毛细管封口钎焊工艺研究
2019-05-28严雅灯
严雅灯
(宁波松鹰汽车部件有限公司,浙江 宁海315600)
1 引言
车用空调系统热力膨胀阀,膨胀阀动力头上面的制冷工质是经毛细管注入汽车空调热力膨胀阀内的,注入工质后需对毛细管的注入端进行钎焊封口,现有技术采用乙炔和氧气燃烧的炔氧焰炬,加热熔融钎焊丝的钎焊方法对毛细管的注入端进行钎焊封口,用炔氧焰炬加热熔融钎焊丝的钎焊方法简称风钎焊;毛细管的瘪栓至注入端之间有一段因注入工质工艺需要而遗留的空管腔,称为空腔;风钎焊封口时,钎焊丝熔液在毛细管的注入端冷却形成浅堵焊栓的过程中,空腔内的潴留空气热因胀冷缩会在浅堵焊栓的内部形成细小、贯穿、难以检测的微气孔,微气孔会导致产品内的工质产生慢泄漏,使产品的品质各异,产品的使用寿命缩短。此外,风钎焊要求事先预备一定数量待封口的半成品同时进行封口,积累预备半成品过程中备品会发生泄漏,致使制成品品质各异;风钎焊所需的氧气和乙炔易燃易爆,存在燃爆隐患。因此,现有技术存在易产生微气孔、封口不严、品质各异、使用寿命短的问题与不足。
2 封口钎焊工艺
图1 为毛细管封口的结构示意图。封口钎焊工艺将一段钎焊丝插入空腔内排除空腔内大部分潴留空气,采用电磁感应加热方式将空腔内的钎焊丝熔融成液态焊料,液态焊料冷却固化后形成充盈空腔的深堵焊栓,通过减少空腔中的潴留空气,采用电磁感应加热,使钎焊丝整体速熔充盈空腔来消除微气孔的技术方案,提供一种毛细管封口的感应钎焊方法,旨在使汽车空调热力膨胀阀产品达到消除微气孔、封口密闭、品质一致、延长使用寿命的目的[1]。
该加工工艺依次包括封堵、插填钎焊丝、电感钎焊三个步骤:
步骤一:注入工质后,用封口钳在距毛细管的注入端30mm 处将毛细管夹扁,形成暂时阻止已注入的工质快速向外泄漏的栓塞即瘪栓;瘪栓至毛细管的注入端之间的形成一段空腔。
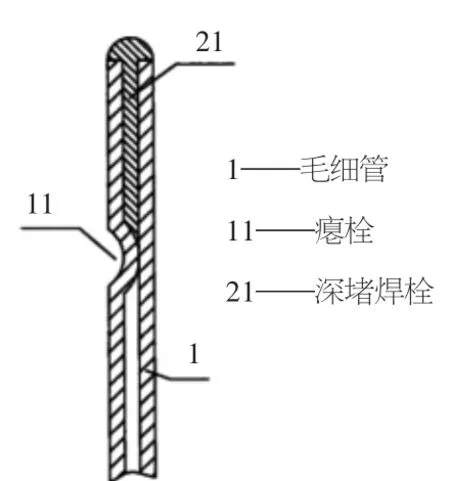
图1 毛细管封口的结构示意图
步骤二:将事先截取与毛细管管径滑动适配、长度为35mm 的钎焊丝沿毛细管的注入端插入空腔且抵至瘪栓处;插有钎焊丝的这段毛细管需要封口。
步骤三:封口段插入电磁感应加热器的电感加热区内,开启加热2s,钎焊丝熔融成液态焊料并充盈在空腔内,之后关闭加热,将封口段从电感加热区内抽出,浸水冷却2s,所述液态焊料冷却固化形成充盈所述空腔的深堵焊栓,封口毕。
上述工艺采用的电磁感应加热器为30kW 超音频交变磁场电磁感应加热设备;钎焊丝为低于毛细管熔点且与毛细管材质亲和的铜银合金质焊丝。
3 工作原理及有益效果
本加工工艺插丝可最大限度减少空腔中的潴留空气,采用电磁感应加热,可使钎焊丝整 体速熔为液态焊料,同时可迅速排出钎焊丝与空腔之间的残留空气,液态焊料经冷却能够形成充盈空腔的深堵焊栓;经显微切片检测,深堵焊栓内只存在少量相互封闭隔离的微气泡,无贯穿的微气孔;经耐久试验,通过本工艺加工的封口通过10 万小时无泄漏;经一致性试验,本发明的封口通过30 万件无差异。
本加工工艺将一段钎焊丝插入空腔内排除空腔内大部分潴留空气,采用电磁感应加热方式将空腔内的钎焊丝熔融成液态焊料,液态焊料冷却固化后形成充盈空腔的深堵焊栓,通过减少空腔中的潴留空气,采用电磁感应加热,使钎焊丝整体速熔充盈空腔来消除微气孔的技术方案,克服了现有技术存在易产生微气孔、封口不严、品质各异、使用寿命短的问题与不足,所提供的一种毛细管封口的感应钎焊方法,使汽车空调热力膨胀阀产品达到了消除微气孔、封口密闭、品质一致、延长使用寿命的目的。
4 结论
本加工工艺使汽车空调热力膨胀阀产品,消除了微气孔,封口密闭且品质高度一致,延长了产品使用寿命,同时还避免了风钎焊的备品泄漏和燃爆隐患的弊端。本工艺原理简单,加工方法有效,对同类产品的设计有一定的借鉴作用。