如何做好水泥设备监造工作
2019-06-17齐跃
齐跃
1 监造工作的意义
在涉外的水泥工程建设项目中,总包商在国内采购设备或产品后通常要派设备监造人员到设备供应生产厂(以下简称工厂)进行监造,确保出口设备或产品生产进度和质量满足要求,按时集港发运。设备监造涵盖的内容范围很宽,本文主要是指设备制造阶段,即设备出厂前的设备监管工作,不包含设备设计、安装等过程的监造(不含成本控制)。从实施监造的主体来说,本文所指监造是指总包商的自主监造,不包括第三方监造工作。但现实中,由于一些工厂受管理方式、观念、习惯的负面作用和不规范的市场经济体制影响,在生产过程中经常出现一些问题,需要通过监管得以控制。而总包商设备监造工作所面对的通常是一整条生产线的各类设备、产品和钢结构,不仅数量多、要求高,而且受监造人员业务水平、工作经验、人员数量等因素影响,在监造过程中不能及时发现和解决问题,导致出厂设备因存在问题而使业主拒绝接收,或运到国外现场,在安装和调试时出现问题而无法解决,致使整个工程项目建设进度受到很大影响。
因此,如何掌握有效的监造方法,充分发挥设备监造人员的作用,实现对设备生产厂的生产过程包括隐蔽工程、检验资料、出口包装的有效监管,把好设备出厂关,是总包商做好国外工程项目必须面对的一项课题。下面根据笔者多年从事水泥设备监造工作的经验,结合一台水泥管磨机设备进行讨论。
2 监造工作的方法、流程
总包方监造工作分两方面:一方面,从项目管理角度说,包括如何制定整个项目的监造方针和计划,合理组织人力、物力资源,按用户要求有组织地开展监造工作,达到让用户满意的目的,体现出总包方做工程项目管理水平的高低。另一方面,具体到每个监造人员,包括如何制定有效的监造计划QCP,掌握监造方法和流程,做好与各方协调及沟通工作,适时赴厂检查、见证、验收,发现问题及时处理,把好设备出厂关和按时集港发运,体现出每个监造人员的工作实效。本文主要从第二方面进行讨论。
水泥设备监造最重要的一点是按计划和流程开展工作,只要计划都一一落实,绝大多数设备问题都能发现并得到解决。设备监造方法和流程包含以下几个方面:
2.1 熟悉设备结构及特点,了解制造厂家情况
不同设备的结构和特点不同,制造厂家不同,在生产加工、装配、检验、包装等方面出现的问题会有所不同,监造人员要了解监造设备自身的结构和特点、制造工艺,同时还应了解生产厂家的管理体系、装备能力、制作经验和水平等情况,分析生产制造难点和关键控制点,预测可能出现的问题和环节,从而在监造过程中重点监控。实际上,影响质量最大的因素是人,只有好的管理体系才能生产出优良产品。
2.2 掌握合同中相关技术要求,包括国家标准和设备图纸
在设备采购合同和项目总包合同中,都有与设备制造和检验相关的技术条款,包括执行的标准要求,这些是检验设备和确认产品质量的首要依据。
(1)如果设备有国家或行业标准要求,应首先参照最新国家标准,没有国家标准时,参照设计图纸要求执行。若合同要求执行国际标准(如ISO、EN、DIN),则还要了解我国标准的采标情况(与国际标准等同、修改、非等效),因为我国多数制造企业熟悉的是国标,需要做好标准转化和替代工作。
(2)若合同要求高于(或部分高于)国家标准,如与F.L.Smidth公司合作项目,设备制造和检验通常要求执行F.L.Smidth专门技术条款,应注意避免因执行标准不同,影响最终设备的顺利验收。
(3)对于一些重要的性能实验和出厂试车等检验,应事前约定具体检验参数要求。如出厂液压试验,应明确额定压力、保压时间;如出厂空载试车,应明确振动、噪音、温升多少为合格,等等,避免现场见证(W)时双方产生分歧而影响验收结果。
(4)有时,业主方对设备用材不是执行国标(如按史密斯分交件设计图纸中用材常按欧标),要清楚材料替代的要求或标准,防止材料用错。
2.3 编制监造计划
在现代质量管理过程的系统方法即PDCA循环模式中,P表示计划(Plan),D表示实施(Do),C表示检查(Check),A表示处理(Action),PDCA循环模式反映出质量改进和完成工作必须经过的4个阶段。第一步就是编制计划(P),是保证检验工作规范有序进行的重要环节。通过在计划中列出检验内容、检验项目和见证点(RWH),进行所谓的见证点管理,可以避免一些重要检验项目漏检(尤其隐蔽工程或有特殊要求的检验),保证监造工作成效。同时,也可以让业主方通过审阅QCP了解监造程序,提出意见(如果有),或亲自参与检查和委托第三方代理,从而让业主方更加满意和放心。
监造计划通常包括以下内容:
(1)明确检测对象
即识别和确定检测部件。组成设备的零部件和工序很多,监造人员不可能都去检查,要根据情况抓重点,列出关键部件进行检查。如管磨机的滑环、滑履装置的托瓦,通常都是必检部件。项目要求越严,检测对象的数量应该越多。
(2)明确重要的检验内容/项目
对于检测部件,根据相关标准的要求列出重要检验内容/项目。如磨机滑环部件,其材质(机械性能)、焊接质量(焊缝外观、无损检测)、热处理、外形尺寸、表面光洁度等,都是影响磨机长期、安全、稳定运行的重要检验内容/项目。
(3)确定具体的控制要求和监造方式
根据相关标准或图纸要求,将检验项目的控制要求量化或细化出具体检验指标,如滑环焊接质量控制,应明确焊接NDT探伤执行标准、验收等级、检测范围、比例、参与方等,增加可操作性。对于监造方式,可以是文件见证(复查点R),也可以是现场见证(见证点W)。对于非常重要或业主要求的检验,还可设停止点(H)。
(4)明确工厂应提交的检验记录和报告
检验记录和报告是工厂证明其产品符合性的依据,是和设备一起提交的技术文件。在监造计划中列出提交的检验记录和报告,便于工厂提前准备,同时也便于监造人员审查检验报告(包括外购件证明),确认设备是否符合要求。工厂提交资料完整齐全,有利于总包方与业主方的最终交接验收。
2.4 赴厂检查
设备监造是一门综合性的学科。赴厂检查除了要了解设备制造工艺、方法、功能和相关标准外,还应掌握一些检测的技术和方法,善于与人沟通和协调,才能真正取得监造工作成效。
2.5 编辑整理监造记录、报告、总结
监造人员编写监造记录(日志、报告、总结),一是反映工厂进度和质量信息,说明发现和解决(未解决)的问题、下一步安排等;二是体现出监造人员的辛勤劳动。有关领导通过审阅监造报告,可以了解到工厂信息,掌握监造进展情况,便于加强对工厂和监造工作本身的管理和改进。经常有些监造工作中存在的问题,通过查阅报告可以追溯和纠偏。监造记录(日志、报告、总结),是工程项目管理不可缺少的技术管理文件。设备监造实践性很强,取得实际成效与经验积累有很大关系,因此,做好监造记录就能不断积累经验,提高监造工作水平。
3 实际案例
下面以某出口项目水泥磨(管磨机)为例,说明监造方法和流程。
3.1 熟悉设备结构及特点,了解生产厂家情况
(1)水泥磨结构:本项目为中心传动的双滑履管磨,规格ϕ5m×15m,转速为14r/min,总重约400t,台时产量为150t/h。主要结构包括回转部分(筒体、滑环、传动接管)、滑履轴承装置、进出料装置和支架等。其他配套的电机、减速机、膜片联轴器和液压油站等为业主自购,本文不讨论。图1为磨机主要结构示意图。
(2)结构特点分析:不同于回转窑,本管磨机没有大型铸锻件,主要结构件为焊接件,筒体(滑环)是由钢板经下料、卷制、焊接、机加工而成。设备自重大,负载重,滑环和滑履轴承装置承受着整个磨机回转部分、研磨体、物料的静载荷以及运动过程中钢球的抛落冲击产生的动载荷。因此,严格控制磨机筒体尤其滑环的强度,包括其结构尺寸、焊接,滑履轴承托瓦材质,是保证磨机长期安全和稳定运行的重要环节。对于ϕ5m×15m大型管磨机,其直径和纵向长度(15m)都很大,保证整个筒体(两端滑环)的同轴度要求,既是加工过程中的重要控制点,也是检验的关键点。
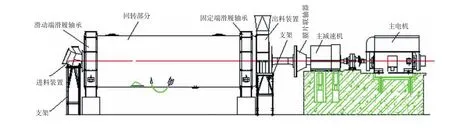
图1 磨机主要结构示意图
(3)厂家情况介绍:本项目管磨机是由一家长期制造水泥装备的中型国有企业制造。经考察,该厂质量体系健全,管理比较规范,制作出口设备经验丰富,加工大型管磨机的装备实力和技术较强,有加工筒体大段节和滑环的大型车床(10m:1台,5m:3台,数控立车),有整体加工磨机筒体的专用卧式落地车床(ϕ5.5m×18m:1台),有多台剪板机、弯板机、全自动埋弧自动焊机,还有大型退火炉(9m×6m×5.5m)等,工厂硬件实力使设备加工质量有了基本保证。
3.2 掌握相关合同中技术要求,包括国家标准和设计图纸
本项目管磨机采购合同中技术条款很多,其中关于执行标准方面为:
(1)工厂制造过程中应严格按照图纸设计技术要求及相关国家或行业标准进行制造。
(2)设备的材质选用、润滑、油漆涂装与防护、铬牌、标签和警示、防潮措施、表面保护及设备颜色除满足设备结构特点及功能要求外,均执行国家现行有关标准、规范或技术条件。
因此,本项目设备制造和检验均执行国家标准。对于管磨机,检验执行建材行业现行国家标准JC/T 334.1-2006,同时参考工厂设计图纸。设备需要明确的检验项目有,滑环焊接的无损检测见证、验收等级、滑履托瓦液压试验的具体参数等。
3.3 编制监造计划(QCP)
考虑到节省篇幅,表1~3中列出管磨机监造计划的一部分。对于水泥设备监造来说,检验内容和项目、工厂提交报告、监造方式等常用符号(字母)来表达,符号含义见表1~3下面的说明。
3.4 赴厂检查
下面主要结合前文QCP中列出的检验项目进行说明。
3.4.1 筒体及滑环——焊接检查
(1)审查上岗焊工资质和无损检测人员资质,均符合要求。多名无损检测人员有2级UT探伤资质,允许出检验报告。
(2)审查滑环、筒体的材质单,产品所用材料与合同要求一致。钢板为国营大厂鞍钢生产,其质量证明书中机械性能均符合相关标准要求。审查工厂出具的第三方取样测试的滑环钢板的机械性能(屈服强度和抗拉强度)检验报告,符合要求。
(3)对于焊接检验,按QCP(表1)中1-3~1-5项监造方式为R+W。因此,首先审查了焊接工艺WPS和焊接工艺评定报告,工厂自检报告,包括热处理报告,确认工厂焊接操作规范,部件经过合规的退火热处理。然后到车间查看焊缝外观,现场见证工厂UT探伤(图2),未见有超标的缺陷回波,焊缝质量符合GB/T 11345ⅡB级。同时核实了该探伤人员资质。图3是滑环粗加工后检查滑环与传动接管焊缝外观,外焊缝均匀饱满,内焊缝打磨平整,符合JC/T 532 1级的要求。检验过程中了解到UT检查滑环时,曾发现过焊缝有一个小热裂纹(标准允许焊补),工厂用气刨剔除后重新焊补,并再次回炉热处理和UT检测,问题已消除。但工厂没有在探伤报告中写明此过程,不符合相关标准要求留痕迹的规定,后工厂按我公司要求在报告中做了补充说明。
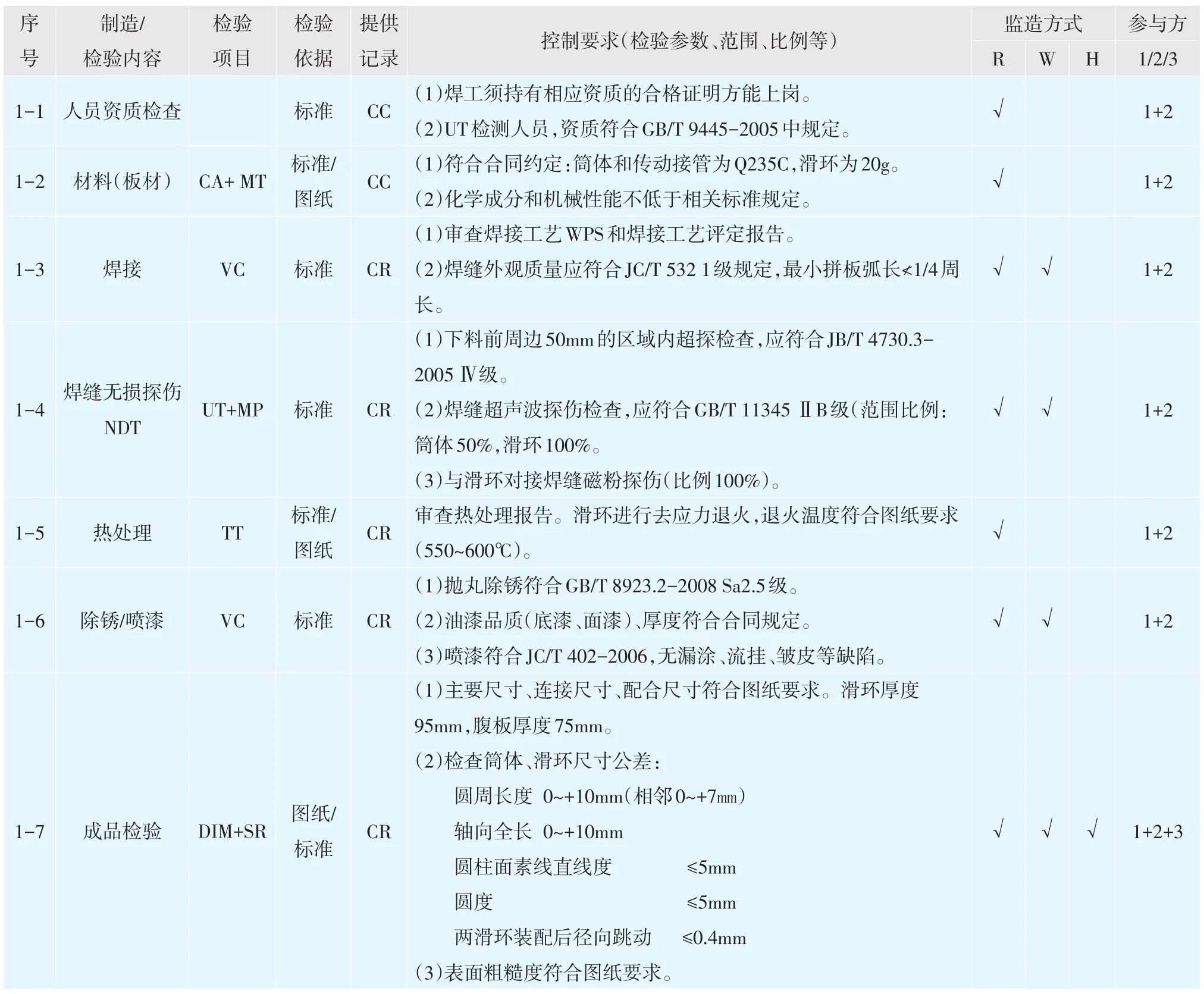
表1 QCP(回转部分:筒体、滑环、传动接管)
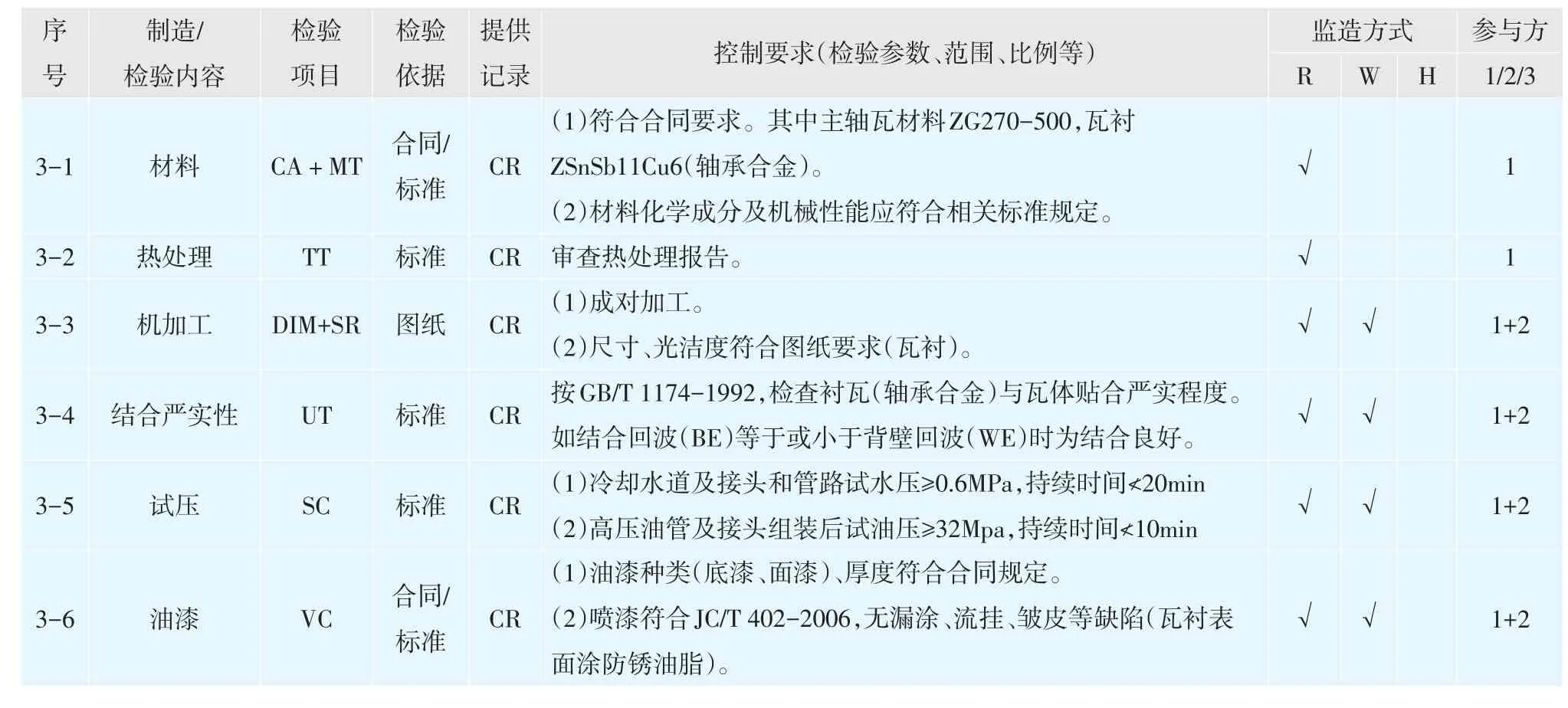
表3 QCP(滑履轴承部分:主轴瓦、衬瓦)

表1~3中符号含义

图2 见证热处理后滑环焊缝探伤
3.4.2 筒体和滑环——尺寸检查
按QCP(表1)中1-7项,首先审查工厂的筒体和滑环自检记录(文件见证R),尺寸符合要求。下面介绍焊接装配后筒体直线度和两端滑环的相对径向跳动偏差的检查过程(现场见证W)。
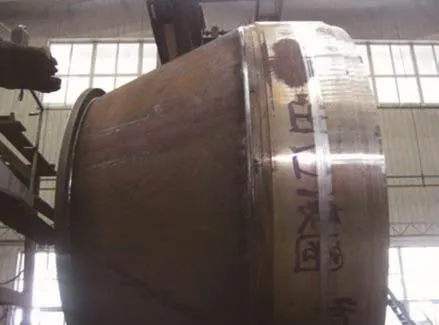
图3 检查滑环与传动接管的焊缝外观
(1)筒体(素线)直线度

图4 在筒体外面加标准垫块,拉钢丝

图5 用直尺检测钢丝到筒体外壁距离

表4 ϕ5m×15m磨机筒体直线度检测记录

图6 在卧车上整体装配后加工的磨机筒体
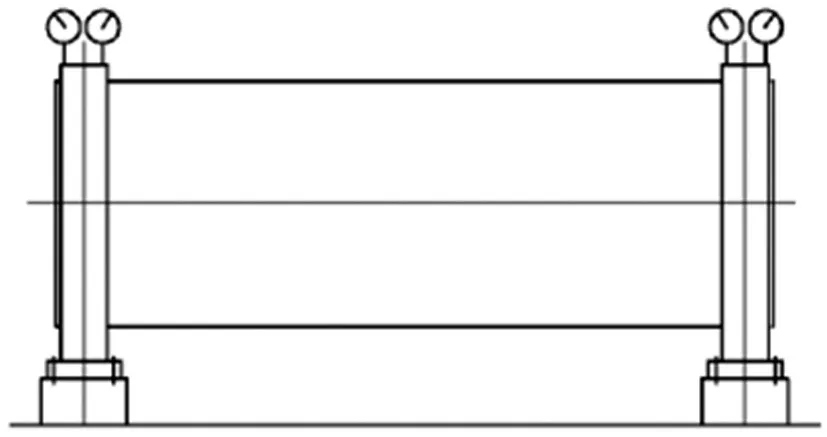
图7 滑环径向跳动检测示意图
将筒体沿圆周方向四等分(0°,90°,180°,270°)并做标记。先在标记0°位置的筒体两端(A、B)加标准垫块(磁铁),作为测量基准(高40mm),拉细钢丝(图4),再沿钢丝长度方向用钢板尺(在6等分位置处)分别测量钢丝与筒体间距,检测偏差大小(图5)。然后再转动筒体到90°、180°、270°位置,重复上述检测过程。经测量最大偏差为±1mm,小于标准要求的5mm,符合要求,检验结果见表4。
(2)滑环两端相对径向跳动偏差的检查
按QCP(表1)中1-7项,此项检验设为停止点H,为现场见证。图6为磨机整体装配后在卧车上的加工图,图7为在卧车上用百分表检查两端滑环外圆面的径向跳动偏差示意图(按我国现有水泥装备制造企业的检测条件,出厂前检测两滑环外圆面的相对径向跳动偏差,都是在卧式加工车床上进行,以车床回转中心作为检测基准)。检测时,将滑环直径8等分并做标记,然后通过转动筒体,分别检测8个位置处的4个百分表的径跳数值,经计算得出两滑环的相对径向跳动偏差在0.2~0.3mm之间,小于标准要求的0.4mm,合格。

图8 滑履托瓦与泵体连接

图10 滑履托瓦与泵体连接
3.4.3 滑履托瓦液压试验
按QCP(表3)中3-4项,滑履托瓦液压试验的监造方式为R+W。首先审查工厂自检记录,确认托瓦全部经过自检试验合格。现场随机抽取2只托瓦,在规定工作条件下进行水压和油压试验,经检查托瓦铸件(冷却水道)及接头无渗漏,高压油管及接头无渗漏,确认合格。图8~11是检验过程图片(计量仪表经过年审,为合格产品)。工厂为保证产品质量,出厂试验压力高于国标32MPa。
3.5 编辑监造记录、报告、总结

图9 试验压力(水压)显示值0.7MPa
图11 试验压力(油压)显示值40MPa
4 结语
要做好水泥设备监造,了解被监造设备结构特点,掌握相关的检验标准和技术方法,包括编制监造计划都很重要,但更重要的是我们监造人员要严格按照计划实施,按检验流程一项一项地落实,这样绝大多数问题都能及时发现和解决。设备监造工作是一项实践性很强的工作,只有通过长期积累经验和总结,才能不断提高,使工作取得良好的成效,实现为国外水泥工程项目的建设保驾护航的目标。■
