螺旋缝埋弧焊管倒棱工序提效措施
2019-06-21王自信
刘 通,王自信,邓 亮
(山东胜利钢管有限公司,山东 淄博255000)
0 引言
螺旋缝埋弧焊钢管(以下简称钢管)广泛用于输送各类介质、承压、结构等领域。为保证现场施工焊接方便,按照客户及标准要求,钢管出厂前都需在倒棱机上进行管端平头倒棱,平口或者带有坡口,要求带有坡口的大多要求坡口角度为30°~35°[1-2]。为满足生产繁忙情况下,制管分厂及制管分厂之间的协调、协作钢管管端倒棱工作,尤其是不同机组同时生产不同规格钢钢管,处理积压钢管等情况下,为保证钢管及时出库发运,倒棱工序存在影响效率问题,笔者通过设计一种简易的倒棱工装夹具,借助胶垫,调整刀座、刀具等三方面对平头倒棱工序进行了优化调整措施。
1 钢管平头倒棱设备、倒棱工序及发现的问题
钢管平头倒棱设备如图1、图2。普通平头刀倒棱机的基本原理是:由动力箱及可使动力箱、刀盘、夹持架、配电柜等沿轴向运动的机构构成,刀盘通过进给机构沿着轴向的进给,使倒棱刀和平头刀贴近钢管管端,电机通过动力箱将动力传到刀盘主轴上,使刀盘带动固定在刀盘上的倒棱刀和平头刀旋转,将钢管管端加工至客户要求的角度。
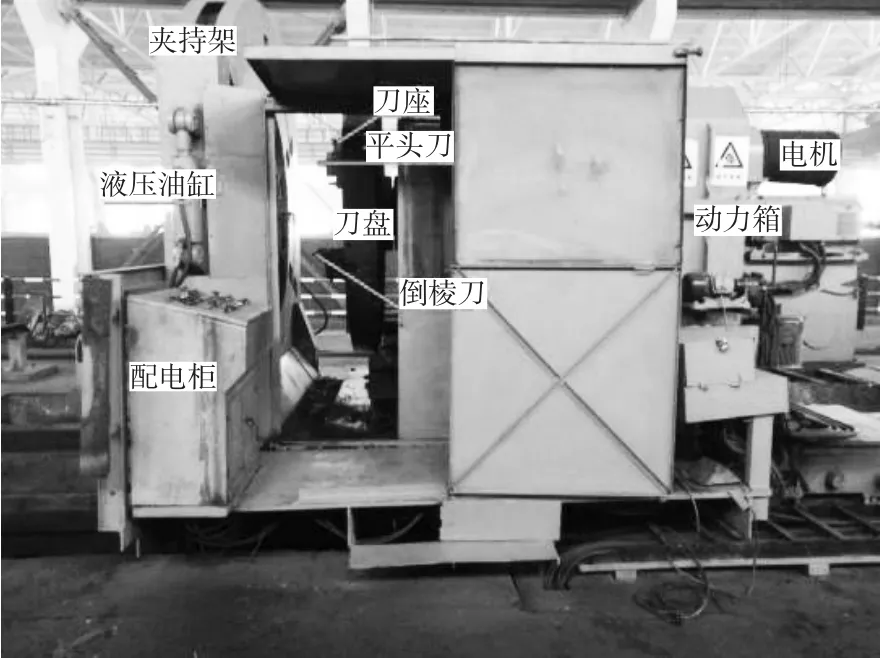
图1 普通倒棱机设备
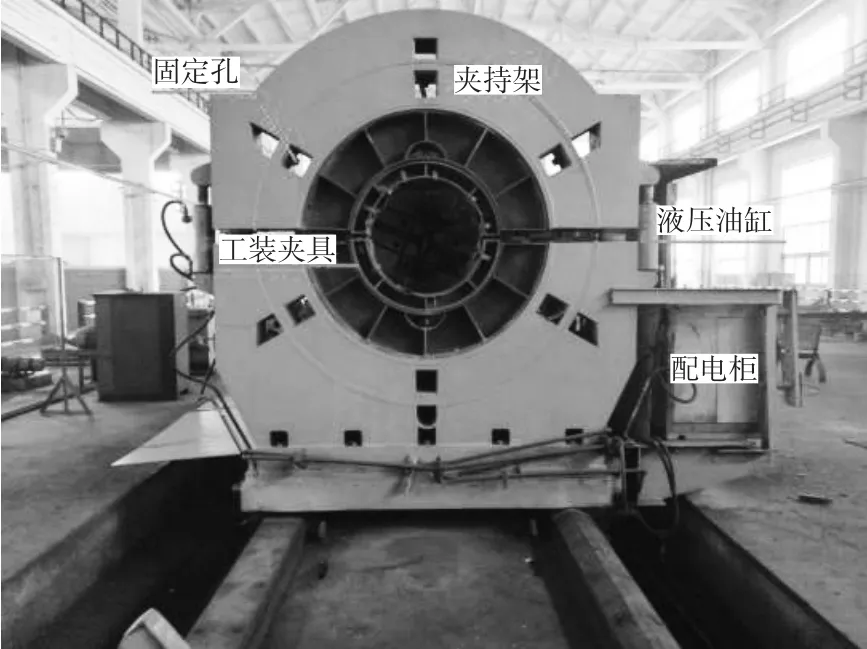
图2 夹持装置
平头倒棱工序的流程如下:天车准备—更换工装—调整刀座—上管对中夹紧—对刀、微调—进给倒棱。在生产倒棱过程中遇到的以下问题:
(1)倒棱不同规格钢管时出现频繁更换倒棱机工装,工装很笨重,用人力无法挪动,需要天车配合;(2)频繁旋转刀盘上的丝杠,调整倒棱刀座位置;(3)频繁对刀调整,需与钢管规格匹配。这个过程存在时间浪费,从而导致效率低。
2 改进措施
在场地不允许和不增加设备投资情况下,为节省倒棱工序的准备和操作时间,保证倒棱过程稳定性、倒棱后成品管坡口质量,笔者考虑倒棱工序实际生产情况,从设计一种简易的倒棱工装夹具、借助胶垫,以及调整刀座、刀具等方面进行了改进措施。以避免等待天车、减少更换工装频次,快速调整刀座,减少安装刀具等方面的时间,达到提效的目的。
2.1 自行设计的简易的倒棱工装夹具
在不改造原有设备机械部件的基础上,制作一种简易倒棱工装夹具。选用钢管管段、钢板、油缸杆,焊接和定位钻孔(注意:所选用管段不能有椭圆,管径根据实际需要预留,钢板厚度为10 mm,长200 mm,宽100 mm,油缸管直径为50 mm。当然根据不同工况可以自行选择材料),制作出如图3和图4所示的上、下工装夹具示意。上夹具在油缸杆上根据不同倒棱钢管规格定位钻孔,以方便固定在夹持架的工装固定孔上,并可灵活改变工装规格。

图3 工装上夹具示意
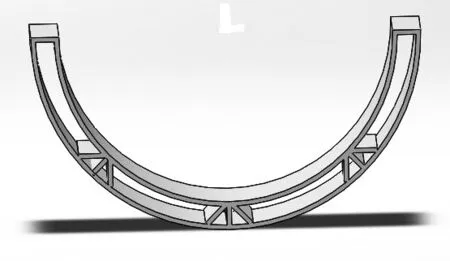
图4 工装下夹具示意
下夹具采用不超过130 mm宽度的管段(我公司选用100 mm宽管段),并中间加筋板焊接而成,选用管段要标准且焊接时不要引起管段变形(强度足够情况下尽量减轻重量)。下工装可以叠加,并用卡具将两组或两组以上工装固定,以达到下夹具变换规格的目的。下夹具人力即可抬上去更换,相对简便快捷,换工装时间短、效率高。上、下简易工装夹具配合使用,尤其是在钢管直径在1 m以下的情况下使用效果非常好。倒棱后坡口角度质量与使用倒棱机自带工装倒棱相同。
2.2 借助胶垫的优化调整
遇到两种或两种以上钢管管径(通指直径)相差100 mm范围内规格钢管同时需要倒棱情况时,大管径规格优先进行倒棱,倒棱结束后,变更小管径规格倒棱工装。通过在大管径倒棱工装夹具上、下垫胶垫的方法,达到相应小管径倒棱工装的要求,主要避免了用天车更换工装的等待时间。需要注意的是:所选用胶垫要有足够厚度和摩擦力,不能过于柔软且弹性不能过大(我公司通常选工业用10 mm黑色橡胶皮),目的是防止管子打滑和旋转,可以根据实际胶垫厚度,采用多片胶垫叠加后固定在工装上。胶垫的重量轻便,人可以轻易挪动,调整也方便,缺点是磨损较快。倒棱后坡口角度质量与使用倒棱机自带工装倒棱相同。
2.3 刀座、刀具的调整优化措施
2.3.1 调整刀座位置(划线定位法)
在刀座上易观察处确定一个基准定位线,根据钢管规格,在倒棱机旋转大盘上做好不同规格刀座定位线位置,这样可以提前旋转丝杠将刀座调整到相应规格基准线调整到位。在开始坡口倒棱时再进行刀座微调即可,避免了等待时间及多次调整和调整操作不方便的困难,见图5。

图5 刀盘机构
2.3.2 安刀杆和刀块
如果客户对坡口角度要求不变的情况下,刀杆一次固定好后,除磨损或碰撞坏外,不需要调整刀杆。只需通过刀杆调整角度来定坡口角度,不需通过刀块调整角度。安刀杆和刀块一次定位成功的方法是,将无切斜且管端平整的钢管夹持稳定后,将导向轮行走到与钢管管端合适距离,将刀块安放在刀杆上,用焊接检验尺测量符合要求的坡口角度,定位刀杆在刀座上。
2.3.3 刀块的选用
刀块材质,需要与钢管材质相匹配。刀块材质强度和硬度过高容易碎刀,过软刀块损耗过快,具体情况根据钢管材质而定。排屑角,无论是单面刀块还是双面刀块都要有排屑槽,防止铁屑黏刀,黏在刀刃上,造成坡口不光滑或周向局部凹陷。
2.3.4 磨刀方法
刀刃磨好了,既倒棱质量好,效率高,又可以减少刀块的损耗。刀刃要磨得平齐。磨刀时要保证被磨刀刃受磨均匀,且不能过度磨削刀刃。如图6所示。
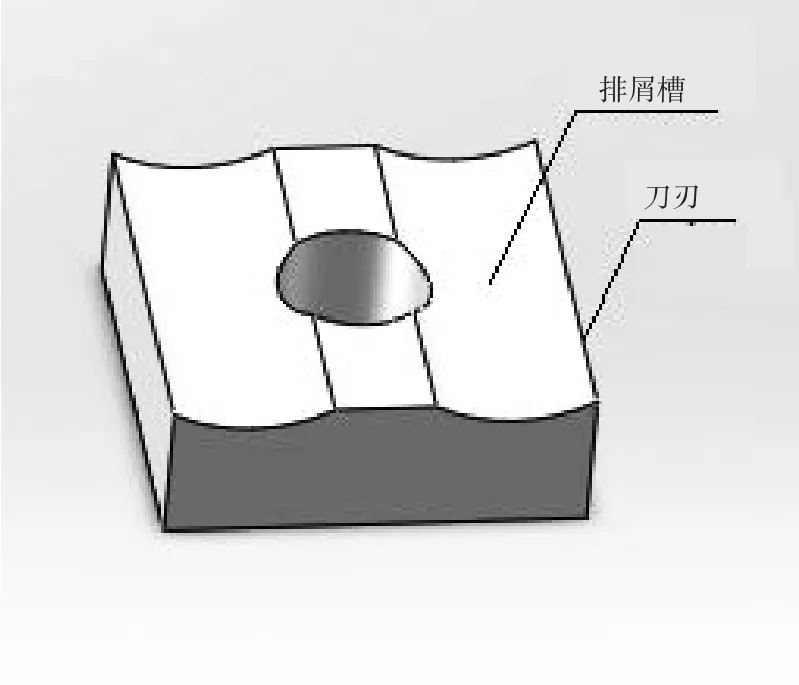
图6 倒棱刀块
3 应用效果
采用以上措施,经过2年的实际生产倒棱应用,达到了预期保质、保量、提效的目的。简易工装实物及实际应用场景如图7和图8。

图7 简易工装实物

图8 实际应用场景
(1)简易工装夹具使用,使用效果良好,钢管倒棱后质量符合相关标准要求,与使用倒棱机自带工装倒棱相同,提高了效率。但这种简易夹具在超过直径1 m的钢管上应用不理想,简易工装容易变形,虽可重新制作更加牢固的简易工装,但重量过重,不适合灵活应用。
(2)借助胶垫达到更换工装的措施,在钢管直径变化不超过100 mm的范围内使用,方面灵活,效果良好,钢管倒棱后质量符合相关标准要求,与使用倒棱机自带工装倒棱相同,提高了效率。
(3)刀座、刀具调整的优化措施,让步骤固化,避免了刀座、刀杆、刀具反复调整不到位的情况,以达到优化的目的。
