变压器新型铜铝设备过渡线夹的研发与应用
2019-06-03
贵州电网有限责任公司 贵州 贵阳 550000
一、现用设备线夹简介
设备线夹用于母线引下线与电气设备的出线端子连接(如母线与断路器连接),或者用于电气设备之间通过引线两两连接(如隔离开关与电流互感器连接)。现在常用的电气设备出线端子有铜质和铝质两类,而引出线多为铝绞线或钢芯铝绞线,故常用的设备线夹又分为铝设备线夹和铜铝过渡设备线夹,其中又以铜铝过渡设备线夹应用居多。
目前,根据铜铝过渡线夹生产工艺一般有四种结构型式:闪光对接焊线夹、摩擦对接焊线夹、钎焊线夹和爆炸焊线夹四种。闪光焊线夹、爆炸焊线夹、摩擦焊线夹都是用生产好的铜铝复合板冲压而成,而钎焊线夹是先对其冲压成型而后再进行铜铝焊接复合。
1.1 闪光焊对接型式铜铝过渡线夹 闪光焊线夹工艺是对接高温熔化的铜板 和铝板各一端,然后结合在一起。这种工艺的成本虽然不高,但是生产效率也不高,而且这种工艺生产的复合板中间结合处较脆且中间结合处的导电性能极不好,受力后也极易断裂。
1.2 摩擦焊对接型式铜铝过渡线夹 摩擦焊的工艺的出现弥补闪光焊工艺的不足。这种工艺是将铜棒和铝棒经过高速反向旋转对接结合到一起,然后冲压成 板,最后进行冲压成型。这种工艺的性能要优于闪光焊产品,且成本与闪光焊相差不大 ,但有其不足,一般用在6.0mm厚度以下产品的生产加工。
1.3 爆炸焊型式铜铝过渡线夹 爆炸焊生产的铜铝复合板具有很高的结合强度,所以爆炸焊的线夹具有很好的力学性能,在折弯、钻孔、冲孔等深加工时很少出现问题,而且导电和耐热等方面性能也都很好。但是,爆炸焊工艺受地 理、天气、爆炸后探伤补伤等诸多方面的影响,生产效率不高,生产周期长,生产成本相对较高。
1.4 钎焊型式铜铝过渡线夹 钎焊线夹的工艺是先用铝板冲压成型,然后再用钎料将铜片焊在其上。虽然成本有了较大下降,但是这种工艺有严重缺陷,不耐高温,当温度达到170度时就会出现铜片脱落现象,铜铝结合率不高、结合强度不够,批量生产时复合率只能达到80%左右,易出现剥离现象等。
目前电力系统大量使用的是采用闪光焊、摩擦焊等技术焊接在一起的铜铝过渡型设备线夹。
二、现用设备线夹隐患分析
铜铝过渡线夹内在采用铜连接板、铝压线板及压紧螺栓、铜铝过渡层三部分构成的本质特性,铜与铝的化学活性不一致使它们连接后通电会发生电化学反应,在潮湿的空气下铝材会迅速老化腐蚀,增大接触电阻,降低铝线的机械强度,铜与铝的电阻率不同,通过电流时会产生大量余热,较易产生过热故障等,铜铝线夹的使用给电力系统的稳定运行带来了比较大的安全隐患。运行中的铜铝过渡线夹锈蚀情况如图1所示。

图1 锈蚀的铜铝过渡线夹
目前运行中的配电变压器接线桩头多采用铜铝过渡设备线夹(SLG)与导线连接,铜铝过渡设备线夹在运行中存在的以下问题:a、铜铝过渡连接处接触电阻大导致的发热打火断裂;b、因发热打火导致配变接线桩头烧融损坏;c、因配变桩头烧坏配变返修。
d、因变压器接线桩头与设备线夹连接处烧融更换困难。
铜铝过渡设备线失在运行过程中既承受导线拉力又要承受剪力,通过长时间的导线牵引力,及大风强风恶劣天气等自然等环境因素的影响,连接面将承受弯曲内力,具体受力分析如图2所示。

图2 铜铝过渡接头受力分析
图2中,以铜铝焊面为支点,L1表示F1的力臂,L2表示F2的力臂。
由静力平衡可知,在铝铜焊面承受的弯曲剪应Q=F1×L2/L1,而目前铜铝过渡接头L2/L1的比值近似为5,可见牵引力传到铝铜焊面时将放大5倍。
部分铜铝过渡线夹由于焊接工艺术不良,运行年限较长,其铜铝焊接部位因受较大的牵引力作用,容易机械疲劳而产生裂纹乃至断裂,在运行时较易在铜铝过渡连接处发生断裂如图3所示。

图3 铜铝过渡线夹连接处发生断裂
设备线夹发生断裂烧毁轻损造成线路缺相、线路短路跳闸,重则造成较大的电网事故,甚至是大面积停电事故,在电力生产运行中是一个很容易被忽视的重大安全隐患。
三、铜铝过渡设备线夹的改进
通过对现有现有铜铝过渡设备线夹结构的分析,可以对其进行改进,线夹的设计思路为:将现有普通设备线夹改为两个半块结构,新型设备线夹通过连接螺栓与配电变压器桩头相连接进行固定,由普通设备线夹的纵向压接改为横向压接。新型铜铝过渡设备线夹的结构如图4所示。

图4 新型设备线夹结构示意图
图4中各部位结构及功能如下:线夹主体(1)与压板(2)与变压器接线桩头连接,通过固定压紧螺栓(3)与变压器接线桩头连接;与变压器接线桩头连接部分两个半圆弧块由铜材质制成(4),线夹主体采用铝材质。与导线连接部分由压板(5)和线夹主体(1)构成;由固定压紧螺栓(6)固定压紧。
新型铜铝过渡设备线夹与变压器接线桩头连接处采用铜铝过渡圆弧压接,其压接力大使变压器接线桩头与该铜铝设备线夹接触紧密,减少连接处的接触电阻,从而降低了连接处因接触电阻大产生发热打火导致线路断裂故障,新型铜铝过渡线夹与变压器连接压板局部断面如图5所示:

图5 新型铜铝过渡线夹与变压器连接压板局部断面图
新型铜铝过渡设备线夹压紧结构由线夹主体与铜铝压线板,压紧螺栓构成,与导线连接部分采用铝材构成,与变压器接线桩头连接部分采用铜材质构成,铜材质与铝材质连接部分采用铜铝过渡层,从最大程度减少接触电阻。

图6 新型铜铝过渡设备线夹与导线连接压板局部断面图
新型铜铝过渡设备线夹与导线连接部分由线夹主体与导线压板连接,导线压板与线夹主体与导线接触部分均半圆弧设计,能与导线紧密接触,采用采用螺栓压紧固定。其压接力大使导线与线夹接触紧密,从最大程度减小接触电阻。从而防止因接触电阻大而使线夹和导线烧坏导致断线事故的发生。该设备线夹与导线连接部分的构成如图6所示,该结构由线夹主体和铝压线板、压紧螺栓构成,该结构能使导线与线夹充分连接。
四、产品试制
通过对新型铜铝过渡设备线夹的理论论证和产品设计后,对该铜铝设备过渡线夹进行产品试制,该线夹的实际试制样品如以图7所示:

图7 新型铜铝过渡设备线夹样品实物图
五、新型铜铝过渡设备线夹安装使用方法
新型铜铝过渡设备线夹安装方法主要包括以下两个步骤(具体结构参考图4):
步骤1:使用扳手拧紧固定螺栓(3)、将新型线夹主体(1)与变压器桩头、压板(2)与压板(4)进行固定连接;
步骤2:使用扳手紧固定螺栓(6)将新型线夹主体(1)与导线、压板(5)压紧固定。
六、新型铜铝过渡设备线夹的应用
通过对新型铜铝过渡设备线夹的样品试制,并在配电变压器中安装试用,具体安装效果对比下图8、图案所示。从图8中可以看出,现有设备线夹锈蚀严重。
七、新型铜铝过渡设备线夹与普通铜铝过渡设备线夹的优缺点比较
7.1 普通铜铝过渡设备线夹 优点:造价比新型线夹较低。
缺点:易在铜铝过渡层处断裂,与变压器连接处接触面较小,压接较小,接触电阻较大,易发热打火导致设备线夹与导线、变压器接线桩头连接处烧坏,烧坏烧融后不易拆除。
7.2 新型铜铝过渡设备线夹 优点:较普通设备线夹结构更为合理,装拆简便、压接力大,线夹与导线、变压器接线桩头接触面积较大,接触电阻小,不易发热打火烧坏设备线夹和设备,能减少线路故障率和提高供电可率,从而节省供电企业的生产成本。多供电也提高了企业的经营效益。易于装拆,能减少装拆时间,提高工作效率。

图8 配电变压器安装原有设备线夹图
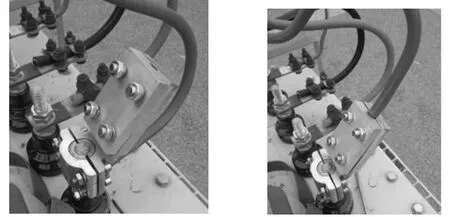
图9 配电变压器安装新型设备线夹图
图9中左图是新型铜铝过渡设备线夹安装时铜芯部分与变压器桩头连接示意图,右图是导线连接至新型线夹的铝材部分示意图。
缺点:造价较普通线夹稍高。
八、结束语
本文针对现有现有普通铜铝过渡设备线夹的运行使用情况存在的问题进行了详细分析,并针对存在的隐患,对现有的设备线夹进行改进,研制了一种新型铜铝过渡设备线夹用以解决普通设备线夹易在铜铝过渡层处断裂,与变压器连接处接触面较小、压接力较小、接触电阻较大、易发热打火导致设备线夹与导线、变压器接线桩头连接处烧坏、烧坏烧融后不易拆除的技术难题。该新型设备线夹具有结构简单、压接力大、接触电阻小、易于装拆、能降低配电线路设备的运行故障次数、供电可靠性的优点,在输配电网有较高的推广应用价值。
