某核电机组1000 MW汽水分离器再沸器新型波纹板的研制
2019-05-24蔡振芳
蔡振芳
(上海东海压力容器制造有限公司,上海 201209)
到目前为止,某核电机组1000 MW汽水分离器再沸器是国内具有同类功能的最新型装置,见图1、2、3、4,这是经引进消化吸收后国内自行设计的产品,并经上海东海压力容器制造有限公司在历经一年多的研制过程中,克服了许多制造难题,反复试验才试制成功。
从图中可以看到,汽水分离再沸器总装图,图2、3为其特殊结构型式的A,B两种型式波形板图,图4为安装波纹板的内部装置图该装置原设计用于CAP1000堆型常规岛的气液分离,目前已经陆续推荐为国内其他堆型常规岛汽水分离用,包括CPR1000、AP1000以及具有自主知识产权的CAP1400和华龙1#堆型。因而这是具有独特而先进且有广泛应用前景的汽液分离装置,该装置的核心部件为内部大量安装的两类特殊结构的波形板,本装置是通过这两类特殊型波纹板实现其产品功能的。

图1 汽水分离再沸器总装图Fig.1 Installation of steam separator reheater

图2 A型波纹板Fig.2 Type A corrugated plate

图3 B型波纹板Fig.3 Type B corrugated plate

图4 安装波纹板内部装置Fig.4 Internal device with corrugated plate
这种类型的波纹板在国内是第一次被研制生产,由于其结构形状复杂而特殊,如何实现其制造并成功生产,不但能解决国外产品制造所需的昂贵费用,而且对实现国内自主生产、实现国产化具有重大的经济和战略意义。对该产品进行了方案设计,最终决定采用制造一台新型的模压床子,采用模压冷成形技术并专用冲剪床子冲剪进行试制。
在详细研究了采购文件、设计图纸及有关技术要求后,首先编制了制造工艺方案,确定了工艺路线,然后编制了详细的制造工艺,并在此基础上设计制造了一台模压专用机床,然后在大量试压过程中逐步完善模具的有关结构和工艺参数,接着试压试验件,经大量试验最终确定了该机床的最终结构型式与参数,实现了应具有能保证制造出合格品满足图纸和采购文件及技术要求所应具有的功能,再进行产品试压,并经检查完全达到能满足产品各项要求后,开始制造产品,经检验合格后投入产品制造。
1 模压机床和波纹板的制造
1.1 模压机床的制造
经过前期阶段的研制,最终模压机床的结构如图5、图6所示。

图5 机床结构图1Fig.5 Machine tool construction photo 1
1.2 波纹板的制造
波纹板制造应包括下述各制造过程。
1.2.1
根据采购文件要求和规定编制制造大纲及工艺文件。

图6 机床结构图2Fig.6 Machine tool construction photo 2
1.2.2
根据采购文件要求和规定采购原材料、波纹板的材料为304L。
(1)原材料化学成分符合SA-240 M的要求,其制造应满足SA-480.06-2.B的要求,即表面为冷轧光亮面。
1)钢板应进行熔炼和成品分析,熔炼每炉一次、成品每批一次;
2)化学成分见表1。
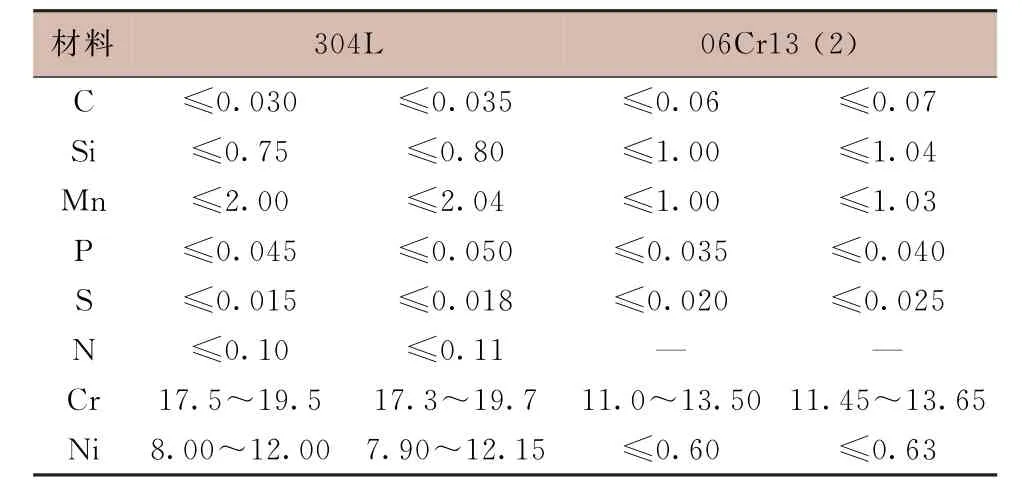
表1 化学成分Table 1 Chemical compositions
(2)力学性能
钢板按相应标准进行力学性能试验,试验结果应满足表2的要求。
每批由同一牌号、同一炉号、同一名义厚度和同一热处理制度的钢板组成作试验。
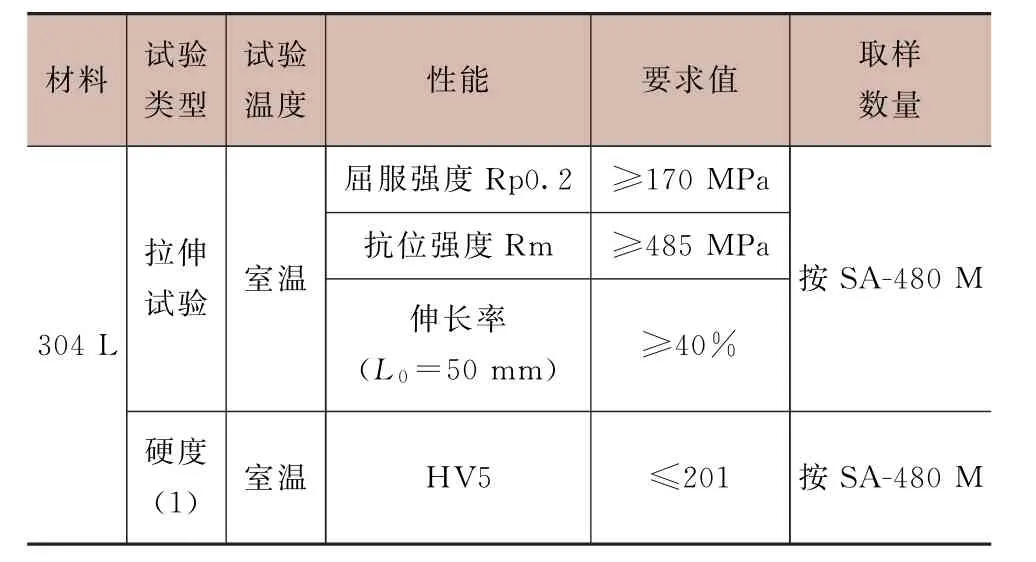
表2 力学性能
(3)表面质量
钢板需符合相应表面状态要求 (304L:SA-480 No.2B,06Cr13:GB 24511 1D。每钢板均需进行目视检测,不允许出现划痕、褶皱、裂纹、气泡、夹杂物或其他有害缺陷等。
(4)外形和尺寸偏差
304 L钢板的外形尺寸偏差应满足ASME SA-240 M的要求,且对名义厚度1 mm的板,其厚度允许偏差为±0.05 mm,平直度允许偏差为7 mm。
06Cr13/X6 Cr13/410S钢板的外形尺寸允许偏差按相应标准执行。
1.2.3 切割和成形
切割应采用冷切割,且冷切割应符合图纸中的要求。切割及成形后都不允许化学酸洗。
1.2.4 波纹板的制造
波纹板采用模具冷压成型。切割及成形工艺应包含在制造大纲中或作为单独的规程供批准。对每种波纹板,供方在批量制造前需分别制造试件,经过成形,检验并提供验收并设计部确认通过后方可批量制造,试件应包括交货状态的成品波纹板。
波纹板产品的制造分两步实现:
第一步模压,采用新造的新型模压床子用模压冷成形,图7为其模压过程图。

图7 压制过程Fig.7 Pressing process
经用上述模压床子模压成型结构形状复杂特殊的波纹板,见图8、9。

图8 冲剪前波纹板Fig.8 Corrugated plate before punching and shearing
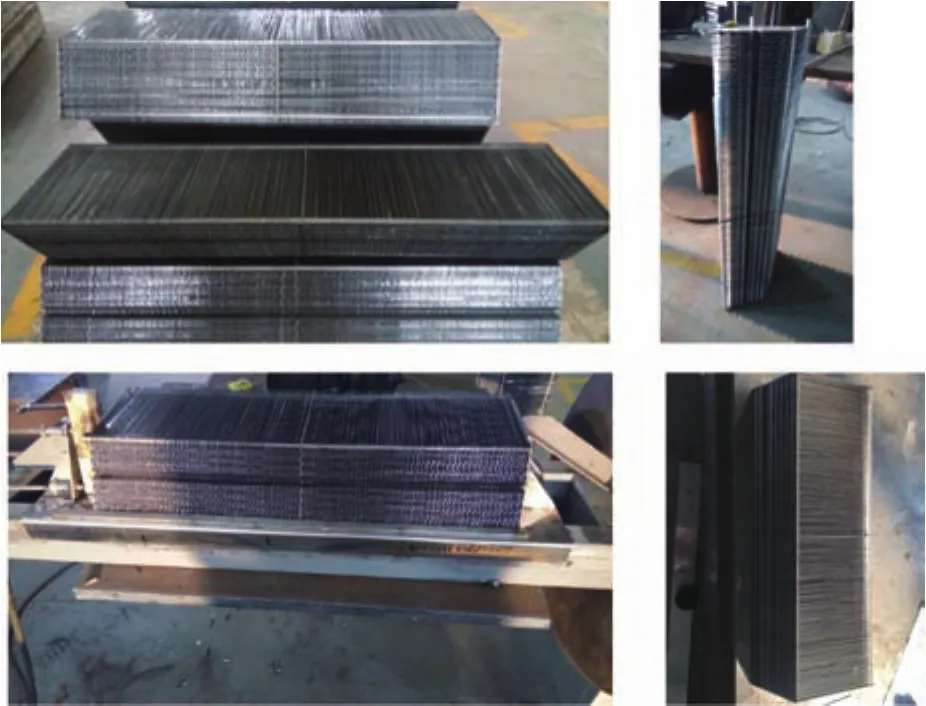
图9 波纹板集成Fig.9 Plate combination
第二步冲剪,压制后,经本公司、用户及三方严格检查波纹板的形状尺寸、直线度、平行度、平面度及相关公差均符合图纸要求后再进行冲剪。利用特殊冲剪床子完成波纹板的外形,圆孔及缺口的冲压和整个波纹板剪切。在此基础上再测定整块波纹板的形状外尺寸,表面质量需完全符合图纸、采购文件和技术要求后由用户、第三方检验合格再予入库。图10为冲剪过程图,图11为内部安装图。
1.2.5 检验
检验包括下述各项,并按有关要求进行检验。
(1)原材料入厂检验
原材料入厂应作复检,以确保原材料质量,其要求见2.2.2。
(2)压制成形前的检验

图10 冲剪过程Fig.10 Punching and shearing process

图11 波纹板安装图Fig.11 Installation of corrugated plate
对已完成切割并准备用模具压制产品,应至少进行尺寸及目视检查。所加工产品的尺寸应满足采购图、采购技术文件以及本公司所编制文件的要求。目视检查中,产品的表面质量、尺寸以及最终状态应达到文件规定的要求。不允许出现影响成形质量的划痕、褶皱、裂纹、气泡、夹杂物、异物等。
(3)压制后的检验
对已压制好的产品,进行尺寸及目视检查。所加工产品的尺寸应满足采购图、采购技术文件以及供方所编制文件的要求。目视检查中,产品的表面质量、尺寸以及最终状态应达到文件规定的压制要求。不允许出现影响成形质量的划痕、褶皱、裂纹、气泡、夹杂物、异物、毛刺等。
(4)第三方检验
波纹板成品尺寸、表面状态等须进行第三方检验,并提交检验报告审核或批准。
(5)标记
波纹板上需要标记。在每块波纹板端部的同一位置,采用容易去除、不伤害波纹板,且运输中不易掉落的标记,且供方应保证每批交货产品文件的可追溯性。
每包产品上应进行标记,标记应至少包括以下内容:供方名称、标识; “顶部”和 “底部”标识;总重;零件代号;对应的设备代码。
对于原材料,应包括:供方名称、标识;材料名称 (304L或06Cr13/X6 Cr13/410S);炉号;材料标准;轧制方向。
2 清洁、包装和运输
波纹板在整修生产过程中应禁止铁素体、氯及氯化物、硫及硫化物、铅、锌、铜、铝、镉、锡、汞、锑、铋等低熔点金属及其合金的污染。对波纹板在交货前应进行最终清洗,按公司成熟的清洁工艺,但需提交给审核同意。清洗完后波纹板应在常温下晾干。对波纹板进行清洁、包装、运输时,应采取适当包装以避免其在清洁、包装、运输过程中发生生锈、变形或受到任何损害 (尤其是表面状态不得受到任何损害)等。包装不得影响产品的清洁度。清洁、包装及运输规程须经审核同意。
3 质量证明书
对于原材料的质量证明书:
供方应在交货时提供EN 10201 3.1类型的质量证明书,质量证明书包括但不限于下列内容:供方名称;合同号;材料标准;产品名称;炉批号;冶炼工艺;表面质量;规定的各项检验结果;供方印章或签字;符合性声明。
对于产品 (波纹板成品)的质量证明书:供方名称;合同号;本规程编号;产品名称;表面质量;规定的各项检验结果;供方印章或签字;符合性声明。
4 结 语
目前已经承包方、设计及用户三方授权师检验,检验确认本公司制造的全部波纹板产品完全满足并达到图纸、采购文件及相关技术的要求,并用于某核电厂国产化装置中,某核电厂通过本公司实现了国产化,不但节约了大量外汇资金,而且具有重大的政治和经济意义。目前我公司巳成为能制造这种波纹板并被用于国内其他堆型常规岛汽液分离装置的唯一供应商。
致 谢
本文根据赵金民总经理安排完成写作,照片由李博摄影,在此深表感谢。
