体从长形气口气口进入空心箱体,经过中间基体部分底板上的气孔,由磨粒块基体承接部分上的气孔喷射而出,在干磨粒块之间的冷却沟槽间冷却磨块。这些小气孔在冷却沟槽上。冷却高压气流通过这些小孔直接垂直的吹到磨粒与瓷砖接触的区域,最大化的冷却磨削加工产生的磨削热。同时更好的冷却磨块和瓷砖表面。
同时磨头罩吹气腔体吹出的高压冷气是吹向磨块与瓷砖的接触区域的。吹气腔体吹出的高压冷气通过磨粒块之间冷却沟槽,让高压气流进入。同时也方便磨削去除的瓷砖从磨削区域流出,避免磨屑二次划伤瓷砖表面。这样可以极大地提高瓷砖和磨块的冷却效率。
6 磨块热管式散热方法和结构设计
上述是利用高压冷气流或者高压气流将磨块进行冷却的结构设计。如何在减少(或者无需)冷却气体、冷却液同时,还能实现有效降低磨削温度,这是本文提出的另外一种设计方案,这就是热管磨块。
本文提出将热管技术运用到磨块中,利用热管的高导热性将磨削区热量疏导出去。
热管磨块的三维图,如图16所示。热管磨块的三维展开图,如图17所示。
从图16看出,热管磨块从外形上看,似乎与风冷式磨块相差不大,唯一就是多了一个磨粒块固定架。从图17的展开图看出,热管磨块的内部结构与风冷式磨块完全不相同。
热管磨块主要如下几个部分组成:磨粒块固定架、磨粒块、热管、磨块固定箱、安装基座。
下面分别分析每个部分的结构。
(1)磨粒块固定架
磨粒块固定架的结构如图18所示,磨粒块固定架的结构由框架、横梁、卡扣组成。框架上有若干个横梁,横梁是放入磨块冷却沟槽中,用来固定磨粒块基板。框架的周边分布着若干个卡扣,卡扣与磨块固定箱体上卡槽相互配合,用来固定框架。
(2)磨粒块
磨块固定架的结构如图19所示,磨块固定架的结构由干磨粒块、基板组成。
干磨粒块安装并固定在基板上,干磨粒块并不是整体,而是有若干个干磨粒块组成,干磨粒块之间有冷却沟槽。吹气腔体吹处的高压冷气是吹向磨块与瓷砖的接触区域的。为了使这些高压气体进入到磨削区域,必须要设计冷却沟槽,方便气流进入。同时也方面磨削去除的瓷砖磨削方面从磨削区域流出,避免磨屑二次划伤瓷砖表面。同时磨粒块固定架上的横梁会穿过冷却沟槽,横梁将基板固定住。
(3)磨块固定箱体
磨块固定箱体的结构如图20所示,磨块固定箱体是一个半开放式的箱体,箱体的基体部分设置有若干个卡槽,这些卡槽与磨粒块基板上的卡扣是配合在一起的,用来固定卡扣。磨块固定箱体底部是一个底板。
(4)磨块安装基座
磨块安装基座如图21所示,该磨块座与普通磨块座没区别,其材料是金属的,目的是方便散热。磨块安装基座与磨块固定箱体固定在一起。
整个热管磨块组装在一起的顺序如下:磨块安装基座与磨块固定箱体固定在一起。热管如图22所示,热管是一个扁平的箱体结构。后续将详细分析,在此不再详述。热管放在磨块固定箱体中,与箱体的底板接触。磨粒块放置在热管上,磨粒块基板与热管的上表面接触。磨粒块固定架在磨粒块的上面,磨粒块固定架的框架上有若干个横梁,横梁是放入磨块冷却沟槽中,压住磨粒块基板。磨粒块固定架框架的周边分布着若干个卡扣,卡扣与磨块固定箱体上卡槽相互配合,将磨粒块、以及压在其底部的热管固定在磨块固定箱体中。
(5)熱管
热管三维图如图22所示,热管是一个扁平的空腔体结构。热管箱体的一端是横板,横板上设有一个输入孔,这个空是输入液体和抽空气的通道。热管的内部结果如图23所示。热管分为上下箱体两个部分,是这个两个部分焊接在一起形成的。热管管腔的上箱体一端是冷凝端和下箱体一端是蒸发端,为了更好的蒸发和冷凝,上下箱体的壁厚为1 ~ 2 mm。热管由金属材料制成,采用紫铜或铜合金等传热性能好的材料制作,,具有较高的导热能力,能够有效减小磨削弧区与管壁之间的热阻。热管腔体壁上有很多凸起,能够扩大散热面积和冷凝面积。热管内部装有液体,这些液体为水、酒精或丙酮等,是做冷凝用的。其工作原理后续将详述。
(6)热管制作过程
热管制作过程如图24、25所示,热管腔体横板开设有一个堵头孔[2-4],还设置有一输入孔,输入孔与内部热管管腔连通。热管的制作过程分为三步:一是先将热管腔体抽为真空状态;二是在热管真空状态下,注入液体;三是利用堵头将堵头孔密封。
取下图25中的密封堵头,将抽气注液连接件插入堵头孔内,抽气注液连接件和密封堵头均采用具有3组密封圈及凹槽的径向动密封结构。抽气注液连接件上有一个抽气注液孔,该孔与热光横板上的输入空对接。将外界与热管腔体连通,通过外接设备抽真空。当真空度低于1.0 × 10-2 Pa 时,关闭真空泵机组,利用注液装置注入一定体积的液体,然后将抽气注液连接件取下,最后用密封堵头密封,热管就制作完成了。
(7)热管工作原理
热管工作原理如图26所示。热管腔体内部注入常温下为液体的工质,如水、酒精、丙酮等,液体注入量为磨块座摆动时,液体在热管下箱体腔体壁面上形成均匀液膜厚度为1 ~ 3 mm所对应的体积量。热管的下箱体是蒸发端,上箱体是冷凝端。液体处在蒸发端[2-4]。
由于磨头在磨削时高速旋转,磨块在磨块座的带动下,产生快速的摆动,热管中的液体在离心力的作用下在蒸发段形成液膜,也就是热管的下箱体部位。
瓷砖与磨粒块的接触弧区产生大量的磨削热量,磨削热通过磨粒块、金属基板传到热管内部,由于砂轮内部为高真空状态(低于1.0 × 10-2 Pa),液体的沸点较低,一旦磨削热传入热管内部,温度升高,液膜在比较低的温度下就能沸腾汽化转变为气态,形成气流。产生的气流在热管内部压差作用下携带热量向冷凝端流动,也就是热管的上箱体。遇到冷凝端释放热量,冷凝为液态,液体在离心力的作用下回流至蒸发端,形成液膜,继续吸收磨削热,如此循环,达到降低弧区温度的效果,从而达到换热效果。
安装热管磨块的磨头,如图27所示。其结构与安装风冷式磨块的结构相差不是很大,唯一的区别是磨头底部没有分流箱体。但是磨头的中间还是有一个气管,如图28所示。磨头罩的冷却作用在前面已经详述,吹气腔体吹出的高压气体吹向磨块,对磨块的磨削区域进行冷却,冷却瓷砖热量和磨块磨削热量。
热管磨块是利用热管中液体循环蒸发和冷凝的相互作用,达到冷却磨块磨削热的目的。吹气腔体吹出的高压气体,对磨块的迅速冷却起到很好的作用,因为热管腔体中的蒸发气体靠磨块箱体壁进行散热。吹气腔体吹出的高压气体吹在磨块箱体壁上,加速热量的散失,提高热管的换热效率。
为了防止磨屑残留子磨头的中间位置,在磨头中间还是设置一个气管,从内向外吹气,既对磨块散热,又对冷却瓷砖,还清理瓷砖表面的磨屑。
7 余粉尘处理方法和结构设计
前面分析可知,瓷砖无水抛光的粉尘处理是在磨头罩内部处理的,但是磨头罩并不能完全的封闭的,会有粉尘溢出,也会有大的磨屑颗粒被吹散到瓷砖的边缘位置。为了达到环保的要求,必须对这部分粉尘进行处理。其处理系统如图29所示。
在工作台的两边各设置一个吸尘盘,吸尘盘上开设若干个吸尘孔。吸尘盘固定在机架上,吸尘盘连接着吸尘管道,吸尘管道连接着吸尘风机。吸尘风机产生的是负压。吸尘盘采用负压虹吸的原理,将瓷砖边缘位置的粉尘吸入到吸尘盘内,经过吸尘管道送入集尘装置中。
8 瓷砖反置式无水抛光加工工艺
前述是瓷砖正置式无水抛光加工工艺,现在分析瓷砖反置式无水抛光加工工艺,如图30、31所示。
瓷砖反置无水抛光加工工艺就是将瓷砖进行反置,瓷砖的加工朝下,磨头的磨块朝上。瓷砖加工面朝下,对于无水抛光加工来说,也有有利的一面,因为是无水抛光加工,磨削之后的粉尘由于重力的作用下会下沉,从瓷砖的加工面自然脱落。这与反置式微水抛还有是差别的。因为微水抛光工艺,多少都会用少量的水,粉尘一旦与水结合,就会粘合在瓷砖加工面上,一般的情况下,用高压气体将其吹离开瓷砖表面,由于水的粘合力会将粉尘粘合在瓷砖表面,气体也很难吹掉。
而瓷砖无水抛光加工工艺,不用一滴水。粉尘没有粘合在瓷砖表面的条件,瓷砖又是反置的,在高压气体的作用下,更容易从瓷砖表面垂落。
如图31所示,这是瓷砖反置式无水抛机主机,不管是正置还是反置都是安装前述的风冷式磨块的抛光磨头或者是热管磨块的抛光磨头,位移的区别是将磨头正置还是反置。
反置式无水抛光磨头的磨头罩是由两个腔体组成,一个是吹气腔体,一个是磨头箱体。磨头罩中只有一个隔板。吹气腔体吹出的高压气体将瓷砖上的粉尘垂落,粉尘在引力作用下沉,磨头腔体的下端有一个吸尘后,是负压虹吸,加速了粉尘下降的速度,及时的清理粉尘,带走瓷砖表面的热量,同时冷却磨块。因为反置式无水抛光机主机的结构与正置式相差不大,不再詳述。
本文提出的风冷式磨块抛光磨头、热管是磨块抛光磨头,也可以应用到现在水抛抛光工艺中,也可以应用到微水抛光工艺中,只不过是将气换成水或者微水。
本文提出的热管技术也也可以应用到瓷砖干磨边机中的干磨轮上,以降低干磨轮的热量。
9 结论
在国家对环保要求日益提高的当下,对高能耗、高污染的瓷砖加工行业,带来了巨大的压力。经过研究得出如下结论:
(1)本文提出了正、反置瓷砖无水抛光加工工艺。
(2)提出了解决瓷砖无水加工时,瓷砖冷却的方法和设计了瓷砖冷却装置的结构。
(3)提出了解决瓷砖无水加工时,磨块冷却的方法和设计了风冷式磨块的结构以及安装风冷式磨块的抛光磨头结构。
(4)将热管技术引入磨块,设计了热管磨块及其安装热管磨块的磨头。
(5)本文提出的风冷式磨块技术和热管磨块技术均可应用到瓷砖水抛光工艺和无水抛光工艺,同时本文提出的热管技术可以引用到瓷砖干磨边机的磨轮中,解决干磨边轮冷却难题。
参考文献
[1] 徐斌,周祖兵,刘建军. 正反置微水抛光工艺对比研究[J].佛山陶瓷.2016,(7):C03-04.
[2] 钟明修, 郑年. 热管制造方法及热管:中国,CN 103317137 B [M].2016-10-19.
[3] 赫青山, 杨摩西, 崔仲鸣. 绿色干磨削用相变储热砂轮及其制造方法:中国,CN 106346377 A [M].2017-1-25.
[4] 赫青山, 傅玉灿, 陈佳佳. 难加工材料干磨削用热管砂轮及制作方法:中国,CN 103128676 B [M].2015-7-1.
