QC小组活动在生产制造过程中的应用
2019-06-26蒋胜兰
蒋胜兰
(重庆川仪调节阀有限公司,重庆 400700)
从20世纪70年代末改革开放初期到现代工业4.0的21世纪,QC小组活动已在国内开展有40余年。做为一项有效的群众性质量管理活动,在推行的初期便很快应用到了生产制造业中。从车间班组到技术团队,从一线员工到管理人员实现了全员共同参与、共同提高、共同创新,为企业的发展提供了有效的保障。
1 QC小组活动的特点和作用
QC(Quality Control)即质量控制,QC小组由生产、服务及管理等工作岗位的员工自愿结合、围绕企业的经营战略、方针目标和现场存在的问题,以改进质量、降低消耗、改善环境、提高人的素质和经济效益为目的,运用质量管理理论和方法开展活动的团队。作为全面质量管理的四大支柱之一,QC小组活动在企业生产制造过程中的重要性不言而喻。企业开展QC小组活动是提高员工素质、激发员工积极性和创造性,改进质量、降低消耗、提升组织绩效的有效途径。
1.1 QC小组的特点
QC小组活动作为全面质量管理中的一员,在运用过程中用质量管理的基本理论和方法作为奠基石。首先,要求各组员具备一定的质量管理基础知识,严格按照QC小组活动准则 T/CAQ 10201-2016要求来操作,从而保证全面质量管理得以实现。在实践运用中,总结了QC小组具有以下主要特点:
明显的自主性。QC小组的组建采取“自愿参加,上下结合”的原则。在活动过程中小组成员具有主人翁精神,能充分发挥自己的主观能动性、创造性、积极性。小组成员在活动中通过不断的自我学习、互相启发、同心协力达到了企业员工共同提高、团结互助的目标[1]。
广泛的群众性。QC小组成员的组成从一线员工、管理人员、技术人员到领导人员均可参与其中。不同于行政组织,QC小组主要围绕企业的经营战略、方针目标和实际问题形式多样地、自主地开展活动,是给企业员工参与企业管理和不断改进提供的一种组织形式[1]。
高度的民主性。QC小组由员工自愿组合而来,小组组长也是民主选取出来的。小组内部围绕共同的目标,大家齐心协力、集思广益、互相启发、充分发扬民主精神,让工作氛围更愉悦,效率更高,确保目标的更好实现。
严瑾的科学性。QC小组活动在开展过程中遵循QC小组活动准则 T/CAQ 10201-2016的指导要求,运用科学的质量统计分析工具与实际生产过程中的数据相结合,更高效、合理、科学地分析问题所在,从而达到解决问题的目的。
1.2 QC小组活动的作用
QC小组活动对人的作用:有利于挖掘人的潜能,提高人的素质,让企业员工的科学思维能力、组织协调能力、分析与解决问题能力都得以提升,能高效、精准、出色的完成工作。同时可改善人与人的关系,加强员工的团队合作精神,增强团队的凝聚力[2]。
QC小组活动对企业管理的作用:有利于全面质量管理的推行,让全员都参与企业管理,可改进现场5S管理,加强分类标识化、图文标准化、精益化生产管理,可提高企业的整体管理水平。
QC小组活动对持续改进和顾客的作用:有利于对质量问题的预防和改进,实现制造过程中的持续改进,让产品质量精益求精,从而满足顾客需求,让顾客满意度得以提升[2]。
2 QC小组活动在生产制造过程中的具体应用
下面以本人所参与的公司QC小组活动关于阀门附件产品智能定位器的制造生产为例,简要介绍一下QC小组活动在生产制造过程中的具体应用措施和方法。
2.1 成立QC小组
按照“自愿参加,上下结合”原则,小组成员由技术工程师、质量工程师、检验员、操作工共9人组成,由大家民主投票产生组长人选,并共同确定了QC小组名称及口号,同时将QC小组的信息进行注册登记。
2.2 遵循PDCA循环开展小组活动
要解决生产制造过程中所存在的问题,一方面需要专业的技术;另一方面则需要科学的管理方法,而PDCA循环可有效地将二者相结合以便实现目标。
2.2.1 实施QC小组活动之P(Plan)阶段
选择课题:针对质量部对2017年智能定位器的故障原因统计数据得出占比最高的为I/P转换单元故障,占智能定位器故障原因的比例为54%。为了提高产品质量,响应公司降本增效的号召,故小组决定以“降低智能定位器I/P转换单元故障率”作为本次QC活动的课题。课题类型为问题解决型中的自定目标课题。

表1 2017年I/P转换单元故障分布占比统计表Table 1 Statistical table of fault distribution of I/P conversion units in 2017

图1 鱼骨图Fig.1 Fish bone map
现状调查:为了清楚地掌握现状,小组随即调查了2017年I/P转换单元的详细维修情况,并运用统计表(见表1)和排列图进行分析。
设定目标:由2017年I/P转换单元故障分布占比统计表可以看出,如果完全解决了压电阀损坏的问题,那么I/P转换单元故障数量将会减少80.26%,智能定位器I/P转换单元故障率将大幅降低。小组通过对比国内、外同类产品的返修情况,从产品结构、技术难度方面综合考虑,预计能将I/P转换单元故障减少75%以上,那么I/P转换单元故障占智能定位器故障原因的比例将从2017年的54%降低为(54%-54%×75%)=13.5%以下 ,由此小组最终确定了本次QC改进的课题目标:将I/P转换单元故障占比从54%降低至13.5%以下。
原因分析:针对压电阀损坏这个症结,小组从5M1E(人、机、料、法、环、测)6个方面运用鱼骨图的分析方法(见图1),找到了8个末端原因。
要因确定:对影响产品质量的8个末端原因,逐一进行分析论证,找到主要原因,并绘制要因分析表(见表2)。
制定对策:对已确定的要因,小组制定了相应的对策表(见表3)。

表2 要因论证分析表Table 2 For argumentation analysis table

表3 对策表Table 3 Countermeasure table
2.2.2 实施QC小组活动之D(Do)阶段
对策实施:根据表3所制定的对策表,小组成员分头实施对策方案,经过反复验证:对要因1采用了中间夹锦纶丝的耐低温丁腈橡胶膜片。但在对样片进行实际测试后发现,夹锦纶丝膜片的位移量不能满足控制要求;经过多次结构改进、测试,最终确定在膜片中的进气腔、排气腔处采用图2所示的波纹结构,并增加了压电阀垫片以增强I/P转换单元的密封性能。

图2 改进后的膜片结构Fig.2 Improved diaphragm structure

表4 智能定位器故障原因统计分析Table 4 Statistical analysis of fault causes of intelligent locator
对要因2优化I/P胶垫结构尺寸,并将胶垫与压电阀主体配合面由之前的平面密封改为了球面密封。这样的设计减小了装配难度,保证了I/P胶垫的密封效果。
对要因3将压电阀主体、压电阀盖进行改进、优化。在多处关键位置增加了凸起的密封,将平面密封形式改为球面密封形式,并重新制作新模具。
2.2.3 实施QC小组活动之C(Check)阶段
对策实施后,通过对智能定位器-40℃低温和80℃高温试验以及10万次动作寿命试验,智能定位器性能指标均满足要求。将改进后的智能定位器投入车间试生产3个月,小组对3个月的智能定位器故障原因进行统计分析(表4),I/P转换单元故障占比由54%降低至8.7%。
直接经济效益:通过对比改进前与改进后的智能定位器生产成本,改进后的智能定位器能每台节约成本约10元,3个月共生产了3000台智能定位器,减去QC活动中所投入的费用5000元,那么此次QC活动直接经济效益为3000×10-5000=25000元。
间接经济效益:本次QC活动大大提高了公司智能定位器的产品质量,降低了产品维修率及相关费用(如售后人员维修差旅费、更换零件的材料费、人工费、运输费等),提升了产品的可靠性及品牌形象,增强了智能定位器的市场竞争力。
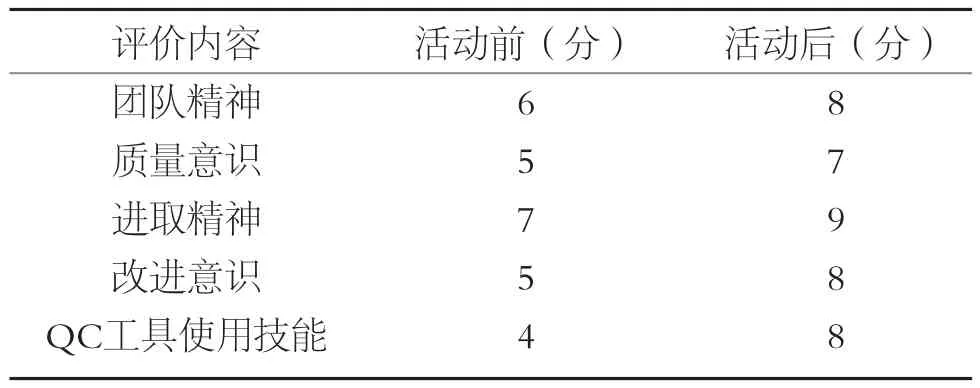
表5 自我评价表Table 5 Self-Evaluation table
2.2.4 实施QC小组活动之A(Action)阶段
制定巩固措施:小组将零件改进后的图纸做存档管理,将装配工艺固化并对装配人员进行培训。
总结和下一步打算:经过本次QC活动,小组成员对自我的评价(见表5),可以看出小组成员的专业技能、管理技能、综合素质均有所提高。小组虽然完成了“降低智能定位器I/P转换单元故障率”的课题,取得了一定的成绩,但仍然不能满足现状,从前文中可以看出,智能定位器主板质量还有提升空间,所以小组成员打算将“降低智能定位器主板使用故障率”作为下次活动的课题,继续开展活动。
3 QC小组活动在未来制造中的展望
随着社会的不断进步,智能制造和数字化技术开始出现在企业制造过程中。如何做好传统制造业与现代智能制造业的转型过渡,是当代企业都需面临的问题。而充分运用QC小组活动对此问题就可迎刃而解,所以无论是现在还是将来QC小组活动在企业制造过程中都起着十分关键有效的作用。