铝青铜水下湿法激光焊接焊缝成形与力学性能
2019-05-23蔡志海尤家玉
蔡志海, 尤家玉, 秦 航, 柳 建, 刘 军
(陆军装甲兵学院机械产品再制造国家工程研究中心, 北京 100072)
水下湿法激光焊接技术,是指在水下环境下不采取特殊手段排水,直接在水中应用激光进行作业的焊接技术。由于湿法焊接直接在水中操作,易受水文状况、水深等诸多因素影响[1],导致焊接接头质量较差,但同时又具有成本低、操作方便、适合多种环境使用[2-4]等优点,因此提高其焊接质量是一项非常有意义的工作。目前,国内外研究者对水下湿法焊接技术的研究主要集中在合金钢方面,而对舰船螺旋桨的主要制造材料——铝青铜还未进行深入研究[5-6]。基于此,笔者研究了QAL9-4铝青铜水下湿法焊接时焊接速度、水深以及在基体表面预置自蔓延材料对焊缝成形的影响,对焊缝微观组织及力学性能进行了分析,以期对舰船快速修复具有一定的指导作用。
1 实验方法
该实验平台主要由龙门式多功能焊接实验系统、IPG YLS-6000光纤激光器及激光焊接头、水下环境模拟装置等组成。其中:光纤激光器是该实验平台的重要组成部分,其最大输出功率为6 kW,激光波长为1.07 μm,激光经过芯径为200 μm的光纤传导至激光焊接头,然后通过聚焦系统得到直径为0.36 mm的光斑。
实验采用材料为QAL9-4铝青铜,其化学成分如表1所示,试样尺寸为80 mm×80 mm×10 mm。焊接试验分为自熔焊和对接焊,其焊接工艺参数如表2所示,其中1、2号均为自熔焊工艺参数,3号为对接焊工艺参数,且2、3号基体表面涂覆了成分为CuO和Al的高热剂,还含有造气、造渣成分。

表1 QAL9-4铝青铜主要化学成分 wt%
表2 焊接工艺参数
焊接前,用粗砂纸对试样进行打磨,以去掉氧化膜及减弱铜对激光的反射作用,然后用无水乙醇清洗去除表面油污等杂质。焊接后,采用线切割方法沿垂直于焊接方向切割试样,经打磨、抛光后,用三氯化铁5 g、盐酸15 mL和水100 mL配制成腐蚀剂腐蚀试样,备用。
采用三维形貌仪观察试样形貌;采用备有X射线能谱仪(Energy Dispersive Spectrometer,EDS)的扫描电子显微镜(Scanning Electron Microscope,SEM)对试样的微观组织和微区成分进行观察与分析;采用维氏显微硬度仪测定其显微硬度;利用万能试验机对试样进行拉伸试验,分析断口微观特征,其中试样尺寸如图1所示。
图1 拉伸试样尺寸
2 结果与分析
2.1 焊缝成形影响因素分析
2.1.1 焊接速度
在水下环境中,当激光功率为6 kW,水深h=4 mm,离焦量为-2 mm时,不同焊接速度时的焊缝宏观形貌如图2所示。可以看出:1)当焊接速度v=0.3、0.6 m/min时,焊缝熔宽大,表面起伏较大,有许多较大气孔,且焊缝表面及其附近氧化严重,焊缝成形差;2)随着焊接速度增大,焊缝成形变得均匀,余高减小,表面气孔略有减少且较为细小,氧化现象也有所改善。这是因为铜的热膨胀率很高,在与多数其他材料冶金结合时容易产生缺陷[7-10],其中:当焊接速度低、基体吸收激光能量较多时,基体膨胀剧烈;当焊接速度增大时,基体吸收激光能量减少,导致受热时间缩短,在水下环境中冷却速度快的情况下,基体膨胀减弱,表现为焊缝成形趋于良好。
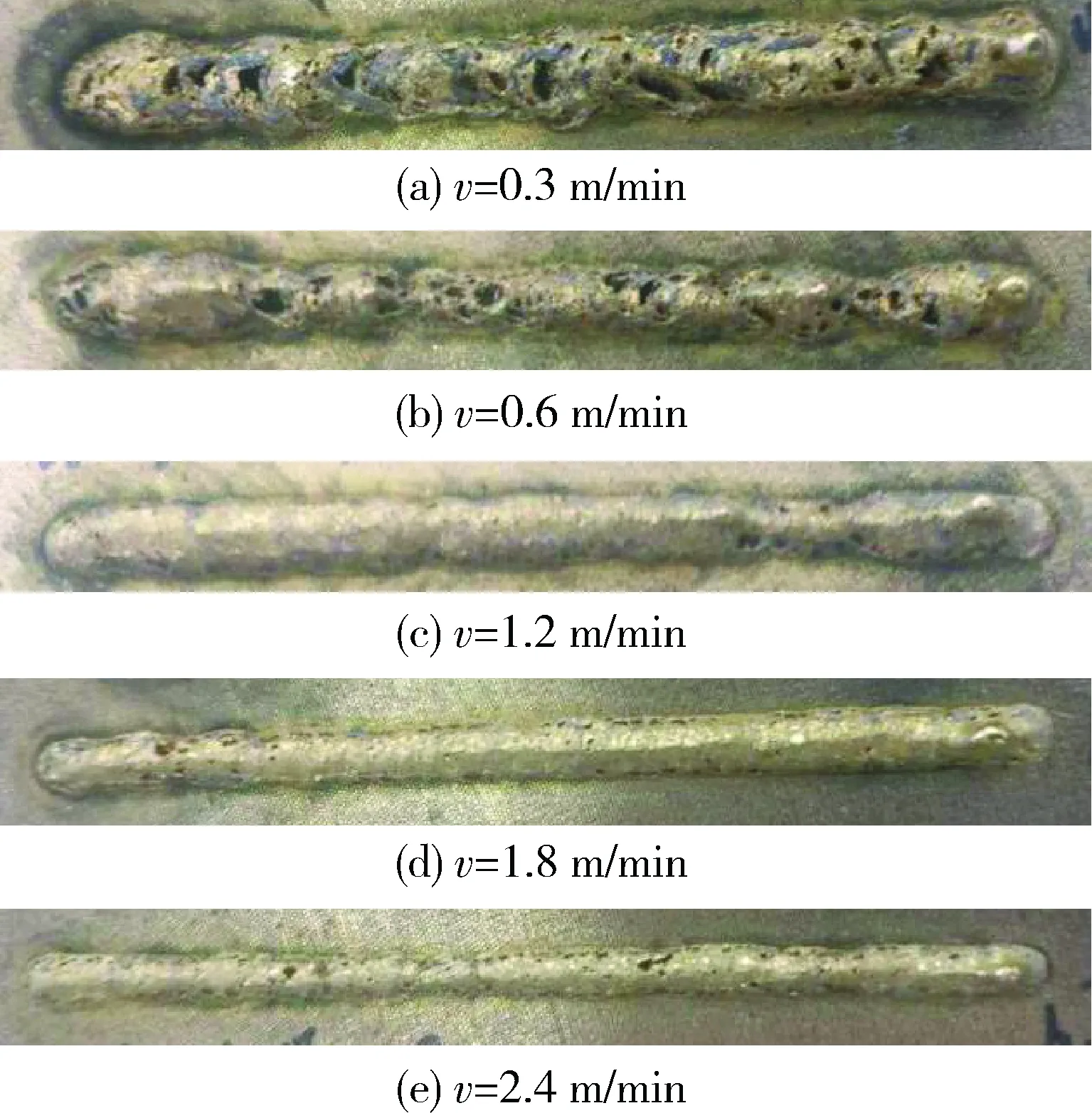
图2 不同焊接速度时焊缝宏观形貌
在水下环境中,不同焊接速度时所得到的沿垂直于焊接方向的焊缝横截面形貌如图3所示。可以看出:
1) 熔宽、熔深随焊接速度的增大而总体上呈减小趋势:当焊接速度v=0.3 m/min时,熔深最大,为3.24 mm,熔宽最大,为5.33 mm;当焊接速度v=2.4 m/min时,熔深最小,为1.24 mm,熔宽最小,为2.8 mm。
2) 从横截面看,焊缝缺陷现象并没有因为焊接速度的变化而有所改善。这说明:图1中焊缝表面缺陷随着焊接速度的增大逐渐变小,只是焊缝宏观形貌的改善,而内部缺陷并没有减少。
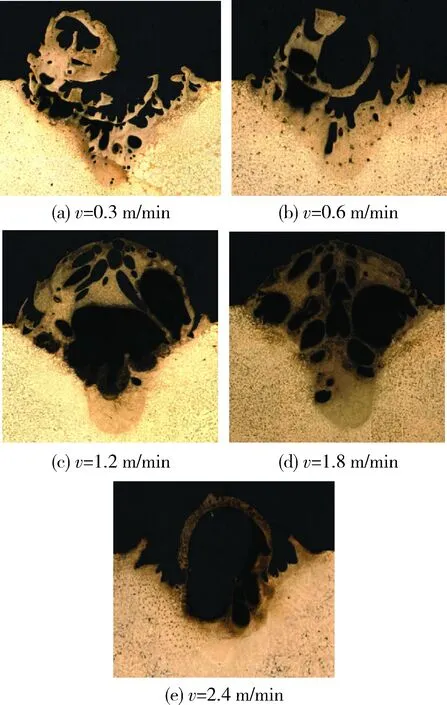
图3 不同焊接速度时沿垂直于焊接方向的焊缝横截面形貌
2.1.2 水深
当激光功率为6 kW,焊接速度为1.8 m/min,离焦量为-2 mm时,不同水深时的焊缝宏观形貌如图4所示。可以看出,焊缝表面熔宽随水深的增大略有增大,但焊缝均匀性未受到影响:
1) 当h=1,2 mm时,焊缝表面成形良好,无明显缺陷。这是因为:当水深较小时,高能量的激光使焊接区域及其附近在短时间内达到高温,水分被蒸发或排开,形成局部干燥条件。
2) 当h=3 mm时,焊缝表面明显有气孔出现,焊缝余高明显较大,且随着水深增大,气孔由细小逐渐变大。这是因为:水深的增大,一方面增大了焊接区域的水压,另一方面焊接区域附近水量增多,激光在焊接过程的短时间内无法使水全部蒸发或排开,焊接过程中就会有水分侵入到熔池中,进而形成气孔,而当内部气孔较多时,就会表现为焊缝余高较大。
3) 当h≥6 mm时,激光无法在基体表面形成焊缝。一般情况下,当水深h≥30 mm时,约70%的激光能量可以顺利透过水介质到达工件表面;当水深h<10 mm时,可使90%以上的激光能量到达工件表面。即在水深h<10 mm情况下,激光能量到达基体表面后损失很少,从理论上讲完全可以继续进行焊接,这与实验结果不符。造成这种现象的原因为:(1)当激光光束与工件相互作用时,工件表面温度急剧上升,使得周围水分迅速蒸发,从而在水中产生大量的气泡,气泡沿着激光光束传输路径逆向上浮,对激光光束产生严重的散射、折射和吸收作用,使得光束传输方向发生改变,增加了水体对激光光束的衰减作用[11];(2)当水深h≥3 mm时,一种激光诱导产生的等离子体会对入射激光束产生强烈的屏蔽作用[12]。因此,如何减少激光在传输过程中的阻碍因素,是提高激光利用率的重要途径。
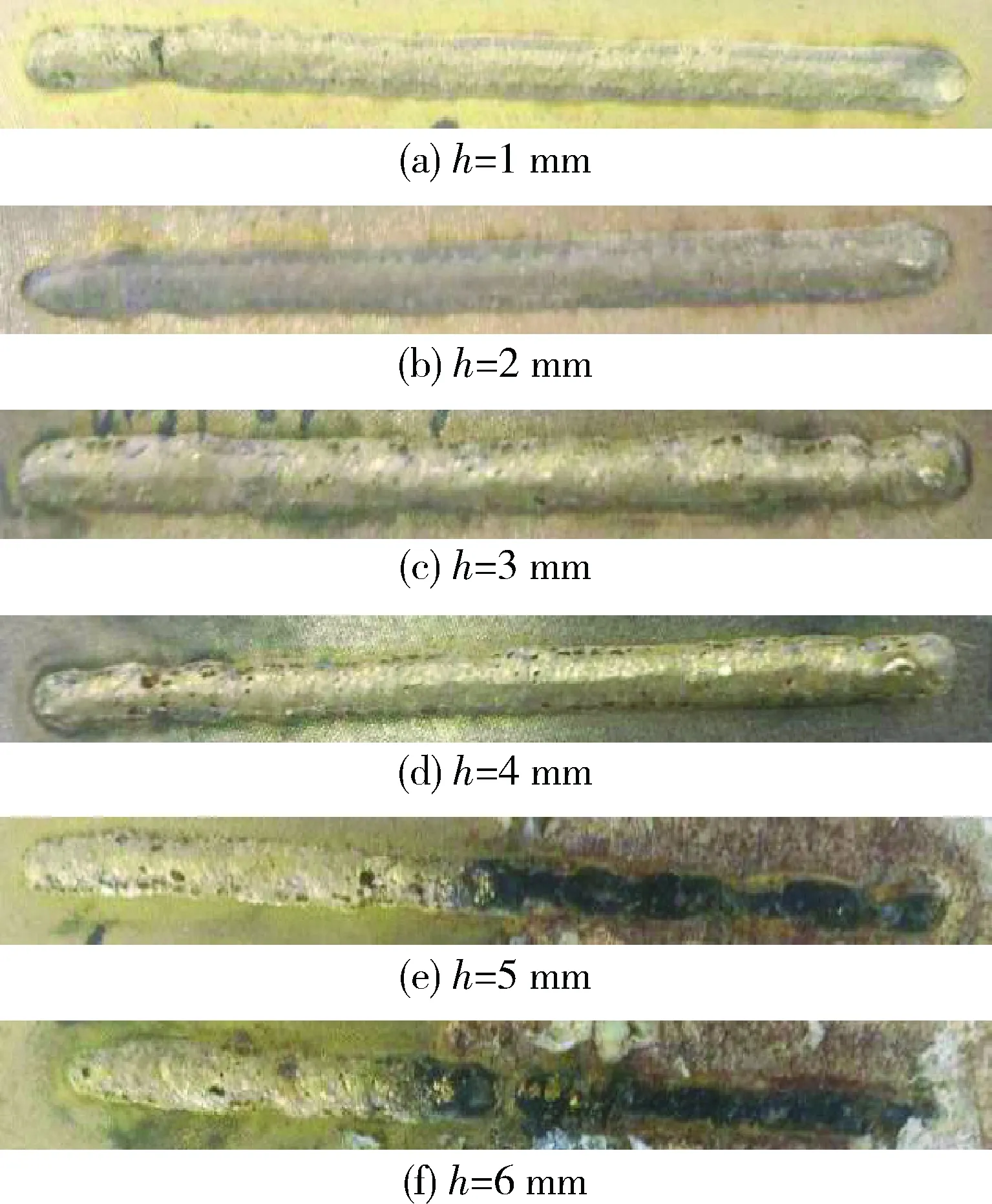
图4 不同水深时焊缝宏观形貌
图5为不同水深时所得到的沿垂直于焊接方向的焊缝横截面形貌。可以看出:
1) 熔宽、熔深随水深的增大变化较小:(1)当h=1 mm时最大熔宽为3.95 mm,而h=2 mm时最小熔宽为3.23 mm,即熔宽约为3.5 mm;(2)当h=2 mm时最大熔深为2.66 mm,而h=5 mm时最小熔深为1.56 mm,即熔深约为2 mm。
2) 从横截面看,焊缝内部存在较多气孔,且随水深增大而增多,同时余高也逐渐增大。这说明:在水下焊接过程中有水分进入熔池,而在焊接时水介质与激光作用产生的气体大部分未逸出,这样水深增大会导致侵入熔池的水量增多,同时也增加了气体逸出的难度,进而使缺陷随水深的增大逐渐增多。

图5 不同水深时沿垂直于焊接方向的焊缝横截面形貌
2.1.3 基体表面预值自蔓延材料
当激光功率为4 kW、水深为4 mm、离焦量为-2 mm时,在基体表面预置自蔓延粉末(主要组成为高热剂(CuO+Al)、造气剂(GaCO3)和造渣剂(GaF2))后,不同焊接速度时得到的焊缝宏观形貌如图6所示。可以看出:在不同焊接速度下均能形成连续均匀、无明显缺陷的焊缝,这说明在基体表面预置自蔓延粉末能够有效改善焊缝成形。
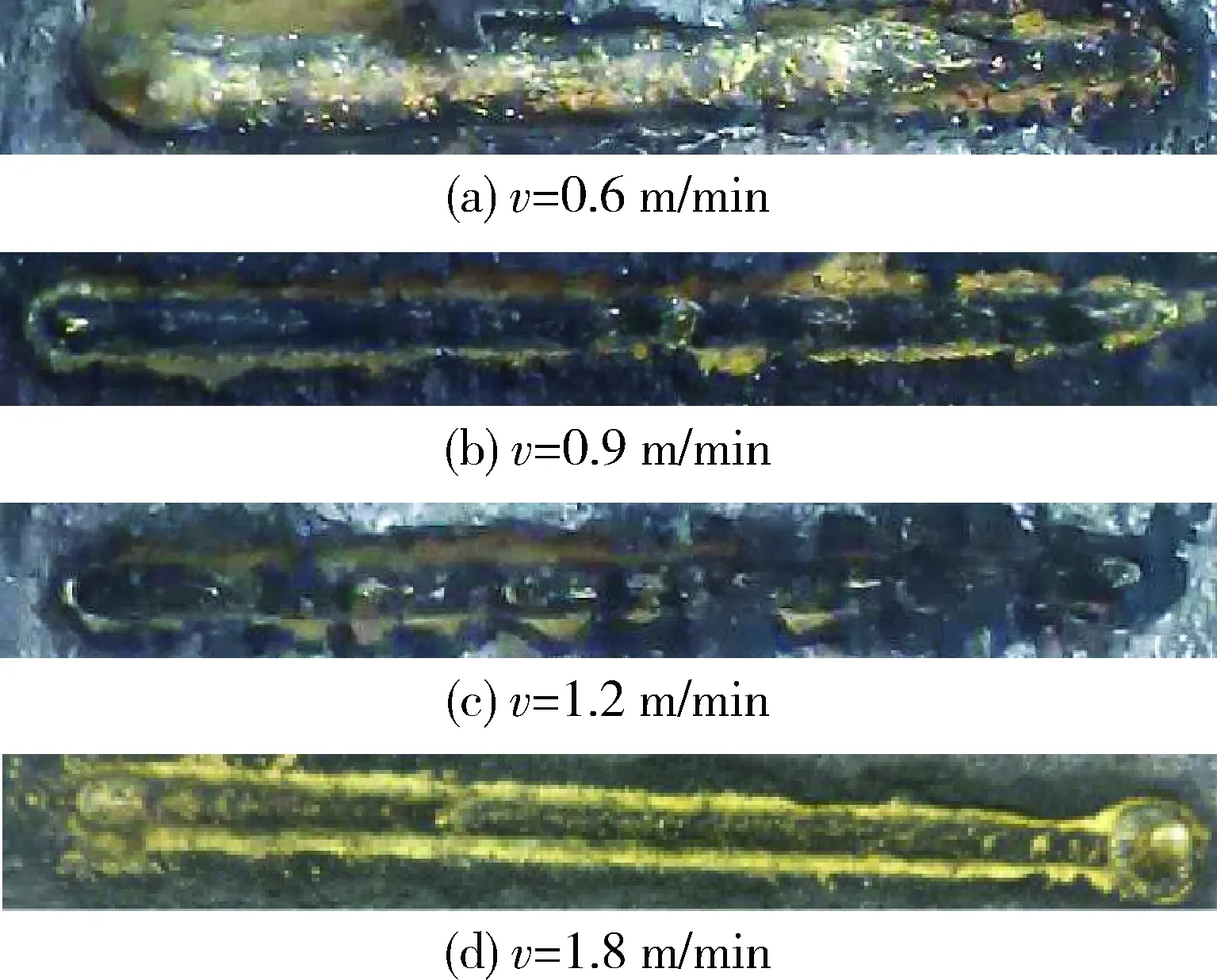
图6 不同焊接速度时得到的焊缝宏观形貌
在基体表面预置自蔓延粉末后,不同焊接速度时得到的沿垂直于焊接方向的焊缝横截面形貌如图7所示。可以看出:与2.1.1,2.1.2中未预置粉末的一般湿法焊接相比,基体表面预置自蔓延粉末后焊缝内部的气孔缺陷有所减少,且在焊接速度较大时焊缝内气孔减少明显。分析其原因为:1)在焊接过程中,氧化铜和铝粉发生剧烈的铝热反应,持续燃烧的火焰在焊缝正上方形成了稳定通道,阻止了水对熔池的入侵;2)造气剂碳酸钙在反应过程中放出的惰性气体二氧化碳,在熔池处营造出了局部干燥空间;3)粉末中的GaF2能够有效除去水与激光作用产生的氢,从而使气孔大量减少。
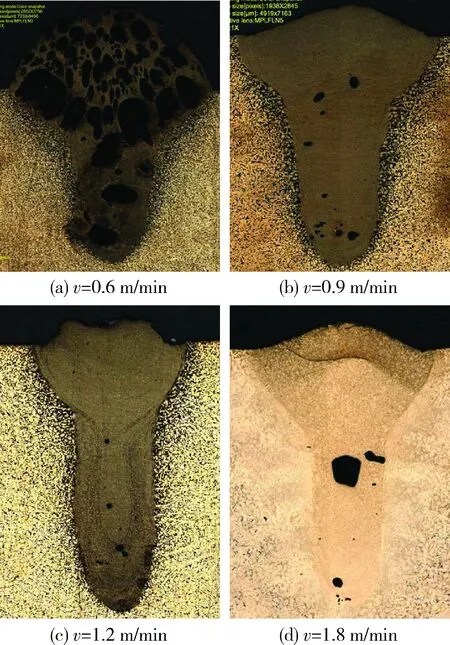
图7 基体表面预置自蔓延材料后的不同焊接速度时的焊缝横截面形貌
2.2 微观组织与成分分析
图8为铝青铜水下预置自蔓延粉末焊缝的中上部和底部显微组织照片。可以看出:焊缝中上部组织主要为胞状晶,而焊缝底部组织存在较多树枝晶,枝干生长很发达,且具有一定的方向性。
分析其原因为:根据激光快速凝固的相关理论[13]可知,熔池不同区域的凝固速度受凝固方向角的影响,其角度越小,凝固速度越快;由于焊缝中上部在凝固时凝固角度小,其生长速率大,因此生长成胞状晶;焊缝底部的散热方式主要是热传导,晶体生长速率随着凝固方向角的增大而降低,当速率降到胞枝转变临界速率时,晶体就以树枝状生长,而铝青铜基体垂直面上的温度梯度最大,则树枝晶生长总体上具有方向性。
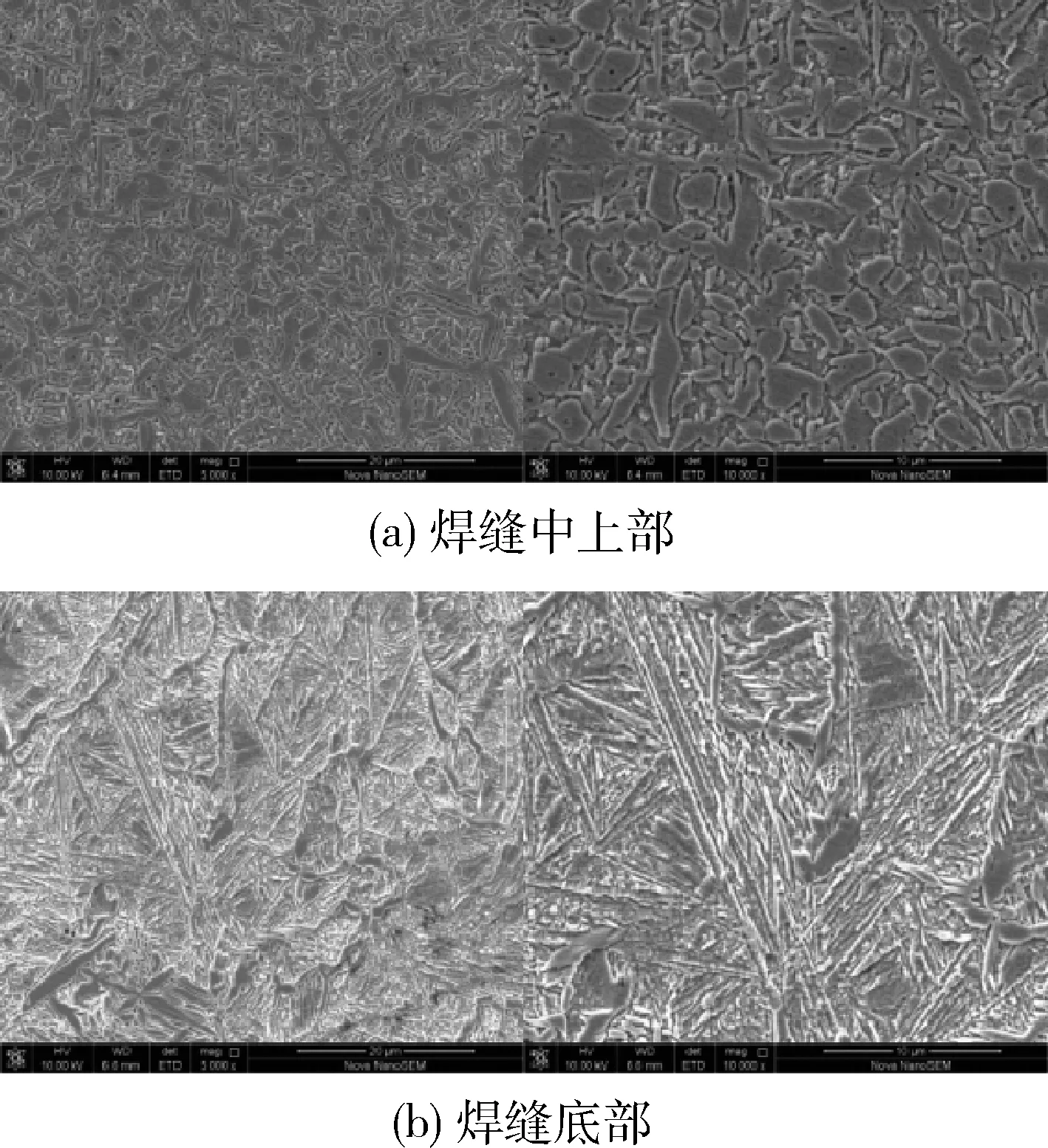
图8 铝青铜水下预置自蔓延粉末焊缝显微组织照片
图9、10分别为焊缝面的扫描试样及元素分布图和扫描成分,可知:焊缝的元素组成主要有Cu、Al、Fe、O,与基体相比无明显差别,其中焊缝含有少量O可能是在焊接过程中Al发生了氧化;O和Fe有明显的偏析,且主要分布在晶胞上,晶间存在较少。

图9 焊缝面扫描试样及元素分布图
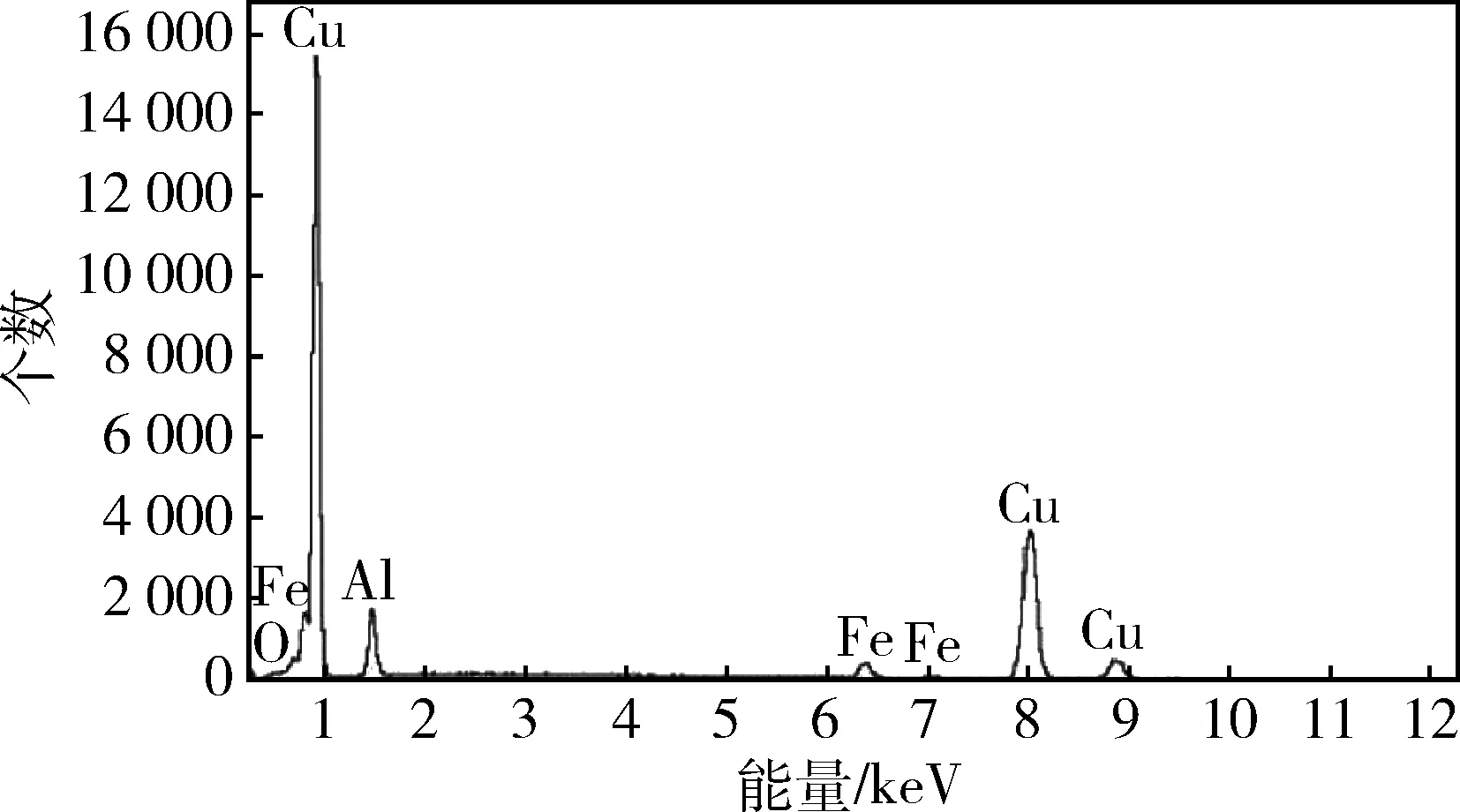
图10 焊缝面扫描成分
2.3 力学性能分析
图11为焊接接头从焊缝中心到基体一侧的硬度变化曲线。可以看出:基体和热影响区硬度约为160 HV,焊缝硬度约为240 HV,与基体相比平均硬度提高了50%。
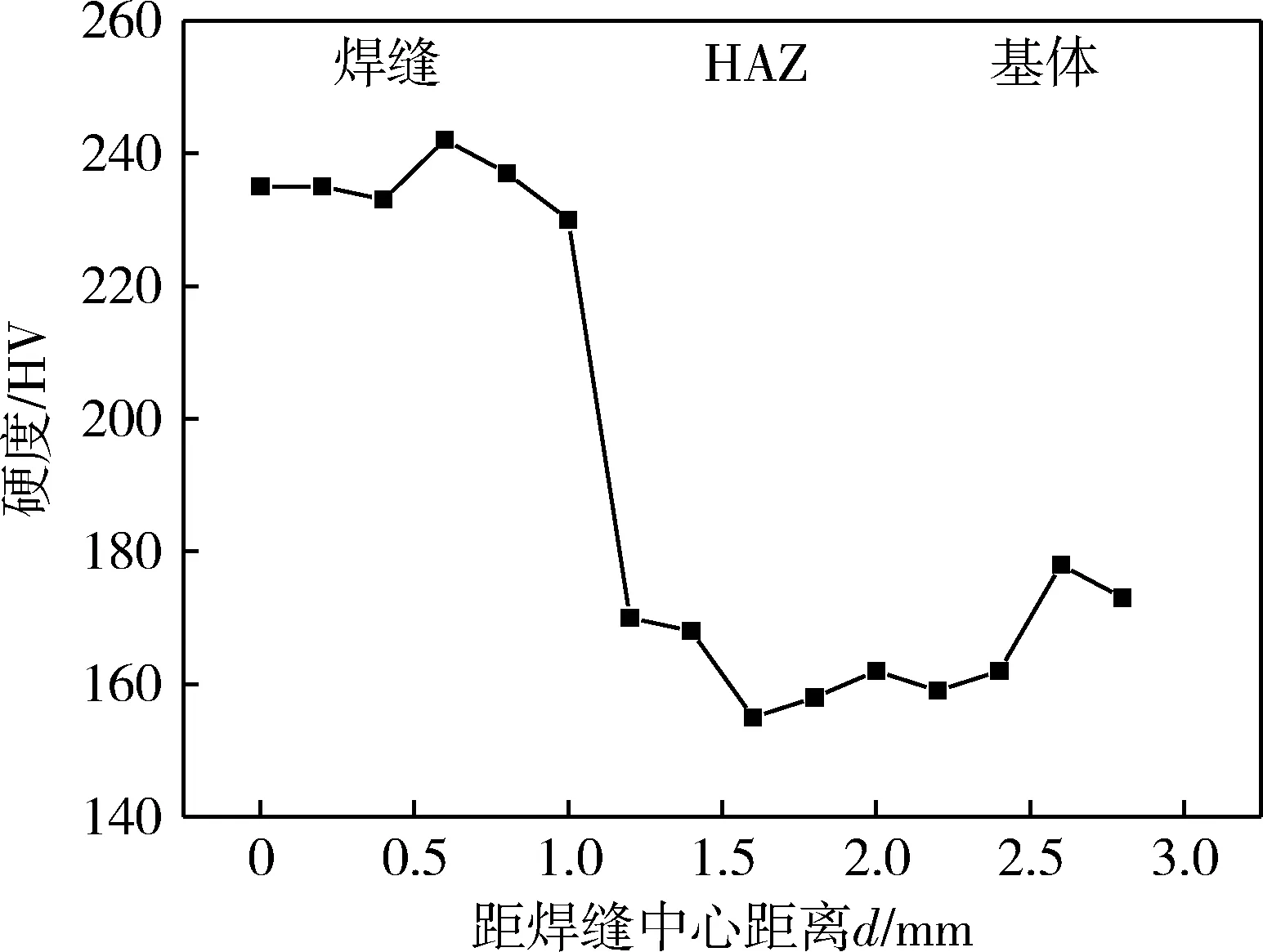
图11 焊缝硬度变化曲线
在功率为4 kW、焊接速度为0.9 m/min、水深4 mm、离焦量为-2 mm、基体表面预置自蔓延粉末后制得的拉伸试样,其断裂位置如图12所示。可知:断裂位置均处于焊缝处,其中基体抗拉强度为540 MPa,试样平均抗拉强度为235 MPa,为基体的43%。
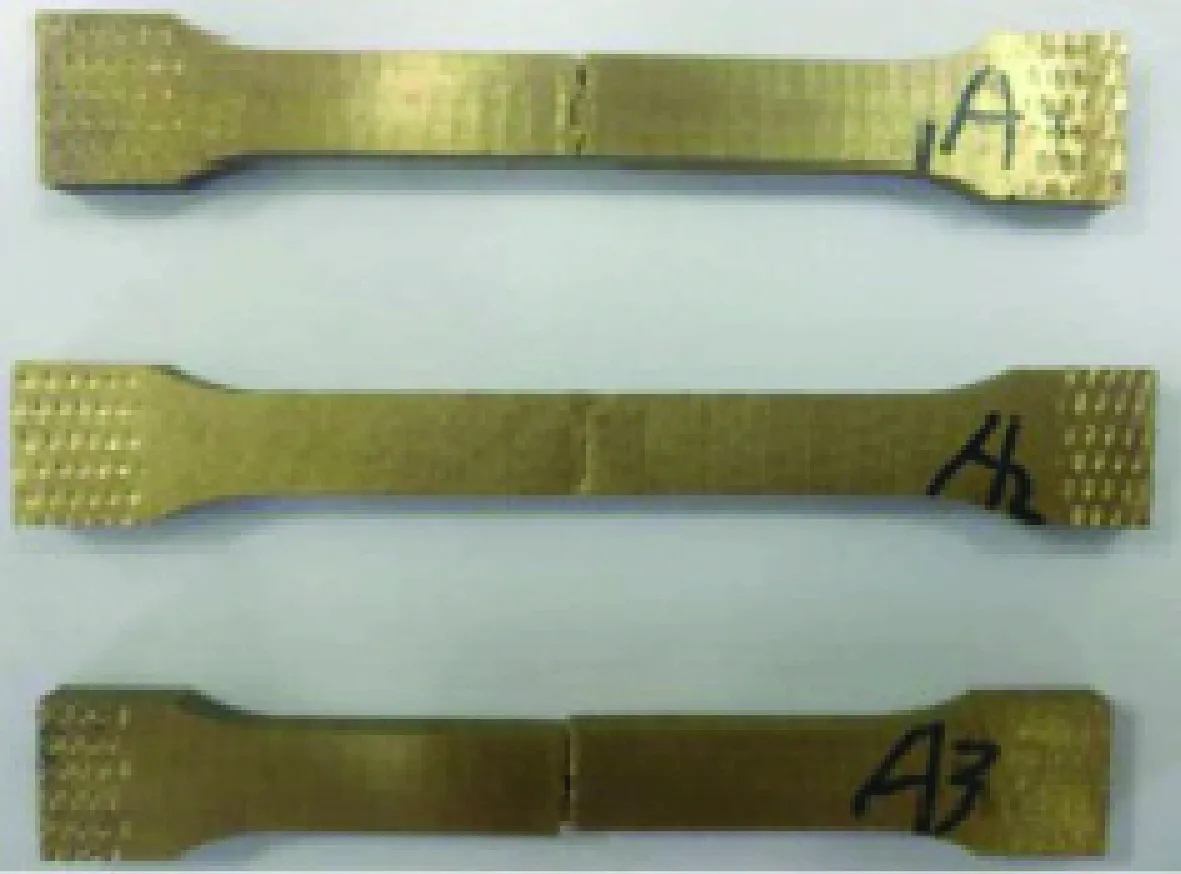
图12 拉伸试样断裂位置
图13为拉伸试样微观断口形貌,可以看出:断口中存在少量韧窝,属于解理范畴,说明试样为脆性断裂。
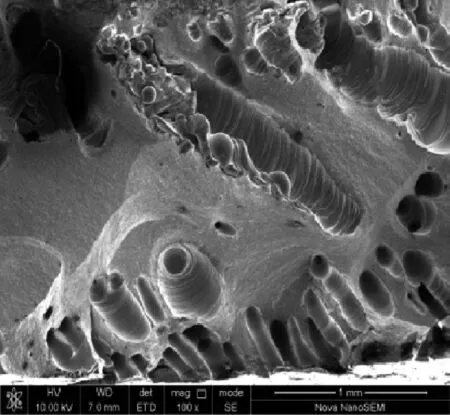
图13 拉伸试样微观断口形貌
3 结论
通过观察湿法激光焊接后QAL9-4铝青铜焊缝表面和横截面形貌,并对焊缝力学性能进行了测试,得出如下结论:铝青铜进行水下湿法焊接会产生大量气孔,提高焊接速度能够改善焊缝成形质量,但无法减少焊缝内部气孔;水深增加会导致气孔增多,当水深增加到6 mm以上时,焊接已经无法正常进行;在基体表面预置自蔓延材料能使气孔大量减少,与基体相比,焊缝的平均硬度提高了50%,平均拉伸强度为基体的43%。
下一步,将研究预置自蔓延材料成分和预置粉末厚度对焊缝质量的影响规律,探索减少焊缝气孔缺陷、提高湿法焊接质量的工艺方法。
