高氮高磷制药废水处理中物化+生化工艺的有效运用
2019-06-11武楷
摘要:本文结合工程实例,首先简要分析了该工程的水质情况,指出了具体的工艺流程,最后探讨了其运行结果,望能为此领域研究有所借鉴。
关键词:物化法;生化法;高氮高磷制药废水
1.工程概况
某医药公司采用化学合成法来生产各种原料药及医药中间体,如GCLE、核黄素磷酸钠、头孢地尼等,在生产过程中所产生的废水当中,含有浓度非常高的磷、氮,除此之外,还有各种有机污染物。需要指出的是,因在选择原先的处理工艺方面,存在许多不合理、不科学的情况,因而出水较难达标,为了能够改变此状况,本次改造仍然沿用原先的处理设施,对其加以升级与改造,使完成处理水的TP、NH3-N及CODcr等方面,均与当地污水三级排放标准(简称《排放标准》)当中的排放指标相符。
2.该工程的水质情况
此公司GCLE的年产量为200吨,核黄素磷酸钠的年产量为30吨,头孢地尼年产量为5吨等。一、二期设计进水量分别为600吨/天、1735吨/天。针对所产生的废水而言,主要可分为3种,分別为高氨氮废水(80吨/天)、高磷废水(50吨/天)与综合废水(1500吨/天);当对这些废水进行处理后,均能满足《排放标准》的相关要求。对于废水的水质而言,即高磷废水pH为1~2,CODcr:30000~40000mg/L,TP:5000~10000mg/L;高氨氮废水pH:9~10,CODcr:10000~15000mg/L,NH3-N:2000~5000mg/L;综合废水pH:4~6,CODcr:4000~6000mg/L,NH3-N:100~200mg/L,TP:20~40mg/L;排放标准:pH:6~9,CODcr:500mg/L,NH3-N:35mg/L,TP:3mg/L。结合此水质的基本推断,在对其进行处理时,选择MAP、ABR、A2/O组合工艺,对工艺操作条件施加有效控制,其中,针对MAP工段而言,主要将废水当中的氮、磷去除,此外,生成磷酸铵镁,沉淀并加以回收;而在ABR段,则将废水当中的有机污染物去除;在A2/O工段,将剩余的氮、磷及有机污染物清除掉。
3.工艺流程
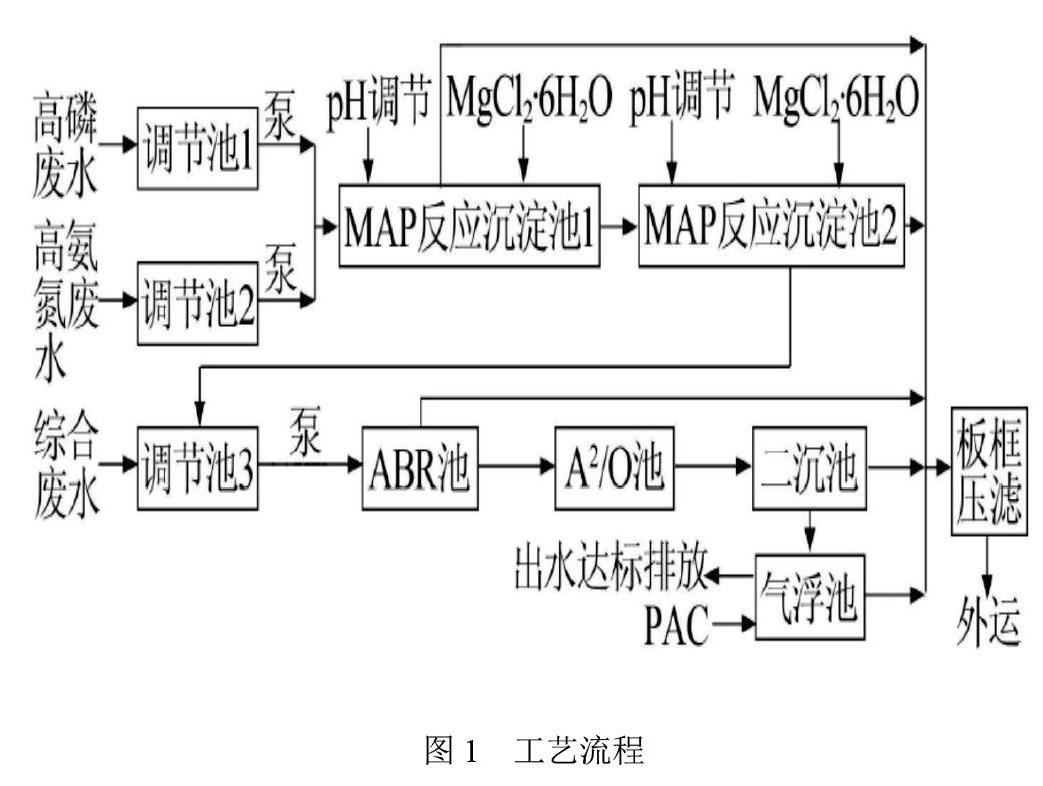
如图1所示,针对高磷废水,则利用厂区内管道,输送至调节池1,而对于高氨氮废水,则输送至调节池2,这两种废水的水量依据氮磷比,升到MAP反应沉淀池1,然后对pH值进行调节,使之维持在9.0~9.5,将MgCI2?6H2O加入,出水被输送到MAP反应沉淀池2当中,对pH值进行调节,持续加入MgCI2?6H2O,将氮、磷去除。针对MAP反应沉淀池2的出水来讲,则被输送至调节池3当中,混合于综合废水;然后将pH调节成6~9,使之升到ABR池,开始厌氧反应,将废水的可生化性提升上去,将其中的有机污染物去除掉。针对ABR出水来讲,则进入到A2/O池当中,将其中的有机污染物进一步去除掉,此外,还能实现生物除磷、脱氮,其出水被被输送到二沉池,进行泥水分离,然后出水满足相关要求后,便可外排。针对MAP反应沉淀池1、2来讲,磷酸铵镁为其主要污泥,借助板框压滤机实施脱水、装袋操作,最后便可将其当做肥料来回收。
4.工程实际运行及其结果
4.1启动反应器
(1)启动ABR。ABR池接种污泥来自本地的某污水处理厂;在接种过程中,各隔室的污泥质量在具体浓度上,均大于10g/L;在启动时,针对反应器当中的污泥来讲,如果其浓度不足时,便需要及时补充。对污泥的泥龄施加有效控制,定期性的将老化污泥排出,保证污泥的始终活性。在启动的初期阶段,需要对有机负荷加以控制,通常将其控制在0.5kg/(m3·d),并不断提高,提高幅度控制在0.5kg/(m3·d)/次,当系统已经适应后,便可再次提升,直至反应器负荷达3.0kg/(m3·d)。针对有机负荷的提升方式来讲,就是增大反应器进水中生产废水的实际比例,直到所有水都是生产废水。驯化3个月后,污染物的总体去除率达到了80%,系统在抗冲击能力上得到显著提升,ABR启动。(2)启动A2/O池。在启动的初期阶段,将A2/O池投入污泥后,先实施低负荷间歇运行,持续闷曝1天,然后静态放置2h,排水,然后送进新的废水,循环此过程,直到污泥增加。将进水负荷持续增大,并保证其运行的连续性,维持好氧池内稳定的曝气量,持续降低DO,成功启动后,SV增加到35%,成功启动系统后,将ABR反应器出水介入,运行正常。对缺氧池、厌氧池中的pH池加以控制,使其维持在7.0~7.5之间,而将DO维持在0.5mg/L。
4.2效果分析
持续调试3个月后,各个反应器均正常启动,系统运行状态良好,出水均达到《排放标准》中的相关要求。采用标准方法测定pH值、TP、CODcr、氨氮等。当系统运行保持稳定后,开始监测水质,时间为1个月。需要指出的是,因MAP反应沉淀池1、2有着基本一致的工作原理,因此,当处于运行状态时,其控制条件也相同,脱氮除磷效果并没有明显差异。因此,采用MAP、ABR、A2/O组合工艺进行处理。最终结果得知,MAP反应沉淀池1当中的NH3-N去除率大于85%,而对于TP来讲,其去除率维持在95%,MAP反应沉淀池1废水TP≤400mg/L,NH3-N≤500mg/L,继续进入MAP反应沉淀池2进一步处理,然后进入调节池3当中的废水TP维持在30mg/L以下,而NH3-N<200mg/L。
5.结论
综上,运用MAP、ABR、A2/O组合工艺对高氮高磷废水进行处理,有着比较好的处理效果,且系统维持良好运行状态,出水各指标均满足相关要求。MAP段对氮磷的去除效率远远高于传统的活性污泥法,能使前期废水中高氮高磷的污染因子得到有效去除。ABR高效厌氧反应器整体设计比较简单,启动时间较短,且有着较好的处理效果,并且在工艺当中,能够将大部分COD去除,待运行维持稳定后,可将85%的有机污染物去除掉。
参考文献:
[1]邱攀,王白杨,胡春华,等.物化+生化工艺处理高氮、高COD制药废水[J].中国给水排水,2017(10):109-112.
[2]王卓,纪逸之.物化-生化组合工艺在含高盐量、高氨氮量有机废水处理中的应用[J].环境科技,2000,13(2):10-13.
[3]吴奉爰.物化+A/O生化组合工艺处理电工合金材料工业废水[J].西南给排水,2010(4):27-30.
作者简介:武楷,出生年月:19900706,性别:男,民族:汉,当前职务:环保专员,当前职称:助理工程师,学历:本科,研究方向:企业环保,医药废水治理.