350km/h高速铁路智能化腕臂预配管理探讨
2019-06-03
中国铁建电气化局南方工程有限公司电气化分公司 湖北 武汉 430079
1 前言
随着我国高速电气化铁路的高速发展,对于接触网的施工技术及施工工艺的要求越来越高,接触网腕臂预配是高速铁路接触网施工的关键工序,高速铁路接触网工程的零部件多数不可反复拆装,在经过准确的计算后,为确保腕臂一次精确组装到位,腕臂预配的质量就直接决定了接触网最终的施工质量,精确预配可减少现场调整工作,提高施工效率。受现场高空作业等条件制约,腕臂预配既要保证质量又要保证效率,因此,研究高速铁路腕臂预配是接触网工程的重中之重。
汉十高铁是《国家中长期铁路网规划》中“的高等级铁路的福银高铁的组成部分。该工程设计标准为350km/h。接触网采用全补偿弹性链型悬挂,采用铝合金腕臂支撑装置。工程具有政治意义深远、标准高、工艺新、工期紧等系列特点。以下是依据汉十高铁腕臂预配的经验心得,简单介绍一下高速铁路腕臂预配智能化作业的程序和注意事项。
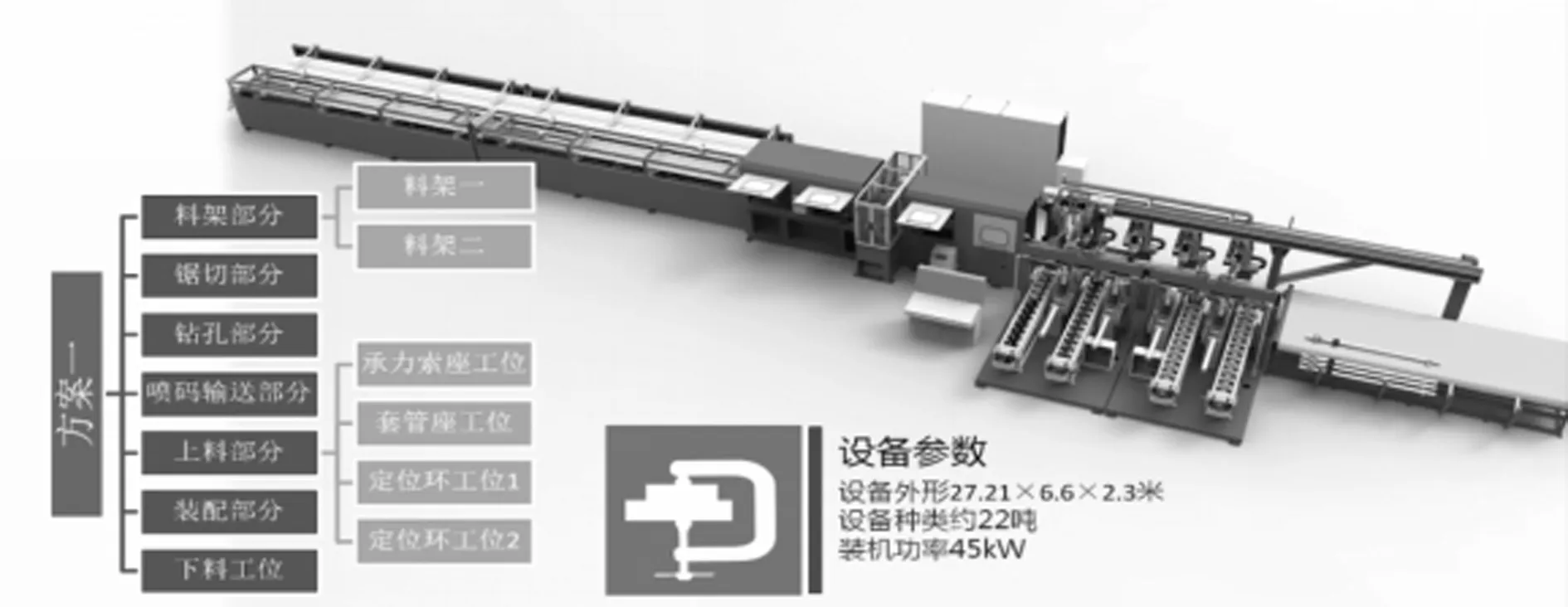
图1.1 智能化腕臂预配平台示意图
2 腕臂预配所需要的材料和工具
2.1 材料 腕臂管、套管单耳、双套筒连接器、承力索座、垂直定位环、吊钩定位环、腕臂支撑、定位管、定位支座、管帽、定位器等。
2.2 工具 ①智能化腕臂预配平台
高铁智能化接触网腕臂预配生产线。根据汉十高铁设计结构高度、棒式绝缘子尺寸、连接零部件参数等全面考虑,计算出数据并画出原理参数图示,通过高铁智能化接触网腕臂预配生产线开始预配腕臂。

图2.2.1 智能化腕臂预配平台实体图
高铁智能化接触网腕臂预配生产线。根据汉十高铁设计结构高度、棒式绝缘子尺寸、连接零部件参数等全面考虑,计算出数据并画出原理参数图示,通过高铁智能化接触网腕臂预配生产线开始预配腕臂。
3 腕臂预配的过程及注意事项
3.1 腕臂预配数据计算及导入 技术员根据现场测量数据,使用专业软件进行计算。通过U盘保存计算数据通过腕臂智能预配系统导入接触网建设数据,计算生成腕臂预配数据、预配BOM表和质量跟踪表;腕臂预配指令通过工业互联网传送至PLC控制系统和检测传感系统,进而驱动气动系统和电机伺服系统等的执行机构实现平腕臂和斜腕臂的自动化预配从而降低现有装配技术的难度,提升作业效率,确保腕臂预装的精度。
3.2 腕臂管料架部分 料架部分需人工辅助上料,料架分为两段,每段6米,共12米。可以存储30根12米铝合金腕臂管,上料完成后,两段同步动作将铝合金腕臂管输送至切割部分。
3.3 锯切部分 采用专用锯片,高速锯切铝管,截面光洁效果好。可以单机使用,随时锯切。配有水雾冷却和吹气清理功能,配有吸尘器,有效清理飞溅铝屑,尾料自动落料和收集功能。
3.4 钻孔部分 钻头同步进退,具有快进和快给功能,孔面光洁,精度高,自动修磨管头和管尾锐边。切削液和铝屑单独回收,绿色环保。
3.5 喷码输送部分 进口高速喷码机,喷码内容可以设定,气动卡盘对中定位,精度高,可旋转喷射定位标志,中文标志、条形码等。
3.6 上料装配部分 人工辅助上料,按照要求放置腕臂零件到输送机上,自动递补空位。上料模具和装配模具根据零件定制,定位准确,机械手自动从输送带上料模具抓料放置到装配模具。每个工位设有一台拧螺丝机械手,根据螺丝规矩设计电动扳手,设置扭矩参数和拧螺丝工艺,气动卡盘和桁架机械手配合实现铝管定位,到达对应的喷标位置进行拧螺丝。

图3.6-1 上料装配整体示意图
3.7 下料部分 下料输送机具有储料功能,需要人工辅助下料,也可以省去输送机,直接与其他生产线连接。

图3.7-1 下料部分实体图
3.8 成品摆放、包装运输 平斜腕臂预配完成后,采用特制凹型方木对成品进行固定。最后,将预配好的腕臂送到成品区相应位置存放,腕臂预配完成。
结语
结合在高速铁路对施工工艺的高标准要求,本文介绍了350km/h高速铁路智能化腕臂的预配方式,在保证了施工工艺质量的同时又保证了施工效率及施工成本控制。
