相控阵技术对焊缝缺陷检测的研究及应用
2019-06-10陈超张华知汪雪梅王志斌
陈超 张华知 汪雪梅 王志斌
摘 要:相控阵技术是一种多声束扫描成像检测技术,通过控制聚焦深度、偏转角度和波束宽度形成不同的虚拟探头(VPA),从而可对试件进行高速、全方位和多角度的检测,且图像化的检测结果更加直观。文章简要介绍了相控阵检测技术的基本原理和特点,综述了国内外相控阵检测技术发展现状,最后以对接焊缝裂纹检测为例,介绍了相控阵技术检测缺陷信号和几何信号的图像判读评定。
关键词:相控阵 检测 探头 应用
中图分类号:TG441.7 文献标识码:A 文章编号:1674-098X(2019)02(a)-0096-02
为保障特种设备安全运行,我国自2014年1月1日正式施行《中华人民共和国特种设备安全法》,在配套的相关法规中明确规定,特种设备在投用一段时间后应进行停机状态下的定期检验(周期性检验),这种检验目前使用常规无损检测方法(如射线、超声波、TOFD、涡流、磁粉、渗透等检测方法)进行检测,其最大优势在于技术成熟,但检测过程中只能按比例抽查焊缝或相应重点部位,导致实际检测比例不到10%(按特种设备表面积计算),因此,这种检测方式在本质上是一种局部检测。相较A型脉冲回波和TOFD等方法[1],运用相控阵检测技术对承压类特种设备焊缝进行无损检测能获得更多波形,可以更有效快速的发现设备的缺陷隐患,生成可视云图实现动态监测,确保其安全运行状况,达到提高设备安全运行的目的,切实保障国民人身和财产安全。
1 相控阵检测技术
1.1 概述
相控阵检测是一种通过对阵列传感器各独立阵元按一定的延迟法则进行激励、接收,合成特定形式声场,通过超声波数据以图像的形式显示出来的一种无损检测技术。通过时间延迟相继激发探头中多个晶片,每个激活晶片发射的超声波束相互干涉形成新的波束,通过软件调整,新波束的角度、焦距、焦点尺寸等均可根据检测需要予以改变。与传统TOFD、超声测厚、A型脉冲回波检测等无损检测技术相比,相控阵检测技术的一个探头即具备多个性质相同的晶片,通过控制聚焦深度、偏转角度、波束宽度形成不同的虚拟探头(VPA),从而可对试件进行高速、全方位和多角度的检测,在扫查过程中可形成大量A扫和C扫数据,且通过相控阵仪器数据处理可实现以S扫的形式显示出来。
1.2 基本原理
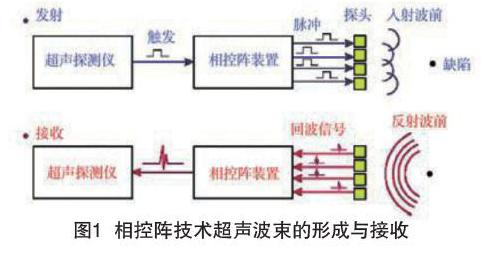
根据费尔马原理,可以计算出晶片的激发时间和延迟时间,使所有晶片产生的柱状波(球面波)的波前在同一时间到达空间的同一点,波束都是柱状聚焦或球面聚焦的,基于缺陷的反射波被晶片接收来检测,通过聚焦法则计算器,计算出每个晶片的延时,从而得出波束偏转和聚焦的深度和角度,检测得到的模拟信号经过调整,可在多个视图中显示。如图1所示,利用超声探测仪按预先设定的波前延时值触发各通道相控阵装置,从而形成激励脉冲,通过各压电阵元均产生声束,使阵列探头中各单元发射的超声波叠加形成入射波前。接收时,通过界面或者缺陷反射波,按预定的延时值,接受回波信号并进行累加,经过超声探测仪处理即显示出来[2]。
2 国内外相控阵检测技术发展现状
目前国外相控阵检测技术在工业上的应用已得到ASTM E2491:2006,ASME E2007-9,JIS Z3070:1998,EN 16018:2011,ISO/DIS 13588:2010等标准的认可。其中研究及应用相控阵较为深入的国家主要有法国、加拿大、英国、德国、美国等。2005年,GE研发的超声相控阵油气管道检测系统正式投入使用,得到良好的检测效果;同时,GE与联邦材料试验研究所(BAM)、德國铁路(DB)联合研发了用于检测火车轮轴关键部位横向裂纹的超声相控阵系统[3]。ISO 13588-2010标准是到目前为止最为先进的相控阵标准,此标准对检测设定了四种等级,并允许采用长度法及波幅法对缺陷进行验收(或评估),但此标准不包含对缺陷验收的等级。
与国外相比,国内对于超声相控阵的研究起步较晚,各个标准机构都在积极研究制订超声相控阵检测技术工艺和仪器性能测试的标准,如中华人民共和国国家标准正研究讨论相控阵超声检测系统的性能与检验,而中华人民共和国机械行业标准则对相控阵检测仪器技术条件、钢对接焊缝相控阵超声检测方法及缺陷分级做了规范[1]。但迄今都还在讨论阶段,尚未制订具体的标准。在相控阵检测技术理论研究上,清华大学基于设计了二维矩阵相控阵,对检测区域进行了三维成像[4]。天津大学研制了超声相控阵管道环焊缝检测系统[5],并对环焊缝的相关检测方法进行了研究,获得很好的缺陷分析结果[6]。由于国内拥有相控阵设备单位比较少且检验技术不成熟,对相控阵检测中发现的各种性质的缺陷特别是裂纹的认识还不足。因此有必要对相控阵检测中发现的不同性质的缺陷进行特征分析,提高焊缝缺陷的检测能力,确保设备的安全运行。
3 相控阵检测技术在对接焊缝检测中的应用
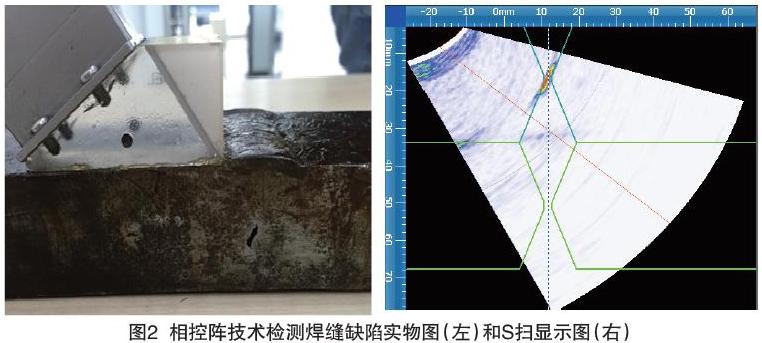
相控阵检测技术在承压类特种设备对接焊缝检测中发挥着重要作用,本试验选用400mm×400mm×17mm材质为Q345R的缺陷模拟试块为例,采用Olympus Omniscan mx2相控阵检测仪,检测结果如图2所示。S扫描视图为由扇扫描声束组成的扇面形状的图像显示,图像中横坐标表示离开探头前沿的距离(步进轴),纵坐标表示深度(超声轴),沿扇面弧线方向的坐标表示角度。焊缝检测时,S扫描显示的是探头前方焊缝的横截面信息。真实的裂纹类缺陷,通常会有一个较强烈的底面端角反射信号,同时在该反射信号上会出现断续的较弱的尖端衍射信号。在S扫描视图上,通过改变角度光标的位置,找到上端点和下端点的位置,并将参考光标和测量光标放置于上下端点位置。通过测量得到最终缺陷的测量尺寸如下:缺陷长度S(m-r)=7.90mm(实际长度为8.00mm),缺陷深度U(r)=16.70mm(实际深度为16.50mm),缺陷高度U(m-r)=5.48mm(实际高度为5.6mm),误差均小于2.5%[7],检测结果与实际缺陷相符。
4 结语
相控阵检测技术是多声束扫描成像技术,探头阵列单元在发射电路激励下以可控的相位激发出超声,通过控制聚焦深度、偏转角度和波束宽度形成不同的虚拟探头(VPA),从而可对试件进行高速、全方位和多角度的检测,且图像化的检测结果更加直观。相控阵检测技术的应用在国外已相当普及,由于自主知识产权和关键技术的缺乏,国内相控阵检测技术在无损检测领域尚处于小规模探索阶段,超声相控阵检测标准也亟待建立。相控阵检测技术在板对接焊缝检测中,焊缝缺陷可通过S扫描图像进行定性和定量分析,与常规A扫脉冲波形相比,相控阵技术检测的缺陷信号和几何信号图像更易分辨和储存。
参考文献
[1] 郑阳,郑晖,潘强华,等.国内外相控阵超声检测标准比较与分析[J].无损检测,2016,38(7):56-65.
[2] 李衍.符合ASME要求的承压设备焊缝超声相控阵检测[J].无损检测,2012,28(12):25-27.
[3] HANSEN W,HINTZE H. Ultrasonic testing of rail-way axles with the phased array technique-experience during operation[J].Insight-Non-Destructive Testing and Condition Monitoring,2005,47(6):358-360.
[4] 施克仁,杨平,陈斌.基于二维阵列的相控阵超声三维成像实现[J].清华大学学报:自然科学版,2006,46(11):1805-1808.
[5] 詹湘琳,李健,张宇,等.用于管道环焊缝缺陷检测的超声相控阵系统[J].仪器仪表学报,2006(S2):1427-1428.
[6] 詹湘琳.超声相控阵油气管道环焊缝缺陷检测技术的研究[D].天津:天津大学,2006.
[7] 李衍.承压设备焊缝超声相控阵检测图谱解读[J].无损检测,2013,30(4):38-42.
