转向架齿轮箱组装工艺技术
2019-06-11李钊曹振山杨廷琦
李钊 曹振山 杨廷琦
摘 要:齿轮箱作为转向架驱动装置中最为重要的零部件之一,压装质量一直得不到足够的保证,在运行过程中经常报出齿轮箱异常状态。本文作者根据自己多年的齿轮箱组装经验,分析并提出了齿轮箱组装过程中工艺技术中最为核心的几点内容,为齿轮箱组装工艺优化,组装质量提升提供帮助。
关键词:齿轮箱;组装工艺;技术优化;质量提升
1.研究背景
随着高速动车组技术的不断革新,动车组列车运行的速度从250km/h过渡到350km/h并且还在不断递增,这对转向架驱动装置提出了更高的挑战。转向架驱动装置顾名思义指的是转向架上提供牵引动力输出的组成部分,一般由牵引电机,联轴节,齿轮箱,温度传感器及其他传感器组成。齿轮箱作为其中动力传输的重要一环,组装质量尤为重要。
2.齿轮箱组装工艺
齿轮箱组装包括大齿轮压装,轴承内圈组装,轴承衬套与轴承外圈的组装,齿轮箱箱体合箱。
2.1 大齿轮压装
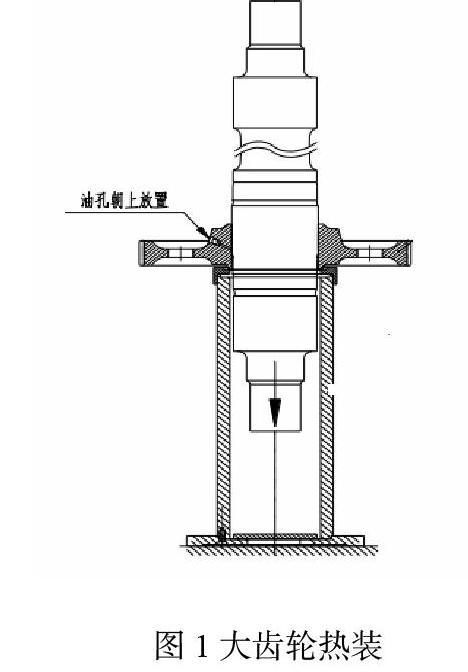
齿轮箱大齿轮采用加热压装的组装方式,使用电加热器加热大齿轮到150℃附近,大齿轮受热组装孔膨胀变大。将大齿轮摆放在制定的工装套上方,注意油孔需朝上放置。吊运车轴垂直在大齿轮顶部,缓慢下落直到制定配合位置,如图1所示。
2.2轴承内圈组装
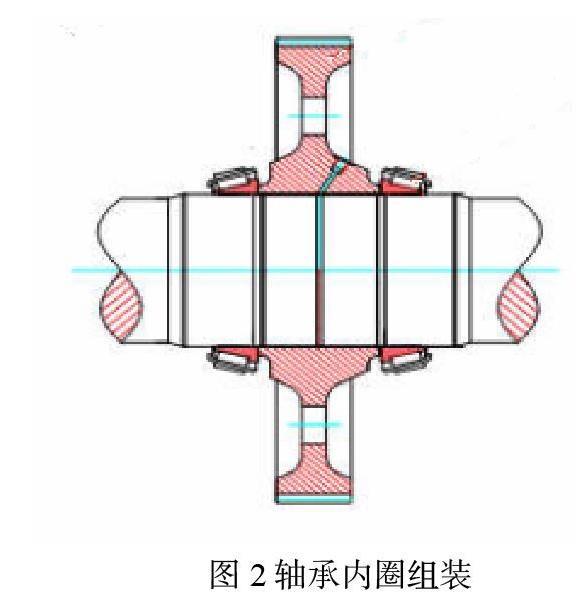
轴承内圈组装方式与大齿轮相仿,也是采用热压装的方式进行组装,将轴承内圈加热温度到110℃~120℃范围内后,将轴承内圈组装至制定位置,如图2所示。温度冷却后确认组装状态,查看内圈是否密贴,若未密贴允许使用冷调轻轻敲击使其密贴,严禁轴承内圈未冷却时进行敲击作业。
2.3 输出轴承衬套与轴承外圈的组装
加热轴承衬套至90℃附近,将圆锥滚子轴承外圈安装到衬套内,放置冷却3~5分钟,待冷却后使用环装工装均匀敲击轴承外圈平面使其密封,要求轴承外圈表面均匀受力。水平放置车轴,将垫片套至电机侧输出轴承衬套上,将配套的O型圈套装至车轮侧输出轴承衬套凹槽内后,利用衬套定位工装将衬套组装至轴承内圈。
2.4 合箱
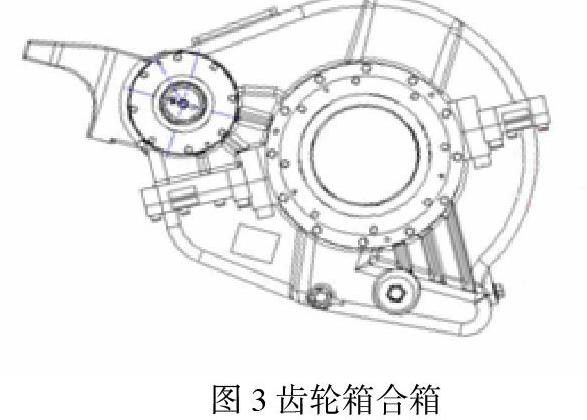
将组装完成的车轴放置于下箱体制定位置,然后将上箱体与调运至制定位置与下箱体进行配合,在连接处使用密封胶或者密封圈密封,注意密封胶类不允许进入到箱体内部。上下箱体配合后使用指定螺栓进行紧固组装,建议使用递加扭力紧固的方式进行紧固,能够确保箱体配合的紧固无误。
3 齿轮箱检验
3.1 无损检测
齿轮箱箱体若采用铝合金箱体则建议重要部位进行X射线探伤检验,确认箱体状态;若选用球墨铸铁箱体则所有部位均进行磁粉探伤,重要部分采用X射线探伤检验。
3.2 密封检验
箱体内侧需浸煤油24h确认箱体外侧渗油情况,箱体内侧进行充气水压试验,检查箱体密封情况。
3.3 跑和试验
齿轮箱跑和试验在跑和试验台进行,如图4所示。齿轮箱注油油量在指定位置后,將齿轮箱吊运至试验台指定位置,将齿轮箱小轴端与电机相连,按照制定的转速及时间进行正反转持续运作,转速及试验要求如表1所示。
跑和试验过程中确认齿轮箱是否存在异响,齿轮箱温升是否存在异常,是否存在箱体渗漏情况。待试验完成后确认磁性油堵吸附物是否存在大颗粒物质及其他异常物质。
4.总结
齿轮箱作为转向架动力传输的重要部件,组装质量受到广泛关注。本文针对齿轮箱组装过程中出现的关键工艺要点以及齿轮箱的检验要求进行浅析,包含齿轮箱组装整体过程以及无损检测、密封检测、跑和试验检测等。
参考文献:
[1]TB/T 1463—2006 铁道机车轮对组装技术条件[S].
[2]万国兵.上海轨道交通1号线增扩编改造项目中的车轴齿轮箱组装工艺. 《城市轨道交通研究》 2010年第05期.
[3]徐贵宝,谭东,陈红圣.CRH380B高铁齿轮箱体的制造工艺与质量控制.《铸造》2016年10期.
[4] 侯有忠.CRH2 型动车组齿轮箱跑合试验振动数据分析与研究 [J].轨道交通装备与技术.2013,(3).