啤酒糟制备低聚木糖功能饲料添加剂酶解条件优化
2019-06-18邓元元陈思宇朱文娟兰时乐
邓元元, 胡 超, 陈思宇, 朱文娟, 王 刚, 兰时乐
(湖南农业大学生物科学技术学院,湖南长沙410128)
啤酒糟含有丰富的营养物质以及钙、磷、铁、铜、锰矿物质元素 (肖连东等,2008;Mussato等,2005)。近年来,在用啤酒糟代替部分棉籽壳、麦麸栽培食用菌(叶春苗,2016、2015)及发酵啤酒糟替代豆粕进行水产(李小霞等,2016)、肉鹅(姬向波等,2015)、肉鸭(王彦茹等,2016)、育肥奶公牛养殖(周永平,2016)等方面开展了大量的研究,并取得了一定的研究成果,但由于啤酒糟中纤维素含量较高,且容易腐败,限制了其在饲料工业中应用。
低聚木糖是一种具有独特生理活性的功能性低聚糖,能促进动物肠道内双歧杆菌和乳酸菌大量增殖(Zhao等,2015),抑制腐败菌的生长,增强机体免疫力 (范程瑞等,2017;王晓华,2015)。同时,低聚木糖还具有清除体内自由基、抗衰老的功效 (Bian 等,2013;Ayyappan Appukuttan Aachary等,2011)。据测定,啤酒糟中半纤维素含量为 21.01% ~31.5%(刘甜甜,2013;邓启华等,2008),在适宜的工艺条件下可降解成低聚木糖。因此,本试验以啤酒糟为原料,利用响应面分析法优化啤酒糟酶解制备含低聚木糖啤酒糟饲料添加剂的试验参数,以期为啤酒糟的深度开发提供技术支持。
1 材料与方法
1.1 材料
1.1.1 啤酒糟 将购于英博雪津湖南(白沙)啤酒有限公司新鲜啤酒糟置于80℃恒温条件下烘干至恒重,粉碎至60~80目。
1.1.2 主要试剂 木二糖标准品(纯度98%),木三糖标准品(纯度98%),木四糖标准品(纯度97%),木五糖标准品(纯度96%),购于青岛博智汇力生物科技有限公司;碳酸钠、双氧水、氢氧化钙、氢氧化钠、盐酸、无水乙醇(AR,国药集团化学试剂有限公司);乙腈(色谱纯,美国,Merck 公司);高纯氮(纯度99%,长沙高科技气体有限公司);纤维素酶、木聚糖酶(湖南利尔康生物股份有限公司。其中纤维素酶10000 U/g,木聚糖酶 100000 U/g)。
1.1.3 主要仪器 色谱柱:COSMOSIL Sugar-D糖分析柱(250 mm×4.6 mm,5 μm,北京英莱克科技发展有限公司);高效液相色谱仪(Agilent 1260,美国,WATERS);蒸发光散色检测器(ELSD,美国,WATERS);电子分析天平(KF3102,浙江凯丰集团有限公司);高速冷冻离心机(CR21G,无锡凯派克斯科技有限公司)。
1.2 试验方法
1.2.1 啤酒糟的预处理 称取100 g粉碎的啤酒糟,用自来水调节固液比为1∶5,按质量比加入0.7%的碳酸钠和0.1%的双氧水,在115℃条件下处理30 min。
1.2.2 酶解条件筛选 采用单因素试验研究酶种类、酶添加量、酶解初始pH、酶解温度、酶解时间等对低聚木糖产量的影响。
1.2.3 啤酒糟酶解工艺条件响应面优化 在单因素试验结果基础上,采用Design-Expert.8.0.6b软件,根据BOX-Benhnken试验设计原理(王永菲等,2005),选取起始pH、木聚糖酶量、纤维素酶量、酶解温度、酶解时间等条件对低聚木糖含量影响较大的因素,进行响应面设计。响应面设计见表1。

表1 响应面因素水平编码表
1.2.4 低聚木糖产量的测定 称取适量的经酶解且80℃干燥后的啤酒糟,加入10倍体积的蒸馏水,30℃,180 r/min条件下振荡提取 30 min,4000 r/min、4℃条件下离心15 min,收集上清液并定容至100 mL,采用HPLC-ELSD法测定啤酒糟中低聚木糖的含量。HLPC-ELSD法测定条件为:色谱柱:COSMOSIL Sugar-D糖分析柱 (250mm×4.6mm,5 μm); 流动相为乙腈-水(69:31,V/V);流速:0.9 mL/min;柱温:40 ℃;进样体积:3 μL;蒸发温度:78℃;载气流速:1.6L/min;载气压力:0.5MP。

表2 纤维素酶添加量对低聚木糖产量的影响

表3 木聚糖酶添加量对低聚木糖产量的影响

表4 混合酶对低聚木糖产量的影响
2 结果与分析
2.1 纤维素酶添加量对低聚木糖产量的影响按底物质量分数分别在经预处理的啤酒糟中加入100、150、200、250、300、350 U/g 的纤维素酶,搅拌均匀,45℃、pH 5.0条件下酶解2.5 h,测定啤酒糟中低聚木糖的含量。结果见表2。
从表2结果可知,随着纤维素酶添加量的增加,低聚木糖产量也随之增加。当纤维素酶添加量为300 U/g时,低聚木糖产量最高,为18.8721 mg/g。但纤维素酶添加量继续增加,低聚木糖产量反而下降。由于纤维素酶添加量为250 U/g和300 U/g时,低聚木糖产量差异不显著,故选择纤维素酶的添加量为250 U/g进行后续试验。
2.2 木聚糖酶添加量对低聚木糖产量的影响在经过预处理的啤酒糟中按底物质量分数分别加入 100、150、200、250、300、350 U/g 的木聚糖酶,搅拌均匀,50℃、pH 4.8条件下酶解3 h,测定啤酒糟中低聚木糖的含量。结果见表3。
从表3结果可知,当木聚糖酶添加量为200 U/g时,低聚木糖产量达19.1448 mg/g。随着木聚糖酶添加量的增加,低聚木糖产量下降。
2.3 混合酶对低聚木糖产量的影响 在经过预处理的啤酒糟中分别加入由纤维素酶和木聚糖酶组成的混合酶,搅拌均匀,50℃、pH 5.0条件下酶解3 h,测定啤酒糟中低聚木糖的含量。结果见表4。
表4结果表明,不同木聚糖酶和纤维素酶混合酶处理啤酒糟,低聚木糖产量差异较大。 当纤维素酶和木聚糖酶以250 U/g和200 U/g组成混合酶时,低聚木糖产量最高,为21.1002 mg/g。
2.4 起始pH对低聚木糖产量的影响 在混合酶试验结果基础上,分别调节预处理后的啤酒糟pH 分别为 3.5、4.0、4.5、 5.0、5.5、6.0,50 ℃条件下酶解3 h,测定啤酒糟中低聚木糖的含量。结果见表5。
由表5结果可知,在一定范围内,随着预处理后的啤酒糟初始pH的升高,低聚木糖的产量也随之增加。当初始pH为5.5时,低聚木糖产量达20.8721 mg/g。
2.5 酶解温度对低聚木糖产量的影响 在上述试验结果基础上,分别将酶解温度设置为35、40、45、50、55、60℃,酶解3 h后测定啤酒糟中低聚木糖的含量。结果见表6。
温度是影响酶解效果的主要因素之一。酶促反应速度在一定温度范围内随温度的增高而加快,但当酶解温度超过最适酶解温度,酶促反应速率下降。从表6可以看出,当酶解温度为50℃时,低聚木糖产量最大,为22.4692 mg/g。
2.6 酶解时间对低聚木糖产量的影响 在上述试验结果基础上,将预处理后的啤酒糟分别酶解1.5、2.0、2.5、3.0、3.5、4.0 h 后测定啤酒糟中低聚木糖的含量。结果见表7。
由表7结果可知,随着酶解时间的延长,低聚木糖产量也随之提高。当酶解时间为3 h时,低聚木糖产量达到22.5649 mg/g;但酶解时间延长,低聚木糖产量下降。原因可能为随着酶解时间的延长,低聚木糖进一步被水解成木糖。
2.7 酶解工艺条件响应面优化
2.7.1 响应面试验设计及结果分析 根据单因素试验结果,选取酶解工艺中低聚木糖产量影响较大的5个因素,即起始pH、木聚糖酶酶量、纤维素酶酶量、酶解温度、酶解时间,采用Design-Expert.8.0.6b软件,根据BOX-Benhnken试验设计原理,对酶解工艺条件进行响应面优化。试验设计方案及结果见表8。
根据表8 BOX-Benhnken的试验设计及结果,采用Design-Expert.8.0.6b软件对结果进行分析,结果见表9。
由表9结果可知,pH、纤维素酶添加量、木聚糖酶添加量、酶解温度和酶解时间均是显著影响低聚木糖产量的主要因素。BC、BE、DE的P值均小于0.05,说明木聚糖酶添加量和纤维素酶添加量、木聚糖酶添加量和酶解温度、酶解温度和酶解时间之间的交互作用显著。
采用Design-Expert.8.0.6b软件对结果进行可信度分析,结果如表10。
方差分析结果表明(表9和表10),模型的F值和失拟项分别为20.78和2.25,P值<0.0001和失拟项较高(0.1463>0.05),说明模型与实际情况拟合度良好。
根据响应面系数的回归分析,获得该模型拟合方程为:Y=23.44-0.72A-0.045B-0.25C-1.26D+0.40E-0.39AB+0.48AC-0.63AD+1.11AE-1.45BC+0.66BD+0.90BE-0.35CD+0.64CE+0.72DE-1.59A2-1.73B2-2.19C2-3.17D2-2.14E2。
该回归方程的 R2=0.9433,RAdj2=0.8979,CV/%=3.33%,SNR=17.318,说明模型可信度较高,且方程具有较高的统计学意义。
2.7.2 响应面分析 基于上述回归方程,绘制起始pH,木聚糖酶酶量,纤维素酶酶量,酶解温度,酶解时间之间交互作用的响应面曲线图和等高线图。结果分别见图1~图10。

表5 初始pH对低聚木糖产量的影响

表6 酶解温度对低聚木糖产量的影响

表7 酶解时间对低聚木糖产量的影响

表8 BOX-Benhnken试验设计及结果

表9 响应面结果方差分析

表10 二次回归方程的方差分析
等高线的形状可以反映出因素之间交互效应的强弱,圆形表示两因素不显著,而椭圆则表示较为显著(毋锐琴等,2008)。由图1可以看出,随着木聚糖添加量的增加和pH提高,低聚木糖产量先缓慢增加后缓慢下降,且等高线呈圆形,说明木聚糖酶添加量与pH之间交互作用不显著。当木聚糖酶添加量、酶解温度和酶解时间处于最佳水平时,纤维素酶添加量与初始pH的交互作用见图2。由图2可以看出,随着纤维素酶添加量的增加和初始pH的提高,低聚木糖产量先上升后下降,说明纤维素酶添加量与初始pH之间存在显著的交互作用。当木聚糖酶添加量、纤维素酶添加量和酶解时间处于最佳水平时,起始pH与酶解温度的交互作用见图3。从图3可以看出,随着起始pH与酶解温度的提高,低聚木糖产量呈先上升后下降,且酶解温度超过51℃时,低聚木糖产量迅速下降,说明二者对低聚木糖产量有极显著的影响。当木聚糖酶添加量、纤维素酶添加量和酶解温度处于最佳水平时,初始pH与酶解时间的交互作用见图4。由图4可知,随着初始pH的升高,低聚木糖产量下降明显;而低聚木糖产量随酶解时间的延长而增加,但酶解时间超过3.3 h,产量下降,说明二者存在较为显著的交互作用。当初始pH、酶解温度和酶解时间处于最佳水平时,纤维素酶添加量和木聚糖酶添加量的交互作用见图5。由图5可知,低聚木糖产量随两种酶添加量的增加而增加,但当纤维素酶添加量和木聚糖酶添加量分别接近350 U/g和250 U/g,低聚木糖产量有所下降,说明两种酶对低聚木糖产量有显著的影响。当初始pH、纤维素酶添加量和酶解时间处于最佳水平时,木聚糖酶添加量与酶解温度的交互作用见图6。图6结果表明,随着酶解温度的升高,低聚木糖产量先升后降,而低聚木糖产量随木聚糖酶添加量的增加先略升后略降,且等高线形状呈椭圆,说明两者之间的交互作用显著。当初始pH、纤维素酶添加量和酶解温度处于最佳水平时,木聚糖酶添加量和酶解时间的交互作用见图7。从图7可知,随着木聚糖酶添加量的增加和酶解时间的延长,低聚木糖产量先上升后下降,说明维素酶添加量和酶解温度存在显著的交互作用。当初始pH、木聚糖酶添加量和酶解时间处于最佳水平时,纤维素酶添加量与酶解温度的交互作用见图8。由图8可知,低聚木糖产量随纤维素酶添加量增加与酶解温度的升高先升高后下降,说明二者对低聚木糖产量有显著影响,二者交互作用形成的曲面为抛物面,也说明纤维素酶添加量与酶解温度存在交互作用。当初始pH、木聚糖酶添加量和酶解温度处于最佳水平时,纤维素酶添加量与酶解时间的交互作用见图9。图9结果表明,低聚木糖产量随纤维素酶添加量的增加和酶解时间的延长呈先上升后下降的趋势,说明二者对低聚木糖产量有显著影响。当初始pH、木聚糖酶添加量和纤维素酶添加量处于最佳水平时,酶解温度和酶解时间的交互作用见图10。由图10可以看出,酶解温度和酶解时间交互作用显著。

图1 起始pH与木聚糖酶酶量对低聚木糖含量影响的响应面图及等高线图

图2 起始pH与纤维素酶酶量对低聚木糖含量影响的响应面图及等高线图
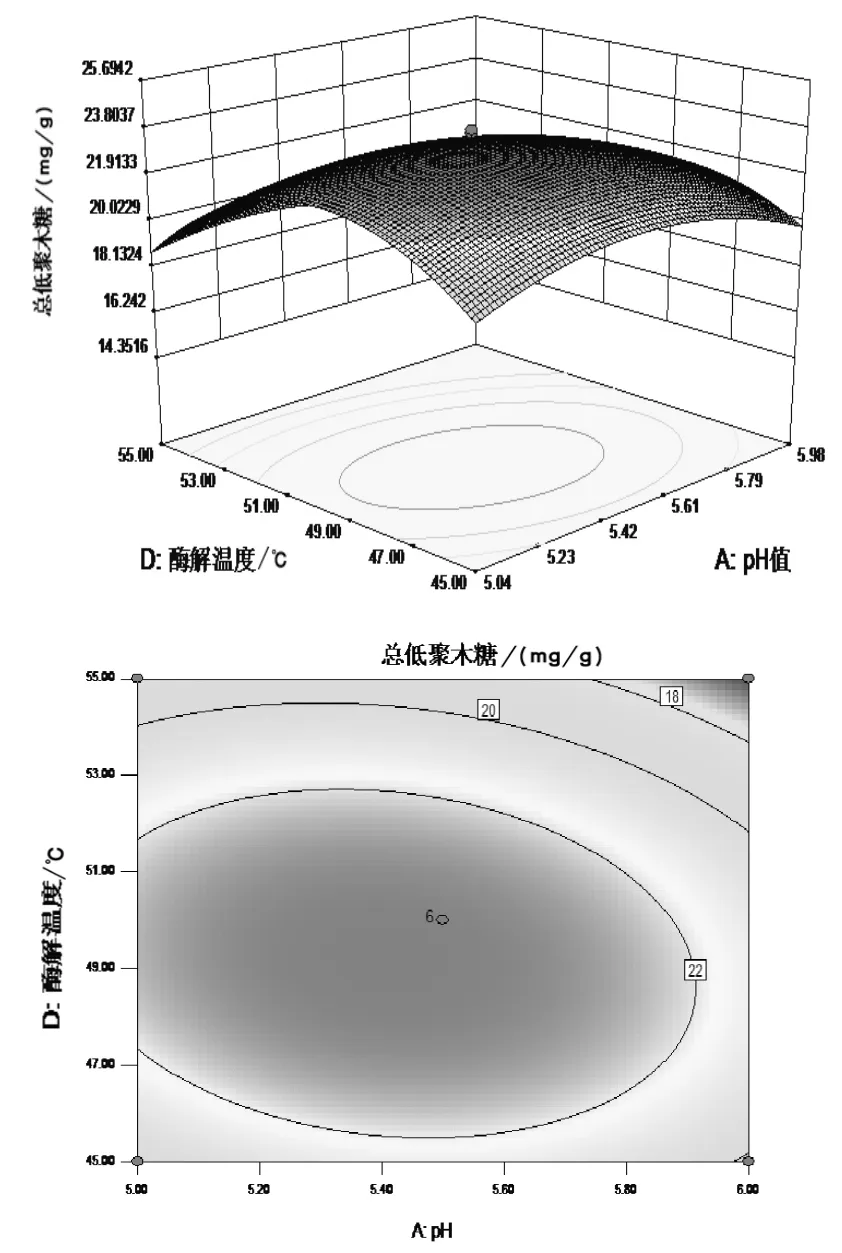
图3 起始pH与酶解温度对低聚木糖含量影响的响应面图及等高线图

图4 起始pH与酶解时间对低聚木糖含量影响的响应面图及等高线图
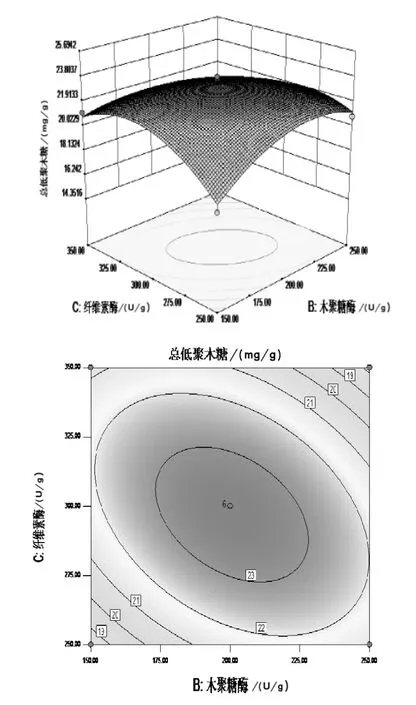
图5 木聚糖酶酶量与纤维素酶酶量对低聚木糖含量影响的响应面图及等高线图
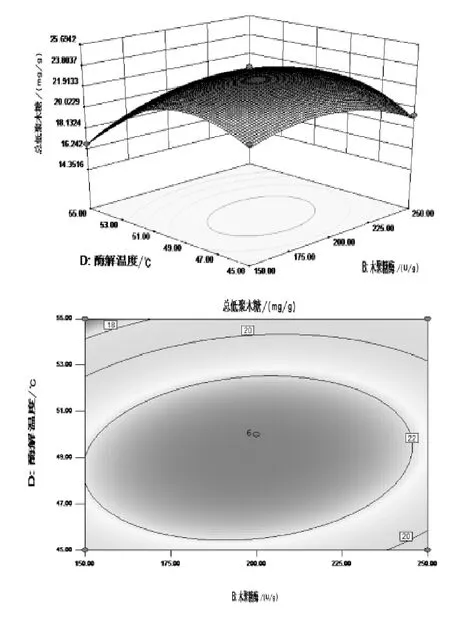
图6 木聚糖酶酶量与酶解温度对低聚木糖含量影响的响应面图及等高线图
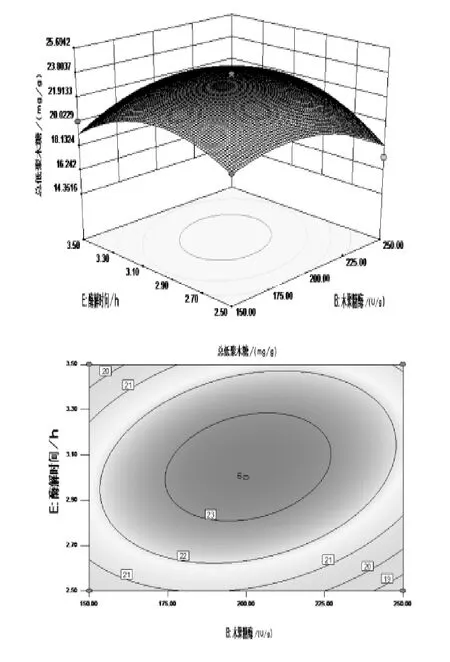
图7 木聚糖酶酶量与酶解时间对低聚木糖含量影响的响应面图及等高线图
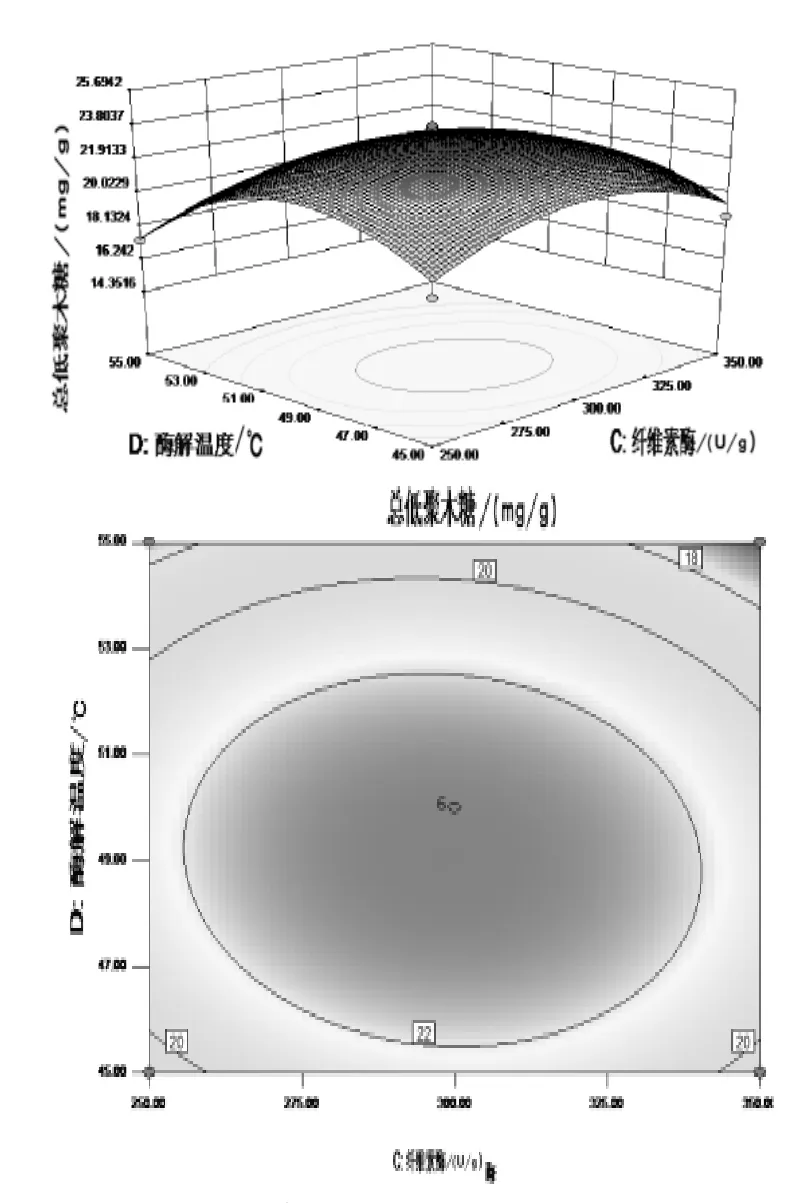
图8 纤维素酶酶量与酶解温度对低聚木糖含量影响的响应面图及等高线图

图9 纤维素酶酶量与酶解时间对低聚木糖含量影响的响应面图及等高线图

图10 酶解温度与酶解时间对低聚木糖含量影响的响应面图及等高线图
由Design-Expert.8.0.5b软件可求出回归模型极值点,即适宜酶解条件:起始pH 5.4917,木聚糖酶添加量201.2607 U/g,纤维素酶添加量248.6930 U/g,酶解温度48.1765℃,酶解时间3.0925 h。优化得到低聚木糖的产量预测值为23.7647 mg/g。为了验证本试验模型预测值的准确性和可操作性,调整酶解条件为:起始pH 5.5,木聚糖酶添加量201 U/g,纤维素酶添加量248 U/g,酶解温度48℃,酶解时间3 h。在此条件下进行3次重复试验,低聚木糖的平均产量为23.8673 mg/g,与预测值接近,说明此模型能准确预测低聚木糖的产量。
3 结论
啤酒糟制备低聚木糖饲料添加剂的工艺为:酶解起始pH 5.5,木聚糖酶添加量201 U/g,纤维素酶添加量248 U/g,酶解温度48℃,酶解时间3 h。通过验证试验,测得啤酒糟中低聚木糖的平均含量为23.8673 mg/g,与理论值相对误差仅为0.43%,说明采用响应面分析法对利用啤酒糟制备含低聚木糖饲料添加剂酶解工艺进行优化是有效的。
