特高压产品厚大法兰类铝合金铸件的工艺研究
2019-06-18孙晓莉王家文李胜君刁登航程俊明
孙晓莉,王家文,李胜君,刁登航,程俊明
(新泰(辽宁)精密设备有限公司,辽宁营口 115009)
我国已经进入大电网、大机组、高电压、高自动化的发展时期。随着经济的快速发展,电力需求也在快速增长,特高压输电逐渐进入到我国电力建设当中[1]。而对于高压电气行业制造商,特别是具备制造百万伏、特高压电气产品能力的厂商来说,为了顺应日渐严苛的市场需求,实现大批量、高质量、高效率、低成本的生产目标,产品生产的方式方法及工艺要求的创新与改进就显得尤为重要。
本文以特高压800kV产品中的一种法兰为例,论述了厚大法兰类铝合金铸件的工艺改进及取得的令人满意的结果。

图1 法兰局部机加图
图1 为法兰局部机加图。该法兰是高压电气产品800kV中的重要部件,铸件外圆直径850mm,里口直径680mm,法兰厚66.6mm,法兰双面均有密封槽,材质:AlSi7Mg,铸件质量50kg,是典型的厚大法兰类铸件。该法兰铸件要求外表面全部加工,不允许有夹渣、针孔、缩松等缺陷存在,因此对毛坯质量要求很高。
在制定该铸件的铸造工艺时,原工艺考虑到用金属型生产的铸件,具有高强度、高硬度、高致密性、高耐腐蚀性等,且铸件尺寸精度和表面粗糙度优于普通砂型铸造铸件[2],正好符合该铸件外表全加工的要求。所以采用简易模式金属型重力铸造生产该铸件。
1 简易模式金属型重力铸造

图2 简易模式金属型重力铸造工艺方案
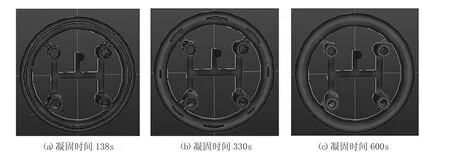
图3 简易模式金属型重力铸造工艺方案模拟示意图
如图2所示,此工艺方案在铸件内部设置浇注系统,4个冒口平均分布在内径位置,铸件内径其余部分用冷铁达到激冷的效果。
该方案的优点:(1)不使用低压铸造机,倾转铸造机等设备,降低了生产成本;(2)模具设计简单;(3)铸件后续清理打磨比较容易。
为了更直观的验证此次方案设定的可行性,还进行了计算机仿真模拟,模拟结果如图3所示。
经过此次模拟验证,方案可行。故进行了小批量试制生产。
使用该工艺方案生产的铸件在机加工后,铸件的端面容易出现夹渣缺陷,内径部分内浇道处加工易出现缩松缺陷。
原因分析:此方案中铸件水平放置,凝固的温度梯度不明显,且铝液与空气接触后产生氧化夹杂物,分散在整个法兰的上表面,无法通过冒口浮渣,导致整个法兰上表面多处夹杂。该方案所有操作完全由工人手工控制,所以浇注速度的快慢和模具温度的控制,很大程度上取决于操作者的操作技能水平与经验。浇注速度快,铝液在型腔内流动不平稳,导致铝液二次造渣;模具或铝液温度低,浇注过慢,又会导致浇不成功。再者,浇注系统设置在砂芯内部,合模时容易掉砂,且砂芯若烘烤不到位,会产生气体,浇注时易裹气,铸件内部容易进渣或产生气孔。况且在开模取件时,工人只能依靠气锤来向下敲打冒口取件,极易造成铸件变形。
2 倾转式金属型重力铸造
方案1在生产实践过程中,由于以上几种原因,导致铸件成品率只有40%,且每天只能生产7件左右。生产效率与产品合格率的过低,导致无法正常供货,给公司造成很大困扰,故拟定新的工艺方案迫在眉睫。笔者经对铸件凝固理论深入理解,多次模拟,改变铸件水平放置采取倾斜理念,又重新拟定了新的工艺方案——倾转式金属型重力铸造。具体方案如图4所示。

图4 倾转式金属型重力铸造工艺方案示意图
此方案的优点:(1)整个铸件在浇注过程中随着倾转设备由水平逐渐转为竖直,保证了铸件平稳充型,利于模具型腔内气体排出,避免了铸件夹杂缺陷。(2)省去了砂芯(即节省了树脂、固化剂等辅助材料),降低了生产成本,且大大提高了铸件的工艺出品率。(3)浇注的速度可以设定具体参数,由设备自动控制,增加了可控性,避免了人为的随意性。无论员工的操作技能水平是否高超,只要严格按照工艺卡片规定正确操作都能生产出合格产品,大幅度提高了铸件合格率。(4)模具的冒口及铸件处均匀设置了顶料杆,保证铸件开模取件时不易变形。(5)减轻了清理打磨人员的工作,由原来的需要清理掉4个冒口,现只需要切掉1个冒口。

图5 倾转式金属型重力铸造工艺方案模拟示意图
笔者同样进行了模拟,来验证此工艺方案的可行性。模拟结果如图5所示。
生产验证:该铸件首件试制,一次合格,尺寸经过检测,完全符合图纸要求。经过X射线无损探伤检测,内部无任何铸造缺陷。目前,该工艺方案已经连续生产1000多件,不合格的产品只有10件,合格率达到了99%以上。图6是该铸件机加工后的成品图。
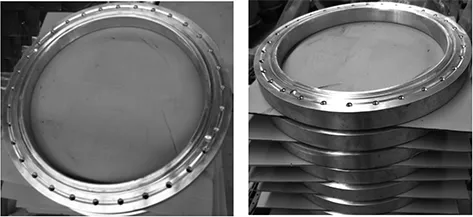
图6 2269法兰铸件加工成品图
3 结语
在正确使用金属型重力倾转铸造设备,合理制定工艺方案的前提下,采用此种工艺生产厚大法兰类铸件,既可以提高铸件内部质量,又可以大大提高铸件的生产效率,还大幅度地降低了生产成本,是比较理想的工艺方法,值得推广。
