智能电机控制器在连铸连轧生产线上的应用及功能调试
2019-05-24谢光远肖胜亮
谢光远, 肖胜亮
(首钢京唐钢铁联合有限责任公司,河北 唐山 063200)
首钢京唐钢铁公司二期一步MCCR生产线是集无头、半无头、全无头三种轧制模式为一体,以优质、高强、薄规格产品为主导方向的多模式连铸连轧生产线,前后工序衔接性强,对设备故障率要求极为苛刻。而低压电机作为产线中的基础设备,一旦发生故障,将对整个生产环节造成影响。对此,该产线低压电机控制系统选择了ABB UMC100智能电机控制器,将其与交流接触器、软启动器等配合提供了集控制、保护、检测功能于一体的电气自动化解决方案,快速发现并排除故障隐患,进一步满足了MCCR产线对低压电动机的精确保护和管理需求。
1 UMC100主要功能介绍
UMC100智能低压电机控制器可无需建立通讯,实现单机运行,也可通过PROFIBUS DP/PROFINET IO、DeviceNe等现场总线通讯方式,将测量数据、状态信号和参数配置等发送至PLC等上位系统。通讯系统发生故障时,UMC100的单机保护和控制功能持续工作,确保必要的功能不缺失。MCCR产线连铸区和连轧区分别为意大利DANIELI公司和日本TMEIC公司的自动化控制系统,根据不同的配置需求,UMC100与上位系统的通讯在连铸区采用PROFINET IO网络,连轧区采用PROFIBUS DP网络。UMC100的主要保护功能包括三相故障检测、过载保护、接地故障检测和电压保护,并配置电流限值触发报警或跳闸保护,单一设备电流检测范围为0.24A至63A。另外,UMC100提供了6组数字输入、3路继电器输出和1路24V输出,可对其内部逻辑的布尔量、计时器、计数器等功能模块进行自由编程,实现直接起动、星角起动等起动模式及多种控制功能。运行过程中,可通过LED指示灯、LCD控制面板显示运行状态信息,并通过现场总线将信息传输至PLC等上位系统显示,包括电机、总线和控制器的运行状态,电机的起动次数、过载跳闸次数等,以便于对故障的诊断。
2 设备主要功能调试
2.1 保护功能
2.1.1 故障保护自动复位功能
该项功能主要用于在出现故障跳闸时,UMC100装置是否具备自动复位合闸功能。参数“Fault autoreset”设置Off时,必须经过人为确认后才能恢复合闸;设置为On时,当跳闸的原因消失,则自动恢复合闸。在MCCR产线,为确保各低压电机的安全运行,将“Fault autoreset”参数设置为Off,并把故障信息传输至人机操作界面HMI,操作人员确认故障信息后,可远程复位操作。
2.1.2 过载保护
低压电机出现过载故障的原因主要为机械负荷过重或三相电压不平衡,以往是通过热继电器调整过载保护参数,整定值调整范围较大,易出现电机过载而保护失灵烧毁电机。如图1所示,UMC100可根据低压电机的热过载曲线来设置跳闸等级为等级5、等级10、等级20、等级30或等级40等。在选择跳闸等级时,冷态电机的跳闸曲线必须位于Ia/Ie与tE交点的下方,其中Ia表示电机运行的实际电流,Ie表示电机的额定电流,tE为电机的最大升温时间,图示中某功率7kW的电机,电流比Ia/Ie=7.1,电机升温时间tE=12s,由于电机的跳闸时间比其温升时间短, 因此选用跳闸等级5和10都可以。电机发生过载跳闸重新起动前必须充分冷却,UMC100装置可设置固定的冷却时间,当冷却时间归零时,才能允许电机重启,从而有效保护电机,避免电机过热而损坏。
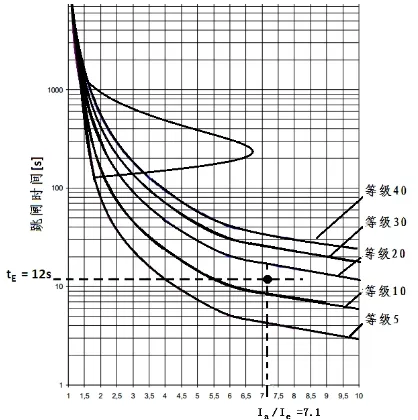
图1 电机跳闸等级的选择
2.1.3 低电流保护
UMC100还具备低电流保护功能,在MCCR产线,该功能用来检测液压、润滑系统的流体泵吸入口压力下降、冷却器密封状态缺失、机械轴断裂等故障,从而降低设备的损坏程度。当电机起动后,运行电流低于限幅值并超过设定的时间时,发出报警信号或触发跳闸。在调试中需根据设备的功能需求对下列参数进行调整:
2.2 控制功能
UMC100可以进行操作面板控制、本地控制和远程控制。操作面板可以用来设置电机控制器的参数,控制电机的起动和停止方式, LCD 屏幕上还能显示电机运行的实际电流、故障信息、开关量输入和输出、起动次数和跳闸次数等,为调试工作提供了便利。
2.2.1 直接起动模式
在直接起动控制模式中,DO0用于触发接触器,DI0用于接触器的状态监控,DI4、DI5用于本地控制电机启停,DO2或DO3用于故障检测输出。
2.2.2 星角起动模式
如果需要电机星三角转换起动方式,则对UMC100的继电器控制点DO0用于控制星型接触器,DO1用于控制角形接触器,DO2用于控制主回路接触器,DI0用于接触器的状态监控,DI4、DI5用于本地控制电机启停,DO3用于故障检测输出。
2.3 网络接口的配置
在MCCR产线轧区低压供电系统中,UMC100智能低压电机控制器与TMEIC的nv系列可编程控制器之间采用PROFIBUS DP网络通讯, UMC100侧使用PDP32通讯接口,每个UMC100装置对应1个总线地址,禁止重复使用,UMC100安装在MCC柜的抽屉单元中,PDP32通讯接口安装在电缆仓中,这样的配置使MCC抽屉单元抽出时通讯接口仍处于工作状态。在nv系列可编程控制器侧采用PA312模块作为PROFIBUS DP网络的接口,并使用Anybus软件对接口的状态字等信息进行定义和设置。
3 结语
UMC100智能电机控制器有效的避免了电机的意外烧毁,降低了事故率,提高电气自动化系统的稳定性,为MCCR生产线的稳定运行提供了保障。
