慕萨莱思酒泥原花色素、果胶、酒石酸联产工艺
2019-05-23赵俭波姜建辉秦少伟刘速
赵俭波,姜建辉,秦少伟,刘速
新疆兵团南疆化工资源利用工程实验室/塔里木大学生命科学学院(阿拉尔 843300)
原花色素是一类可从植物中分离得到、在酸性介质中热醇处理后产生花色素的多酚类物质。具有清除自由基、抗氧化、抑制肿瘤等生物活性,已被广泛用于保健食品、日用品、制药及食品、饮料的着色等领域。目前,葡萄籽是提取原花色素最主要来源,葡萄籽提取物中原花色素含量可达95%[1]。原花色素为极性物质,含有多个羟基,能溶于水、甲醇、乙醇、丙酮、乙酸乙酯等极性溶剂,不溶于乙醚、氯仿等极性较小的溶剂。因此,原花色素提取最常用乙醇为溶剂[2],它能有效溶解原花色素,安全性高,提取液易于保存。
果胶是一系列主要由半乳糖醛酸组成的杂多糖的总称,主要存在于植物的果实、根、茎、叶中,是细胞壁的一种组成成分。从植物组织中提取得到的果胶己作为凝胶剂、增稠剂、稳定剂等被广泛应用于食品、化妆品行业。原果胶是不溶于水的物质,但可在酸、碱、盐等化学试剂及酶的作用下,加水分解转变成水溶性果胶,再将水溶性果胶提取液和固体残渣分离,浓缩后用乙醇或其他有机溶剂沉淀即可得果胶[3]。
酒石酸化学名称2, 3-二羟基丁二酸,为无色半透明晶体或白色细至粗结晶粉末,无嗅,有酸味,被广泛用于医药、食品、制革、纺织等工业,在实际应用中以右旋酒石酸最为重要,右旋酒石酸在自然界分布极为广泛,常见于葡萄和罗望子的果实中[4]。酒石酸可从葡萄加工业产生的废弃物中直接提取,在葡萄酒酿制过程中沉淀析出的酒石酸钙和酒石酸氢钾均难溶于水或乙醇,但可溶解于酸后得到易溶于水或乙醇的酒石酸[5]。
慕萨莱思是新疆维吾尔人利用鲜食或兼食性葡萄取汁、熬煮、发酵而成的酒精饮料。慕萨莱斯酒泥是慕萨莱思发酵和陈酿期间倒灌后剩余的罐底沉淀物,呈泥状,占其产量的20%~30%,酒泥中含有大量的生物活性物质,如酵母多糖、多酚、原花青素、超氧化歧化酶等[6]。前期研究了以慕萨莱斯酒泥为原料,分别提取果胶和酒石酸[7-8],但提取出有效成分后的剩余物均作为废弃物排放,不仅未能最大化利用慕萨莱思酒泥资源,而且会污染环境。根据文献调研发现,慕萨莱思酒泥中原花色素、果胶及酒石酸具有联合提取的可能性,研究慕萨莱思酒泥多种活性成分联产工艺,不仅可提高原料的利用率,而且可减轻环境负担,降低生产成本。
1 材料与方法
1.1 材料与试剂
慕萨莱思酒泥(阿瓦提刀郎慕萨莱思有限公司);壳聚糖(上海蓝季科技发展有限公司);无水乙醇、盐酸、氢氧化钙、碳酸钙等(均为分析纯)。
1.2 仪器与设备
756型紫外-可见分光光度计;IKA旋转蒸发器;SK 1512电子天平;PHS-3 C型酸度计;SHB-Ⅲ型循环水式多用真空泵;KQ 400 KDE型超声波清洗器;TD 5 Z医用离心机;HHS型数显电热恒温水浴锅;GZX-9023 MB数显鼓风干燥箱;DZF-6050型真空干燥箱;RW 20机械搅拌器;布氏漏斗等。
1.3 试验方法
1.3.1 联产工艺流程
根据文献调研,原花色素提取采用乙醇萃取后真空浓缩干燥,果胶提取采用盐酸溶解后乙醇沉淀,酒石酸盐提取采用盐酸溶解后碱沉淀,因此,设计采用乙醇水溶液对原材料进行浸提,原花色素可溶解于乙醇水溶液,尽管有部分水溶性果胶及酒石酸会溶解于乙醇中,但仍可与原料中含多数难溶于水的原果胶及酒石酸盐分离,将原果胶用低浓度盐酸溶解,而酒石酸盐用高浓度盐酸溶解,分别用醇和碱沉淀,将原果胶和酒石酸盐分离。联产工艺路线为:

1.3.2 材料预处理
试验使用的慕萨莱思酒泥呈浆状,固含量20%~40%。量取一定质量搅拌均匀的酒泥加入质量比3%的壳聚糖絮凝,置于30 ℃水浴锅中低速搅拌20 min,静置澄清后,离心收集沉淀,将沉淀置于鼓风干燥箱中,在40 ℃下干燥24 h,粉碎后过60目筛,备用。
1.3.3 联产工艺提取原花色素
称取5 g经预处理后慕萨莱思酒泥粉末置于烧杯中,加入一定体积一定浓度的乙醇水溶液,加入0.1 mol/L盐酸调至合适的pH,一定温度下超声浸提一段时间后减压抽滤,并用乙醇溶液多次洗涤滤饼,将滤液与洗涤液收集后置于烧杯中,减压浓缩,回收乙醇,将浓缩液50 ℃真空干燥得黏稠紫色原花色素浸膏,称质量。按式(1)计算原花色素浸膏得率。重复3次。

式中:m1为原花色素浸膏粗品质量,g。
1.3.4 联产工艺提取果胶
收集乙醇萃取后的滤饼,蒸馏水洗涤多次后置于烧杯中,加入一定体积蒸馏水浸泡,加入0.1 mol/L盐酸调至合适的pH,一定温度下超声处理一段时间,减压抽滤,收集滤液,减压浓缩,加入浓缩液1.5倍体积的无水乙醇,静置至溶液澄清,在4 500 r/min条件下离心,收集沉淀,洗涤,50 ℃恒温干燥箱中干燥得果胶样品,称质量。按式(2)计算果胶得率。重复3次。

式中:m2为果胶粗品质量,g。
1.3.5 联产工艺提取酒石酸
将加入0.1 mol/L盐酸溶解后的酒泥抽滤,收集滤饼,按料液比1︰3(g/mL)加入蒸馏水浸泡,加入一定体积质量分数37%盐酸溶解,一定温度下浸提一段时间,离心,收集上清液,并与提取果胶醇沉离心后的上清液合并,加入细粉状CaCO3,直至不产生气泡为止,加入Ca(OH)3调整溶液pH至6.8~7.0,过滤,收集沉淀,多次洗涤后缓慢加入2倍体积蒸馏水搅匀,用1 mol/L HCl至沉淀完全溶解,浓缩结晶得酒石酸晶体,称质量。按式(3)计算酒石酸得率。重复3次。

式中:m3为酒石酸质量,g。
1.3.6 单因素试验
经分析,确定提取原花色素的影响因素为:pH(2,3,4,5和6),乙醇体积(10,20,30,40,50和60 mL),乙醇体积分数(50%,60%,70%,80%和90%),浸提温度(30,40,50,60和70℃),超声时间(10,20,30,40,50和60 min)。确定提取果胶的影响因素为:浸提液体积(20,30,40,50,60和70 mL),pH(1.5,2.0,2.5,3.0和3.5),浸提温度(40,50,60,70和80 ℃),超声时间(20,30,40,50,60 min)。确定提取酒石酸的影响因素为:盐酸体积(3,6,9,12和15 mL),提取温度(50,60,70,80和90 ℃),酸浸时间(5,10,15,20,25和30 min)。考察各因素对原花色素、果胶及酒石酸得率的影响。
1.3.7 单产工艺提取慕萨莱思酒泥原花色素、果胶及酒石酸
称取5 g慕萨莱思酒泥粉末,参考文献方法及前期研究[2,7-8]分别提取原花色素浸膏、果胶及酒石酸,称质量,计算得率,重复3次。
2 结果与分析
2.1 原花色素提取单因素试验结果与分析
2.1.1 pH对原花色素浸膏得率的影响
采用乙醇萃取慕萨莱斯酒泥提取出的原花色素中含有可溶性果胶、酒石酸、其他有机酸、酯类等杂质。在乙醇体积分数80%、乙醇体积40 mL、浸提温度50 ℃及超声时间30 min条件下,考察溶液pH对提取原花色素浸膏的影响。由图1可知,酸性条件下有利于原花色素的提取,pH 3时,原花色素得率最大,pH继续升高,原花色素得率下降,这可能是由于原花色素结构被破坏[9],由于联产工艺中,需用HCl溶解果胶和酒石酸,pH低会导致果胶和酒石酸得率下降。综合3种产品得率考虑,故选取原花色素浸膏提取pH 5为宜。
2.1.2 乙醇体积对原花色素浸膏得率的影响
在pH 5、乙醇体积分数80%、浸提温度50 ℃及超声时间30 min条件下,考察乙醇体积对提取原花色素浸膏的影响。如图2所示,原花色素浸膏得率随浸提液体积增加而增大,乙醇体积达到40 mL时,原花色素浸膏得率变化趋于平缓,浸膏颜色呈深紫色,乙醇体积继续增大,原花色素浸膏呈紫黑色,浸提出的杂质也随之增大。综合经济和效果考虑,故选取乙醇体积40 mL为宜。
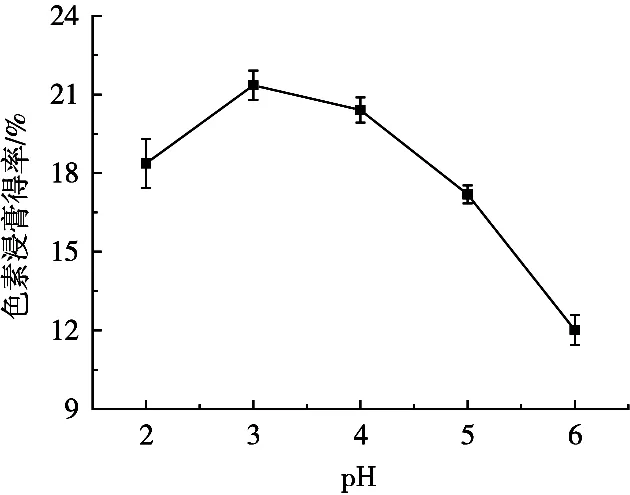
图1 pH对原花色素浸膏得率的影响

图2 乙醇体积对原花色素浸膏得率的影响
2.1.3 乙醇体积分数对原花色素浸膏得率的影响
在pH 5、乙醇体积40 mL、浸提温度50 ℃及超声时间30 min条件下,考察乙醇体积分数对提取原花色素浸膏的影响。由图3可知,随着乙醇体积分数增加,原花色素浸膏得率增大,乙醇体积分数80%时达到最大值,持续增大乙醇体积分数,原花色素浸膏得率略有降低,主要是因为慕萨莱思酒泥原花色素为水溶性原花色素,易溶于乙醇水溶液,乙醇体积分数过高反而不利于提取[10]。故选取乙醇体积分数80%为宜。
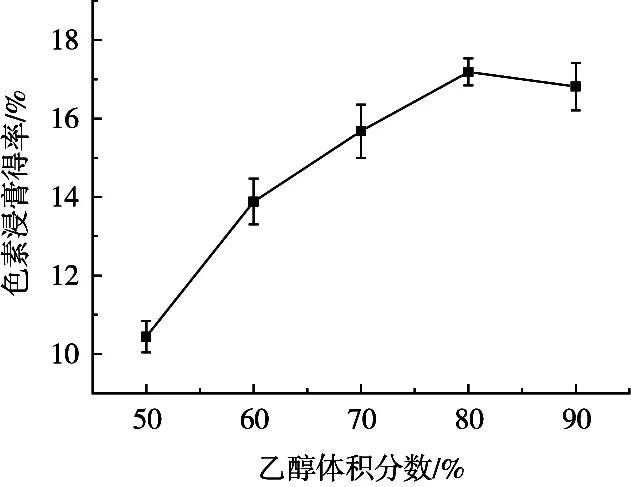
图3 乙醇体积分数对原花色素浸膏得率的影响
2.1.4 浸提温度对原花色素浸膏得率的影响
在pH 5、乙醇体积40 mL、乙醇体积80%及超声时间30 min条件下,考察浸提温度对提取原花色素浸膏的影响。从图4可以看出,随着浸提温度增加,原花色素浸膏得率逐渐增加,温度60 ℃时,得率达到最大,温度继续增加,原花色素得率呈下降趋势,这可能是由于温度过高时,原花色素发生分解[11],在后处理过程中损失。故选取原花色素提取浸提温度60 ℃为宜。

图4 浸提温度对原花色素浸膏得率的影响
2.1.5 超声时间对原花色素浸膏得率的影响
在pH 5、乙醇体积40 mL、乙醇体积分数80%及浸提温度60 ℃条件下,考察超声时间对提取原花色素浸膏的影响。由图5可知,超声时间30 min时,原花色素浸膏得率达到最大,为18.62%±0.57%,随着超声时间延长,原花色素得率降低,这主要是由于超声时间过长,溶液温度升高,部分原花色素发生了分解在后处理过程中损失[12],原花色素得率下降。故选取原花色素提取浸提时间30 min为宜。

图5 超声时间对原花色素浸膏得率的影响
2.2 果胶提取工艺优化
2.2.1 浸提液体积对果胶得率的影响
以经乙醇萃取后滤饼(3.5~3.9 g)为原料采用酸溶醇沉法提取慕萨莱斯酒泥果胶。在溶液pH 2、浸提温度70 ℃、超声时间50 min条件下,考察浸提液体积对果胶得率的影响。由图6可知,随着浸提液体积增大,果胶得率逐渐增加,浸提液体积60 mL时,果胶得率达到最大,继续增加浸提液体积,果胶得率有略微降低的趋势,这可能是由于溶剂较多,果胶浓度降低,醇沉离心的损失增加[13],而且浸提液体积增大会给后处理工艺带来能量上的浪费。综合得率和能耗考虑,故选取果胶提取浸提液体积50 mL为宜。
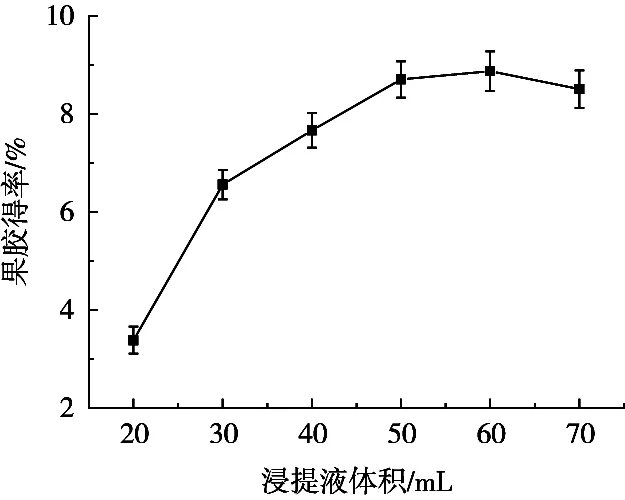
图6 浸提液体积对果胶得率的影响
2.2.2 pH对果胶得率的影响
在浸提液体积50 mL、浸提温度70 ℃、超声时间50 min条件下,考察溶液pH对果胶得率的影响。由图7可知,果胶得率随着pH增加而迅速降低,酸性越强,越有利于原果胶转化为水溶性果胶从而更多地溶解于水中[14],但酸性越强,酒石酸盐也会溶解越多,果胶的品质及酒石酸得率均会受一定影响。综合果胶提取及酒石酸提取,故选取pH 2为宜。

图7 pH对果胶得率的影响
2.2.3 浸提温度对果胶得率的影响
在浸提液体积50 mL、溶液pH 2、超声时间50 min条件下,考察浸提温度对果胶得率的影响。由图8可知,随着浸提温度升高,果胶得率逐渐增大,70 ℃时果胶得率达到最大,继续升高温度,果胶得率呈下降趋势。这主要是由于温度升高有利于原果胶彻底转化为水溶性果胶,温度过高会导致果胶降解,得率及纯度均会下降[15]。故选取浸提温度70 ℃为宜。
2.2.4 超声时间对果胶得率的影响
在浸提液体积50 mL、溶液pH 2、浸提温度70 ℃条件下,考察超声时间对果胶得率的影响。由图9可知,随着超声时间延长,果胶得率逐渐增大,50 min时果胶得率达到最大,为9.54%±0.44%,随后果胶得率有所降低,主要是由于超声时间过长,会导致原果胶受热分解从而在醇沉过程中造成损失[16]。故选取浸提时间50 min为宜。

图9 超声时间对果胶得率的影响
2.3 酒石酸提取工艺优化
2.3.1 盐酸体积对酒石酸得率的影响
以酸溶后滤饼(2.5~3.1 g)为原料采用酸溶碱沉法提取慕萨莱斯酒泥酒石酸。在提取温度80 ℃、酸浸时间20 min条件下,考察盐酸体积对酒石酸得率的影响。由图10可知,随着盐酸体积增大,酒石酸得率增加,主要是由于体积增大,酸性增强,更多的酒石酸钙、酒石酸氢钾被溶解,盐酸用量过大,也会导致更多的有机酸被溶解,影响酒石酸品质[17],盐酸体积超过12 mL时,酒石酸得率变化不大。故选取盐酸体积12 mL为宜。
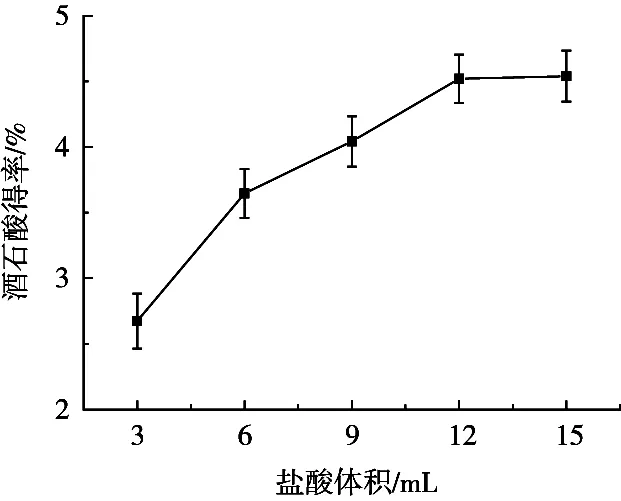
图10 盐酸体积对酒石酸得率的影响
2.3.2 提取温度对酒石酸得率的影响
在盐酸体积12 mL、酸浸时间20 min条件下,考察提取温度对酒石酸得率的影响。由图11可知,随着提取温度升高,酒石酸得率增大,提取温度达到80 ℃后,酒石酸得率增加趋势减缓。酒泥中的酒石酸主要以酒石酸钙和酒石酸氢钾形式存在,酒石酸钙及酒石酸氢钾的溶解度均随温度的增加而增大[18]。综合酒石酸得率和能耗考虑,故选取提取温度80 ℃为宜。
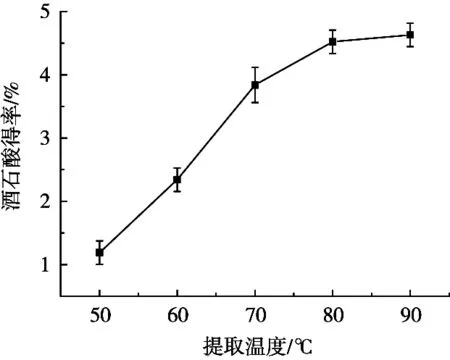
图11 提取温度对酒石酸得率的影响
2.3.3 酸浸时间对酒石酸得率的影响
在盐酸体积12 mL、提取温度80 ℃条件下,考察酸浸时间对酒石酸得率的影响。由图12可知,酸浸时间5~20 min时,酒石酸得率急剧增大,酸浸时间20 min时,酒石酸得率为4.41%±0.68%,随着酸浸时间进一步增大,酒石酸得率则缓慢下降,这可能是由于时间延长,溶剂蒸发量加大[19],酒石酸盐溶解量下降。故选取提取时间20 min为宜。

图12 酸浸时间对酒石酸得率的影响
2.4 联产与单产产品得率对比
从表1可以看出,采用联产工艺所得的色素浸膏、果胶及酒石酸得率均较单产工艺有所降低。联产工艺所得色素浸膏得率较单产工艺所得色素浸膏减少约23%;联产工艺所得果胶得率较单产工艺减少约17%;联产工艺所得酒石酸较单产工艺减少约46%。

表1 联产与单产产品得率对比
3 结论与讨论
研究表明,采用联产工艺可以从慕萨莱思酒泥中提取出原花色素浸膏、果胶、酒石酸3种产品。单因素试验结果表明,联产工艺中乙醇萃取法提取原花色素浸膏的较优条件为:40 mL浓度80%的乙醇溶液在pH 5时,60 ℃时超声30 min,原花色素浸膏得率达18.62%±0.57%;酸溶醇沉法提取果胶的较优条件为:50 mL蒸馏水盐酸调整pH 2,在70 ℃下超声浸提50 min,果胶得率达9.54%±0.44%;酸溶碱沉法提取酒石酸的较优条件为:质量分数37%盐酸12 mL,在80 ℃下酸浸20 min,酒石酸得率达4.41%±0.68%。与单产工艺相比,原花色素浸膏得率减少约23%,果胶得率减少约17%,酒石酸得率减少约46%。尽管原花色素浸膏、果胶及酒石酸得率均有降低,但联产工艺一次可得3种产品,且原料仅为单产的1/3,具有一定应用价值。
由于原花色素、果胶及酒石酸的提取均在酸性条件下,酸的用量及浓度在联产工艺中起十分重要的作用,若提取原花色素盐酸浓度过高,原花色素得率增大,但纯度会降低,果胶及酒石酸得率就会下降;同理,若提取果胶时盐酸浓度过大,果胶得率增大,但酒石酸得率就会下降。此外,乙醇用量也会对3种产品的得率产生重要的影响。联产工艺不是简单的组合,而是融合的工艺,需要相互协调,相互照应,因此,联产工艺提取原花色素、果胶及酒石酸工艺还需进一步考察。