邯钢2号热镀锌线板型缺陷的原因分析
2019-05-31夏雪松
夏雪松, 王 单
(河钢集团邯钢冷轧厂, 河北 邯郸 056015)
1 邯钢热镀锌产品板型缺陷概述
近年来,河钢集团邯钢(全文简称邯钢)2号热镀锌线在实际生产中产品板型缺陷问题越来越严重,废次降量占到总产量0.33%,不仅给邯钢带来巨大经济损失,而且严重影响邯钢热镀锌产品在市场中的口碑。
热镀锌产品板型缺陷产生的原因主要有:原料板型差,超过产线板型纠正能力;当产线发生紧急事故,为避免停车需要大幅度降速时,往往因为降速过快,造成加热炉内带钢局部温度过高,产生板型缺陷;薄规格产品加热炉内板温度控制偏上限,易出现板型缺陷;厚度规格切换时,如果提速过慢、温度控制不合理,薄规格易出现板型缺陷;生产控制时,边部锌层控制较厚导致开卷后边部浪边。
2 影响板型效果的原因分析
2.1 原料浪型
2号热镀锌线原料供应主要是酸洗线供应的热基酸洗卷和酸轧线供应的冷轧原料卷,其中酸洗线无拉伸矫直装置,对其产品板型无法控制改善;酸轧线备料时若出现速度波动或轧辊问题,也会产生浪型缺陷;无论哪条线,备料板型过差,超出2号热镀锌线拉矫机拉伸矫直能力,均会产生热镀锌产品板型缺陷降级改判。
2.2 生产线事故降速
目前产线操作、机械、电气事故依然较多,如入口焊机焊接不良、入口穿带堆钢、工艺通讯故障、出口穿带中断等。生产1.5 mm以下产品,遇突发事故需紧急降速时,降速过快,加热炉直燃段内板温骤然升高,带钢边部温度过高,极易产生边浪、边皱缺陷。以生产卷号004201R18为例,入口2号线双切剪前挡板开焊,降速处理,工艺速度由40 m/min降至30 m/min,直燃段板温由650℃升高到730℃,工艺未及时调整炉内板温,出加热炉后产生浪板质量缺陷。另生产卷号010871R18时,因入口焊缝质量不好,焊接2次,工艺速度由55 m/min降至8 m/min,直燃段板温由630℃升高到850℃,降速过快,温度过高,导致出加热炉后操作侧浪板严重。

图1 热基原料严重浪型

图2 冷基原料严重浪型
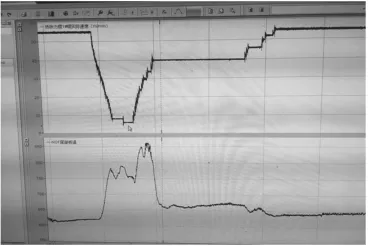
图3 因焊接降速

图4 挡板故障,降速处理
2.3 工艺控制问题
1)生产1.0 mm以下带钢时,有些班组习惯性将加热炉直燃段板温控制到上限,因本产线设计为低速厚规格热镀锌线,产线速度较慢,带钢在加热炉停留时间较长,如果将薄规格产品板温控制到上限,极易因带钢局部温度过高,产生板型缺陷[1]。
2)当厚度规格切换时(尤其是由厚带钢→薄带钢切换),如果出现提速或降温不及时现象,也会因为带钢局部温度过高,产生板型缺陷。

图5 加热炉温度控制不当产生浪板
2.4 跑偏挂边
入口在上卷穿带过程中,由于上卷位置偏差、辊系水平位置不平行、辊系转动速度不一致等原因,导致上卷起套跑偏,严重时会出现挂边现象,如果挂边过长,出口不能及时切除,也会产生浪板降级改判。
2.5 厚边造成
此外,当气刀参数不合理、气刀挡板位置不当或粘渣,导致锌层边部过厚,造成厚边缺陷,在开卷后同样会产生板型缺陷。

图6 因厚边造成卷取喇叭口
3 改善板型的措施
3.1 原料控制
与上游单位(热轧厂、酸轧线、酸洗线)共同攻关,减少2号热镀锌线原料严重板型缺陷;酸轧线、酸洗线供应2号热镀锌线原料卷,如有板型缺陷,应在计划中注明位置、长度,2号热镀锌线提前做好入口切除或出口甩小卷准备,将质量损失降到最低。

图7 厚边产品开卷产生浪板
3.2 产线操作改进
针对入口穿带、甩尾跑偏现象,加强上卷、穿带操作培训,保证上卷要正,在发现甩尾跑偏时,要手动打开1号张力辊前夹送辊,手动甩尾到焊机;机械调整芯轴、直头机前夹送辊水平位置,保证开卷机辊系的水平;电气调整剪前夹送辊、直头机转速,防止在穿带过程中起套跑偏。对入口2号导向辊后新增托辊进行改造,杜绝在此处堆钢造成降速。对出口卷取机助卷器限位进行更换与紧固,杜绝因限位感应不到,导致无法穿带或自动穿带中断现象。
3.3 针对造成产线降速的各种原因进行攻关
1)制定《入口焊轮更换及修磨规定》,要求第一对焊轮大于250道、第二对焊轮大于200道必须进行更换,要求焊轮表面不允许有粘渣现象,减少因焊轮状态导致焊接不良降速。
2)制定《异常降速加热炉操作步骤》,当生产线被迫紧急降速时,要求操作降速与降温同时进行,在保证炉压的前提下可以关区处理,避免带钢在炉内因局部温度过高,产生浪板、褶皱缺陷。
3)对四班加热炉操作进行《产品规格切换加热炉控制要点》培训,当规格由厚→薄时,待焊缝出直燃段后开始提速,减少薄规格产品在高温区停留的时间。
3.4 拉矫机使用
当工艺发现浪板缺陷时,及时反应,适当增加拉矫机张力和啮合量,改善产品力学性能和材料的各向异性,保证轻微浪板通过拉矫机后板型得到消除[2]。
3.5 厚边控制
在生产中优化气刀参数及改进气刀挡板,采取压力优先原则,即锌层要求变化时,首先调整气刀压力,保证压力大于150 MPa,结合测厚仪达到精确控制锌层。在满足标准所规定的最小镀层厚度的前提下实现锌层的精确控制。

图8 轻微浪板拉矫机纠正前后对比
4 板型控制措施实施的应用效果
实施改进措施后板型缺陷废次降率由前期的0.33%降低至0.23%,降低比例30.3%,年创效38万元;改进措施后减少热镀锌板型质量缺陷,杜绝了缺陷产品流入市场,进一步保证了邯钢热基镀锌板的产品质量,提高了邯钢热基镀锌板的产品信誉。
