鞍钢转炉生产GCr15轴承钢工艺实践
2019-06-17李广帮魏崇一常桂华曹东
李广帮,魏崇一,常桂华,曹东
(鞍钢集团钢铁研究院,辽宁 鞍山 114009)
轴承钢在使用过程中,套圈与滚动体之间呈点和线接触,承受着集中交变载荷,对疲劳强度、弹性强度、屈服强度、韧性、耐磨性、硬度及抗腐蚀能力均有很高的要求。因此,要求材料具有高纯净度和较好的均匀性[1]。与电炉冶炼轴承钢相比,转炉冶炼具有铁水原料中有害元素含量低、炉内脱磷条件好、终点渣钢反应更接近平衡、终点钢水氢、氮含量低且生产效率高、成本低的明显优势,但转炉出钢时控制下渣、氧含量及酸溶铝方面不如电炉。我国轴承钢生产目前仍以电炉流程为主,而日本住友、德国蒂森和日本川崎制铁公司已先后开发出了转炉采用杂质少的铁水冶炼并配合LF钢包精炼和RH真空处理生产高纯净度轴承钢的生产工艺[2-3]。本文介绍了鞍钢转炉冶炼 GCr15轴承钢的工艺实践情况。
1 转炉冶炼轴承钢工艺流程
鞍钢转炉冶炼GCr15轴承钢的生产工艺流程为:铁水预处理→100 t转炉冶炼→LF精炼→VD真空处理→280 mm×380 mm方坯连铸。
1.1 铁水预处理工艺
冶炼GCr15轴承钢需要采用铁水预处理脱硫,脱硫剂主要采用钝化镁粉和石灰复合脱硫,铁水中含有大量的硅、碳和锰等还原性元素,不会造成强脱硫剂镁发生大量的烧损,能保证脱硫反应顺利进行。铁水中的碳和硅等能够大大提高硫在铁水中的活度系数,很容易将硫脱到很低水平。铁水中氧含量较低,硫的分配系数相应有所提高,有利于脱硫。铁水预处理减轻了炼钢负担、简化了操作,提高了炼钢生产率,可减少渣量和提高金属收得率,铁水炉外脱硫可以对铁水实现深度脱硫,从而为转炉冶炼超低硫钢创造条件。经铁水预处理脱硫后,铁水中的硫含量可以达到0.002 0%。
1.2 转炉工艺
GCr15轴承钢的化学成分见表1。由表1可知,该钢属高碳低合金钢,磷、硫在钢中非常容易偏析,且磷、硫含量高时,对钢的性能会产生很大的影响。因此,在转炉冶炼时,既要做到高拉碳,同时又要降低钢中的磷含量,使钢中成品磷不大于0.015%,出钢碳含量尽量高(≥0.50%),有利于降低钢中的氧含量,从而减少后序处理时形成的氧化铝夹杂物。为保证磷含量满足要求,转炉采用双渣法冶炼,吹炼前期熔池温度较低时,将含有高磷的炉渣放掉,从而保证转炉冶炼的成分要求。

表1 GCr15轴承钢的化学成分(质量分数) %
转炉冶炼后出钢过程中进行脱氧、合金化。采用挡渣镖挡渣,减少转炉的下渣量,控制在不超过5 kg/t钢的水平。在扒渣工位对钢包顶渣进行扒除,并加入新的渣料,从而减少高氧化性的钢渣对钢水的污染,并为LF精炼造还原渣创造条件。
1.3 LF工艺
LF精炼处理时采用适当成分的钢渣进行精炼,通常有三个目的。(1)具有一定的脱硫能力,使轴承钢中A类夹杂物的数量控制在一定范围内;(2)具有吸收脱氧产物Al2O3夹杂的能力,以便在搅拌精炼过程中最大限度地降低氧化物夹杂的数量;(3)减少或消除含CaO的D类夹杂物[1]。采用酸性渣精炼时,第(1)、(2)目的不能完全实现;采用高碱度渣时,通常难以达到第(3)目的。
为了降低钢中的氧含量和硫含量,采用了高碱度、低熔点、流动性好、吸附夹杂物能力强的精炼渣,精炼渣成分见表2。在高碱度的条件下,可以达到降低渣中SiO2活度的目的,钢渣的碱度控制在≥3.0。精炼时对钢渣进行充分还原,使炉渣中ω(TFe+MnO)≤1.0%,从而降低FetO的活度系数。

表2 精炼渣的成分(质量分数) %
铝在钢中是强脱氧剂,为了保证钢中极低的氧含量,需要在钢中保持一定量的酸溶铝。图1为不同温度下铝氧平衡图。
铝氧平衡公式如下[4]:

图1 不同温度下铝氧平衡图

式中,ΔGθ为标准自由能,KJ/mol;T为标准温度,K;K为平衡常数;αAl为铝元素的活度系数;αO为氧元素的活度系数。
根据式1及图1可知,增加酸溶铝含量,降低钢液温度均有利于降低钢中的溶解氧含量。但过高的铝含量容易在连铸时出现絮流现象,因此,将铝含量控制在0.01%~0.04%的范围,通过控制钢渣的碱度、氧化性及钢中的酸溶铝含量,将钢中的活度氧降至非常低的水平,有利于实现钢材全氧含量极低的目标。
1.4 VD工艺
采用深真空对钢液进行脱气处理,对钢液中的氢、氧、氮进行脱除,同时采用真空下吹氩搅拌,使钢渣中的氧化性进一步降低,达到降低轴承钢中氧含量的目的。深真空时间不低于15 min,并在破真空后进行适当的软吹,软吹应达到渣面微动但不裸露钢水。
1.5 连铸工艺
轴承钢经精炼处理后,钢中的氧含量已经非常低,在连铸时应尽量防止在连铸过程中出现二次氧化现象。全程采用保护浇铸,在大包长水口、中间包浸入式水口等连接处均采用氩气保护。降低过热度有利于提高等轴晶率,同时避免铸坯中碳的严重偏析,改善铸坯的内部质量。连铸时控制钢液的过热度不超过30℃,低过热度与低拉速合理匹配,尽可能减少在浇铸过程中钢液的温降速度,加强钢包和中间包的烘烤,加入合适的覆盖剂以及采取红包出钢等措施,确保中间包温度波动小,控制连铸过程液面波动在±5 mm以内,拉速保持恒定,避免出现卷渣现象。
2 工艺效果
2.1 钢中氧、氮、硫、磷等元素的变化规律
统计上述各工序钢中氧、氮、硫、磷等元素的变化规律,结果分别见图2~图5。
(1)氧含量的变化
各工序钢水平均氧含量的变化见图2。
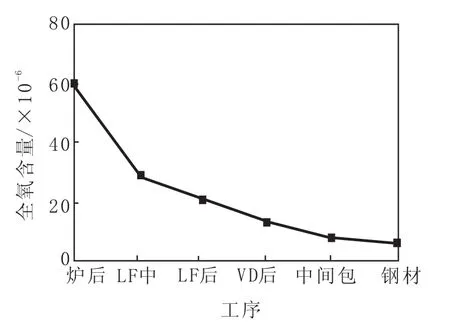
图2 各工序钢水平均氧含量的变化
从图2中可以看出,钢水中的平均氧含量整体呈下降趋势,前期下降较快,后期速度逐渐下降,说明钢中的小颗粒夹杂物去除比较困难,成品钢材中的全氧含量平均达到0.000 72%,实际最低可以达到0.000 42%的水平。
(2)氮含量的变化
各工序钢水平均氮含量的变化见图3。LF精炼处理过程中,钢水中的氮含量由LF搬入的平均0.002 2%增加到平均0.006 3%,钢液增氮比较明显。经VD真空处理后,钢中的氮含量又重新降至平均0.003 4%的水平,中间包钢水的氮含量平均为0.003 8%,从破空到中间包平均增加0.000 4%,由此判断长水口的保护浇铸效果比较理想。

图3 各工序钢水平均氮含量的变化
(3)硫含量的变化
各工序钢水中平均硫含量的变化见图4。LF精炼深脱硫处理后,钢水中的硫含量平均达到0.001 2%的水平,以后基本保持稳定,说明采用高碱度渣并充分脱氧后,脱除钢中的硫比较容易。

图4 各工序钢水平均硫含量的变化
(4)磷含量的变化

图5 各工序钢水磷含量的变化
图5为各工序钢水平均磷含量的变化情况。从图5中可以看出,钢水中的磷含量由平均0.008 5%增加到0.009 8%,去除加入合金带来的磷,由钢渣造成的回磷量已经很低,说明只要在转炉出钢时将磷含量控制得比较低,后期操作中磷含量的变化不大。
2.2 钢材中夹杂物的检验
对轧制后的棒材进行取样检验,测定钢中夹杂物的级别,结果见表3。由表3可见,钢中夹杂物充分满足GB/T 10561-2005的标准要求。

表3 钢材中非金属夹杂物 级
通过上述生产工艺冶炼的轴承钢已累计向用户交货8 000多吨,用户反映质量稳定,使用良好,说明采用该工艺能够满足轴承钢的质量要求。
3 结论
(1)鞍钢冶炼GCr15轴承钢的生产工艺流程为:铁水预处理→100 t转炉冶炼→LF精炼→VD真空处理→280 mm×380 mm方坯连铸。
(2)转炉保证出钢碳含量≥0.50%;LF精炼采用碱度≥3.0,ω(TFe+MnO)≤1.0%的炉渣;VD深真空时间不低于15 min,并在破真空后进行适当的软吹;连铸过热度不超过30℃,控制液面波动±5 mm以内,保持恒拉速,避免出现卷渣现象。
(3)采取上述工艺生产的GCr15轴承钢已累计交货8 000多吨,质量稳定,使用效果好。