细支卷烟烟丝分布表征方法及调控技术
2019-06-04赵云川舒云波倪和朋乔晓辉李韶阳周爱民
邹 泉,陈 冉,赵云川,舒云波,马 丽,吴 峰,倪和朋,乔晓辉,赵 剑,李 新,孔 臻,李韶阳,周爱民
1. 云南中烟工业有限责任公司技术中心,云南省玉溪市红塔大道118 号 653100
2. 红塔烟草(集团)有限责任公司玉溪卷烟厂,云南省玉溪市红塔大道118 号 653100
3. 中国烟草总公司郑州烟草研究院,郑州高新技术开发区枫杨街2 号 450001
烟丝分布状态描述的是烟支内烟丝分散排布情况。目前有关烟丝分布的研究主要有两个切入点:一是研究制丝过程烟丝尺寸结构的变化规律及关联性。江雪彬等[1]研究了切丝后、烘丝后、卷烟机料斗处、烟枪处等环节烟丝尺寸分布的变化情况;申晓锋等[2-3]提出过一种烟丝结构表征方法,该方法通过将不同结构烟丝尺寸区间分布转化为累积分布,建立了烟丝尺寸分布特性方程,进而分析得到了描述烟丝尺寸分布规律的特征量。二是研究卷制过程烟支内部烟丝结构分布。刘泽春等[4]、李金学等[5]通过对卷烟机组使用不同规格平准器卷制的烟支进行试验对比分析,研究了相同条件下烟支内烟丝分布对卷烟物理指标、烟气指标、化学指标以及感官质量的影响。
国内一些卷烟企业为了降低消耗、提高烟支单支质量稳定性、降低卷烟端部落丝量、提高烟支切口质量等,在平准器的槽数、槽深等对过程消耗和卷制质量的影响方面进行了研究[6-9]。菅威等[10]对PROTOS70 卷烟机4 个因子与烟支质量控制稳定性的影响规律进行了研究。逯江等[11]基于烟支空头率对PROTOS70 卷烟机进行了设备工艺参数的优化。熊安言等[12]对比分析了ZJl7 卷接机组7种不同规格平准器对烟支质量的影响,从而为产品研发时平准器的选择提供参考。秦鹏等[13-14]通过正交试验的方法确定了PROTOS2C 卷烟机两深两浅型平准器最优参数组合,从而降低了设备的空头剔除率。然而当前基于烟丝分布状态具体表征方式的卷烟机设备参数优化尚未见报道,因此,根据卷烟密度分布特征规律,提出了一种可以表征烟支内烟丝分布状态的特征值及其计算方程,结合特征值和设备空头剔除率对PROTOS70 同深浅型6 槽平准器进行参数优化,得出一种细支卷烟烟丝分布表征方法及调控技术,旨在优化平准器参数,提升细支卷烟质量。
1 材料与方法
1.1 材料、试剂和仪器
A 牌号细支卷烟烟丝(玉溪卷烟厂);滤棒(120 mm/16.9 mm,普通成型纸3 500 Pa,玉溪卷烟厂);木浆卷烟纸(32 g/m2×18.5 mm×4 500 m,50 CU,红塔蓝鹰纸业有限公司);接装纸(38.5 g/m2×70 mm×2 500 m,不通风,玉溪水松纸厂)。
PROTOS 70 卷烟机(德国HAUNI 公司);IP54电子游标卡尺(德国MEINAITE 公司);AV5170 烟支重量分选仪、SBL-AV6519 烟支水分与密度分布测量仪(中国电子科技集团公司第四十一研究所)。
1.2 方法
1.2.1 样品制备
选定8 个不同参数规格的平准器(表1),采用A 牌号细支卷烟烟丝在改造后的PROTOS70 卷烟机(三深三浅型平准器)上使用8 个不同规格的平准器进行卷制,除平准器外其余卷制参数保持不变,得到样品1#~8#。将样品置于温度为22 ℃、相对湿度60%的恒温恒湿箱中平衡48 h 后按照(555±5)mg/支分选备用。
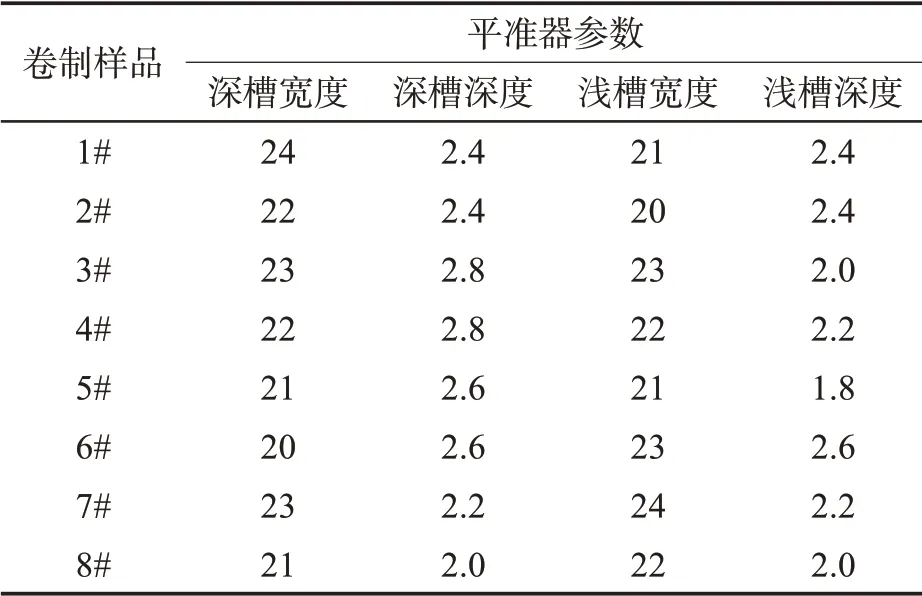
表1 样品编号及卷制所用平准器信息Tab.1 Number and ecreteur disc specifications of samples (mm)
1.2.2 分析方法
烟支空头率测定:用各规格平准器进行上机试验,待设备正常运行15 min 后,从设备上记录每个样品的空头剔除率。
平准器优化:以平准器“深槽的宽度、深度和浅槽的宽度、深度”4 个因子作为输入变量,以表征烟支卷制成本的“空头剔除率”和表征烟支质量的“烟丝分布状态特征值”作为输出变量,进行均匀试验,采用stepwise 函数进行二次多项式逐步回归分析、建模并求解得出模型最优解。
烟支密度测量:对分选好单支质量的烟支进行取样,8 个规格平准器卷制的烟支各取1 组、对照样取1 组(30 支/组)测定烟支密度并计算标准偏差的平均值。
烟支紧头段长度确定:对分选好单支质量的烟支进行取样,各取3 组(20 支/组),组织10 名人员对各组分选出的样品进行顺畅性抽吸测试,抽吸规则是紧头段结束、抽吸开始顺畅时掐灭烟头,测量紧头段长度,采用方差分析进行紧头段长度差异性验证,根据每个样品的测量均值对烟支密度进行分段。测量烟支动态吸阻与燃烧烟支剩余长度,分析二者关系,以进行紧头段长度的验证。
烟支密度分段:接装纸与卷烟纸搭口处常有与卷烟牌号相关的金属环和金属文字,该段长为5 mm。对于100 mm 细支卷烟,除去30 mm 滤棒外、剔除受金属环干扰的5 mm 干扰段,剩下的65 mm 为烟支的有效密度段。烟支有效密度段可具体细分为烟支紧头段和其余段。
2 结果与分析
2.1 烟丝分布特征值表征方法
2.1.1 烟丝密度分段
图1 中1#~8#曲线为8 个规格平准器卷制得到的烟支密度曲线,9#曲线为对照烟支样品的密度曲线。
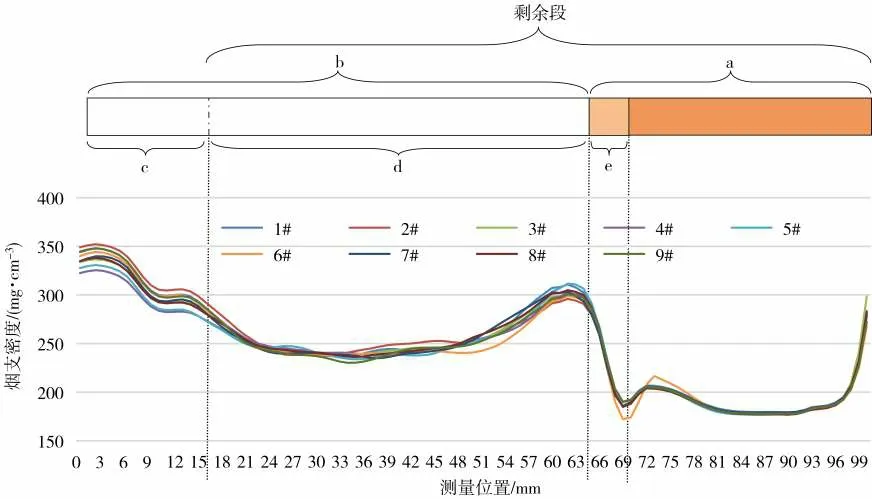
图1 烟支分段与密度曲线对应图Fig.1 Tobacco rod sections and their corresponding density curve

表2 紧头段长度统计结果Tab.2 Length of dense end section (mm)
8 个规格参数平准器卷制的烟支各取10 组,通过评吸,统计出烟支自点火开始至抽吸顺畅时所剩余的烟支长度La+Lb,计算出不同平准器下的烟支紧头段长度Lc均值,见表2。进一步进行方差分析,得到的结果见表3。由表3 可知,P >0.05,可见La+Lb段长度无差异,又因为烟支总长度为La+Lb+ Lc,在烟支总长度不变的情况下,Lc段长度无差异,即样品紧头段长度无显著差别。烟支紧头段长度Lc取近似值16 mm,若点火端为0 mm 处,则烟支中烟丝有效密度段可分为紧头段c 和剩余段d,即Lc为0~16 mm 段、Ld为17~100 mm 段。

表3 La+Lb值的方差分析结果Tab.3 Variance analysis results of La+Lb
2.1.2 紧头段长度的验证
为保证所得出紧头段长度的科学性,用动态吸阻进行验证,抽取5 组烟支,每组各100 支,在燃烧锥分离性能测试仪上进行动态吸阻测试,得出的数据见表4 和图2。
由于烟支内烟丝呈“紧-松-紧”方式分布,因此烟支动态吸阻会呈先降低后升高的变化趋势,当第2 次抽吸后烟支吸阻下降,顺畅感增强,因此紧头段长度结束在第2 次抽吸和第3 次抽吸之间,即在剩余烟支长度80~88 mm 之间,即紧头段长度为12~20 mm,这与表2 中评吸试验的统计结果一致。
2.1.3 烟丝分布状态表征法
测量1#~8#卷烟样品的烟支密度,求出c、d两 段密 度中 位数Mc、Md和b 段 密 度 总 均 值,以x=(Mc-Md),即分段密度差值与烟丝总密度均值间的比值表征烟支的烟丝分布状态特征值。对烟丝分布状态表征公式进行进一步解析:当烟支抽吸顺畅性好,卷接空头率低时,烟支内的烟丝分布状态最优,若最优烟丝分布状态特征值为x',当实测特征值>x'时,空头剔除率呈降低趋势,抽吸顺畅性降低;当实测特征值<x'时,空头剔除率呈上升趋势,抽吸顺畅性随之提高。
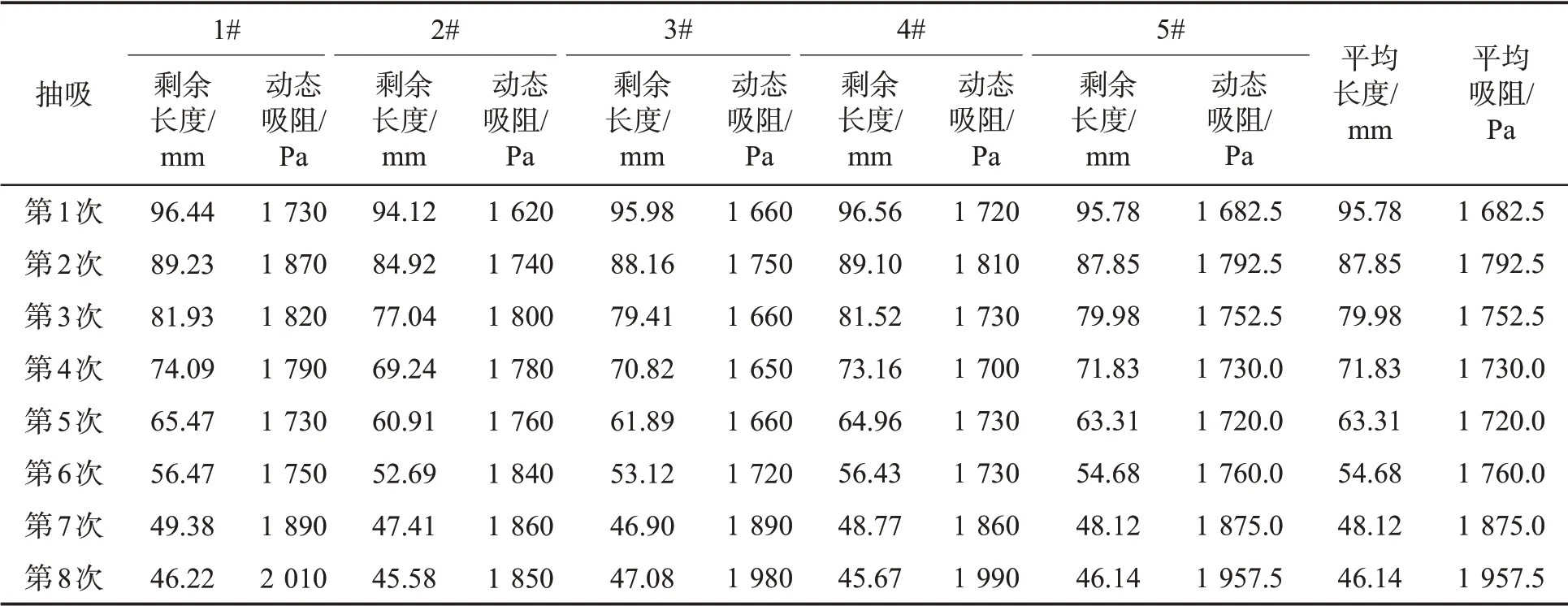
表4 动态吸阻与燃烧烟支剩余长度统计Tab.4 Dynamic draw resistance and residual length of lit cigarette

图2 烟支剩余长度与动态吸阻间关系Fig.2 Relationship between dynamic draw resistance and residual length of lit cigarette
统计出的各规格平准器对应烟支内烟丝分布状态特征值如表5 所示。

表5 不同规格平准器卷制的烟支密度分段分析Tab.5 Density of tobacco rod sections manufactured by different ecreteur discs
2.2 卷烟机平准器参数优化
2.2.1 模型建立及分析
以x1、x2、x3、x4分别表示自变量深槽宽度、深槽深度、浅槽宽度和浅槽深度,以y1、y2分别表示抽吸顺畅性分值和烟丝分布状态特征值;为消除指标之间的量纲和取值范围差异带来的影响,对自变量进行线性变换,将数值按公式0.8+0.1 映射到[0.1,0.9]区间,得到均匀实验映射表6。

表6 模型映射表Tab.6 Model mapping table
逐步回归后得到两个回归模型:

两个模型的P 值分别为0.001 6 和0.007 6,说明模型极其显著。
对公式(1)进行分析可以看出:①对x1求偏导可知烟丝分布状态特征值随着深槽宽度的增加而下降,其下降幅度随着深槽宽度的增加而增大。 ②对x2求偏导,0.199-1.184x2+ 0.148x3- 0.042 2x4,可知随着深槽深度的增加,烟丝分布状态特征值先上升后下降。深槽宽度、浅槽宽度和浅槽深度等因素取较低水平有利于提高烟丝分布状态特征值。③对x3求偏导0.148x2+ 0.067x4,可知烟丝分布状态特征值随着浅槽宽度的增加而上升,其上升幅度随着深槽深度和浅槽深度的增加而增大。④对x4求偏导-0.042 2x2+ 0.067x3,可知浅槽深度对顺畅性分值的影响取决于浅槽宽度与浅槽深度的比值,当x3/x4>0.927 且x2/x3>1.588 时,浅槽深度对烟丝分布状态特征值的影响为负值;当x2/x3<1.588 且x3/x4<0.927 时,浅槽深度对顺畅性分值的影响为正值;当x3/x4=0.927 时,浅槽深度对顺畅性分值的影响不显著。
对公式(2)进行分析可以看出:①对x1求偏导-3.600 + 3.297x4,空头率随着深槽宽度的增加而下降。其下降幅度随浅槽深度的增大而减小。②对x2求偏导-7.414 + 8.328x2,可知深槽深度对空头率的影响取决于深槽深度的具体数值。当x2>0.890 时,深槽深度对空头率的影响为正值;当x2<0.890 时,深槽深度对空头率的影响为负值;当x2=0.890 时,深槽深度对空头率的影响不显著。③对x3求偏导0.551x4,可知空头率随着浅槽宽度的增加而增加,其增加幅度随浅槽深度的增大而增加。④对x4求偏导,-0.976 + 3.297x1+ 0.551x3,可知浅槽深度对空头率的影响取决于深槽宽度和浅槽宽度的取值。
2.2.2 模型验证及优化
取x1∶22(实 际)[0.5(映射 转 换值)]、x2∶2.2(0.5)、x3∶22(0.5)、x4∶2.2(0.5)进行验证实验,结果见表7。由表7 可以看出,验证值与实测值的相对偏差较小,说明模型是可靠的。
根据表6 中响应变量的取值趋势,控制烟丝分布状态特征值在0.13~0.14、空头率<3%范围内,利用所建模型进行计算,得到的优化结果如表8 所示。
由此得到基于烟丝分布状态特征值和烟支空头率的较佳平准器规格为深槽宽度24 mm、深槽深度2.4 mm、浅槽宽度20 mm、浅槽深度1.8 mm,且最优参数下卷制烟支的烟丝分布状态特征值为0.136,空头率2.27%。且最优平准器卷制得到的烟支密度曲线如图3,由图3 可知,经平准器优化后,烟支密度波动整体降低,烟丝分布均匀性整体呈现增强趋势,其中烟支内0~16 mm 段的密度中位数有所降低。
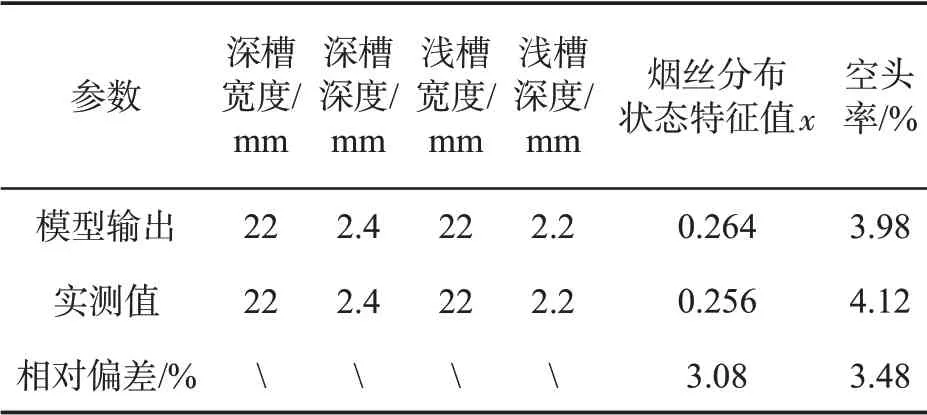
表7 模型验证表Fig.7 Model validation table
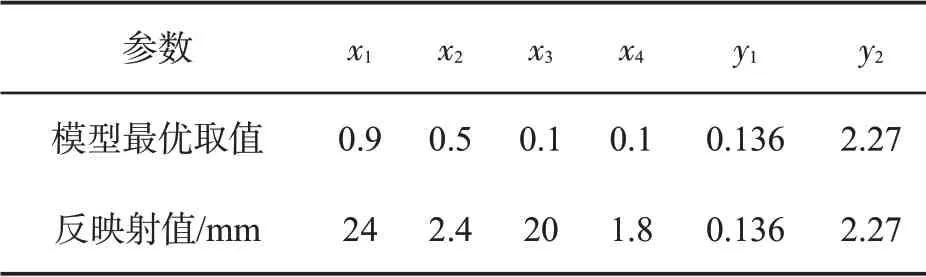
表8 模型优化表Fig.8 Model optimization table

图3 平准器优化前后卷制烟支密度对比图Fig.3 Comparison of cigarette density before and after optimization of ecreteur disc
3 结论
(1)由烟支密度分布曲线和设备卷制原理分析可知,卷制烟支靠点火侧存在紧头段,通过抽吸试验可得出,不同规格平准器卷制得到的烟支紧头段长度无显著差异,因此取近似值16 mm 作为不同平准器下的烟支紧头段长度,为烟丝分布状态的表征提供依据。
(2)除去滤嘴30 mm 和金属环5 mm,PROTOS 70 卷烟机卷制的细支卷烟(烟支长度100 mm)有效密度段为0~65 mm 段,结合紧头段长度16 mm,可用紧头段(0~16 mm)与剩余段(17~65 mm)的密度中位数差值为Mc-Md,将其与有效密度段总均值作除得到分布状态特征值x,从而表征烟支内烟丝分布状态。
(3)依据卷烟卷制成本和烟支品质,采用设备空头烟支剔除率和烟支顺畅性分值作为评价指标,对PROTOS 70 卷烟机三深三浅型平准器(同深浅槽)进行建模,得到平准器最优规格参数为:深槽宽度24 mm、深槽深度2.4 mm、浅槽宽度20 mm、浅槽深度1.8 mm。同时该规格平准器卷制烟支烟丝分布状态特征值为0.136,设备空头烟支剔除率为2.27%。以最优平准器参数卷制得到的烟支内烟丝分布状态特征值x=0.136。当特征值x>0.136 时,空头剔除率呈降低趋势,抽吸顺畅性降低;当特征值x<0.136 时,空头剔除率呈上升趋势,抽吸顺畅性提高。
